При использовании бытовых и полупрофессиональных моделей сварочных аппаратов следует соблюдать осторожность, чтобы не перегреть устройство и не допустить расплавления пластиковых частей. Поэтому настоятельно не рекомендуется выполнять несколько сварочных процессов подряд; лучше дать инструменту время остыть и одновременно подготовить следующий шов. Это не только продлит срок службы вашего оборудования, но и повысит качество работ.
Как паять медные трубы
Хотя водопроводные и отопительные системы из меди в настоящее время не так часто встречаются, их применение все еще актуально. Этот материал славится своей долговечностью, так как может служить десятилетиями, что делает его выгодным в отношении затрат. Хотя стоимость меди относительно высока, монтаж и пайка медных труб не являются сложными задачами, что позволяет сэкономить на профессиональных услугах. Итак, если вы знакомы с определенными правилами и техниками, вы сможете уверенно создать надежное соединение.
- 1 Виды медных труб и их использование
- 2 Способы соединения
- 3 Типы медных фитингов под пайку
- 4 Расходные материалы и инструменты
- 4.1 Припой и флюс
- 4.2 Горелка
- 4.3 Сопутствующие материалы
- 5.1 Подготовка соединения
- 5.2 Нанесение флюса
- 5.3 Пайка
Виды медных труб и их использование
На современном рынке доступны два основных типа медных труб: отожженные и неотожженные. Отожженные трубы проходят процесс дополнительной термической обработки, при которой их нагревают до 600-700°C. Этот процесс восстанавливает утраченные в процессе формовки механические свойства материала, делая его более эластичным. Именно поэтому отожженные трубы более гибкие и способны выдерживать замерзание воды. Однако стоит отметить, что они менее прочные и их прочностные характеристики снижаются при высоких температурах.

Неотожженные медные трубы, с другой стороны, обладают большей прочностью, но при этом не обладают такой гибкостью. При установке, такие трубы придется разрезать на сегменты, и на их концах устанавливать соответствующие фитинги, что требует больше времени и усилий при монтаже.
Есть медные трубы с различной толщиной стенок, которые можно приобрести как отожженными в рулонах по 25 и 50 метров, так и необработанными длиной по 3 метра. В соответствии с ГОСТ 859-2001 качество материала должно содержать не менее 99% меди, что делает его стоящим для различных инженерных систем.
Способы соединения
В основном, соединение медных труб осуществляется с помощью сварки или с использованием специальных фитингов. Кроме того, существуют фитинги для обжима, которые имеют канавки и эластичное уплотнительное кольцо, а их установка осуществляется с помощью специальных щипцов. Однако данный метод используется нечасто, так как сварка является более надежной альтернативой.

Существует два основных метода сварки медных труб, каждый из которых подразумевает использование различных сварочных сплавов:
- Низкотемпературная пайка с использованием мягкого припоя. Данный метод применяется в основном для систем водоснабжения и отопления, работающих при температурах до 110°C. Хотя этот термин «низкотемпературный» может ввести в заблуждение, во время пайки температура в зоне нагрева достигает 250-300°C.
- Высокотемпературная пайка, где используется твердый припой. Этот способ соединения применяется в сетях с высоким давлением и высокой температурой рабочей среды, что характерно больше для промышленных применений, чем для бытовых.
Выбор метода сварки медных труб остаётся на ваше усмотрение. Однако для высокотемпературной пайки вам понадобится профессиональная горелка, тогда как для использования мягкого припоя подойдет как специализированное оборудование, так и более доступная ручная горелка с одноразовым газовым баллоном. Для соединения медных труб малого диаметра, как правило, ничего больше не требуется.
Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовка включает в себя как время на сбор необходимых материалов, так и этапы получения средств индивидуальной защиты, а также сам процесс сварки. Существуют два метода сварки меди с медью: высокотемпературная и низкотемпературная. Высокотемпературная сварка подразумевает нагрев металла до 900 °C, что часто используется в условиях высокого давления или при высоких температурах, например, в производстве высокотемпературных сварочных прутков. Низкотемпературная сварка происходит при температурах около 300-380 °C и подходит для домашнего применения.
Низкотемпературная сварка требует использования мягкого припоя для меди и латуни в форме проволоки или стержней до 3 мм, а также специальной легковоспламеняющейся жидкости. Основной состав мягкого припоя включает более 97% олова с добавлением других металлов, таких как медь, селен, серебро и сурьма.
- Для чего нужен флюс. Правильная пайка медных труб невозможна без использования флюса — специального пастообразного состава (чаще всего с хлоридом цинка), который наносится широким слоем на поверхность соединяемых труб. Флюс выполнять несколько задач:
- Предотвращает окисление металла за счет удаления кислорода;
- Улучшает сцепление припоя с медью, что значительно увеличивает прочность соединения;
- Служит индикатором достаточного нагрева металла, сообщая, когда следует поднести припой и осуществить пайку;
- Содействует равномерному распределению припоя по стыку, минимизируя риск появления пустот.
- Техника безопасности. Несмотря на простоту процесса, пайка медных труб требует соблюдения правил безопасности. Риск ожогов представляет не только пламя горелки, но и нагретая медь. Так как медь является отличным проводником тепла, во время работы сильно нагреваются не только места нанесения припоя и сварочных соединений, но и вся труба, которая, к тому же, медленно остывает. Если вам необходимо спаять трубы монтируемой системы, обязательно помещайте их на незагораемые опоры, позволяя им остывать в течение достаточного времени. Кроме того, перед тем как прикасаться к спаянному металлу, убедитесь, что он полностью остыл.
Необходимые материалы и приспособления: олово и другие
Для осуществления работы с медными трубами вам будут необходимы следующие инструменты:
- труборез, ножовка по металлу или угловая шлифовальная машина с тонким диском;
- инструмент для снятия фасок;
- труборасширитель или экспандер;
- паяльный флюс;
- припой;
- паяльник для меди, например, пропановая горелка для пайки медных труб;
- прорезиненные перчатки;
- бумажные салфетки.
Для резки труб можно использовать труборезы различных размеров. Более крупные модели обладают большей круговой мощностью, но их нельзя использовать в труднодоступных местах. По этой причине для разрезания труб в готовых системах лучше подойдут более компактные труборезы. Кроме того, трубки можно также разрезать ножовкой или болгаркой с мелким шлифовальным кругом, однако труборез обеспечивает наилучший и более качественный рез.
После выполнения реза необходимо удалить заусенцы, так как они могут вызвать турбулентность в потоке жидкости, что в свою очередь увеличивает нагрузку на гидравлические системы. Отсутствие препятствий в потоке позволит системе работать более эффективно и без лишних затрат.
Перед началом пайки концы труб необходимо отшлифовать с помощью мелкой наждачной бумаги, которую можно найти в большинстве хозяйственных магазинов. Также можно использовать небольшие щетки с диаметром щетины 22 мм, которые подходят почти к любым трубам. Для более быстрой и качественной процедуры зачистки рекомендуется вставить головку щетки в дрель или шуруповерт.
На предварительно очищенную внешнюю поверхность трубы наносится флюс — это защитный состав, служащий для предотвращения окисления меди.
Совет: предпочтительнее использовать серый флюс. По мере нагрева он меняет цвет, становясь оловянным при достижении температуры, необходимой для пайки. Таким образом, вы можете легко определить момент, когда металл достаточно нагрет и готов для пайки. Если флюс белого цвета, он сразу становится прозрачным при нанесении, что затрудняет определение момента, когда необходимо выполнять сварочные операции.
Очень важно, чтобы между процессами зачистки, нанесения флюса и пайки прошло не более 30 минут. Если это время превысить, придётся повторить процедуру зачистки. При использовании кисти для нанесения флюса, на поверхности не должно оставаться волосков или щетинок — в противном случае соединение не получится герметичным, и труба может начать протекать после подачи воды.
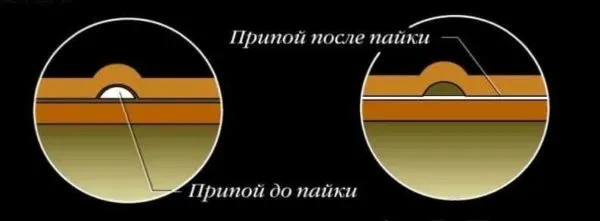
После вставки трубы в раструб, поток флюса не удаляют полностью с помощью бумажного полотенца, оставляя ободок высотой 1-2 мм. Это нужно для того, чтобы раструб втягивался внутрь, вызывая капиллярный эффект. Сначала соединение нагревают горелкой, и влага, которая находится между стенками, испаряется. Затем горелку поднимают ещё раз, что позволяет меди постепенно нагреться, и флюс приобретает оловянный цвет. В этот момент на лицевую сторону соединения наносится припой, который при нагревании будет растекаться по шву и заполнять его. При этом расплавленный материал будет стекать вниз и застывать, образуя прочное соединение. Таким образом, можно использовать различные методы сварки меди.
Процесс пайки
Процесс пайки включает в себя выполнение следующих последовательных операций:
- Труба нарезается на отрезки нужной длины, которые для удобства маркируются — на подачу или обратку;
- С края трубы снимается фаска, что позволяет улучшить прилегание при соединении;
- Концы труб очищаются на 2 см: сначала внешние на трубе, затем внутренние в раструбе;
- На подготовленные поверхности (внешнюю и внутреннюю) наносится флюс;
- Собирается соединение: труба вставляется в раструб;
- Излишки флюса убираются с помощью бумажной салфетки, но не полностью, оставляя небольшой ободок 1-2 мм;
- Зажигается горелка, и пламя аккуратно подносится к месту соединения;
- Нагревается поверхность в течение 10-15 секунд до необходимой температуры — флюс должен приобрести оловянный цвет;
- Припой укладывается на соединение, и при нагревании он будет втянут в стык, равномерно заполняя его.
Если соединение не было должным образом очищено от пыли или остатков щетины, что привело к утечке сварного шва медной водопроводной трубы, вам предлагается два способа исправления ситуации:

- Очищается поверхность, обрабатывается ортофосфорной кислотой, нагревается паяльником, после чего наносится олова;
- С использованием горелки: зачищенная поверхность обрабатывается флюсом, нагревается, затем кладется припой, который расплавляется.
Как правильно паять медь газовой горелкой
Процесс пайки медной трубы с использованием газовой горелки можно выполнить следующими шагами:
- Зачистить место пайки с помощью мелкого надфиля, шкурки или металлической щетки;
- Мелко измельчить канифоль и равномерно распределить ее по месту соединения;
- Нагреть трубу над газовым пламенем до тех пор, пока канифоль не расплавится;
- Поместить припой ПОС-30 или ПОС-40 и расплавить его с помощью паяльника, равномерно распределяя по поверхности.
В повседневной жизни, медные трубы объединяют не только в системах отопления или водоснабжения, но и для самостоятельного ремонта автомобилей, когда в радиаторе возникает трещина или утечка жидкости. В таких случаях автолюбители часто используют мощный 250-ваттный электрический паяльник для медных труб вместо газовой горелки. При этом для шлифовки меди можно применять наждачную бумагу или металлическую щетку, а в качестве сварочной кислоты применять канифоль или ортофосфорную кислоту.
Пайка паяльником в домашних условиях
Пайка медных труб с помощью паяльника является более простой задачей по сравнению с использованием газовой горелки. Процесс выглядит следующим образом:
- Поверхность радиатора очищается мелкозернистой шкуркой или щеткой;
- На края поврежденного участка равномерно наносится несколько капель кислоты, что улучшает адгезию припоя;
- Нагревают трещину с помощью паяльника, соприкоснув ее с расплавленным припоем, который заполняет имеющуюся пробоину.
Самостоятельная пайка медных труб для системы отопления или водоснабжения, а также ремонт трещин в радиаторах — это простое и доступное занятие, которое можно выполнить в домашних условиях с минимальным набором инструментов.
Таким образом, любой человек, обладая необходимыми знаниями и навыками, может успешно сваривать медь в домашних условиях.