Вместо пружины существует возможность применения пучка проволоки, который вставляется в трубную конструкцию частями. После того как она сгибается, отрезки проволоки последовательно извлекаются из трубы, придерживаясь того же метода.
Как производится гибка металлических труб: технологические тонкости выполнения работ
Угловые трубы находят широкое применение в таких отраслях, как нефтяная и химическая промышленность, а также в машиностроении и при изготовлении оборудования. Их использование критически важно в рамках любого архитектурного или строительного проекта.
Для создания отводов используются разнообразные фитинги; однако в некоторых случаях это приводит к потенциальным протечкам, которые могут быть недопустимы не только с функциональной, но и с эстетической точки зрения. Более привлекательный внешний вид и повышенная надежность достигаются с помощью процесса гибки труб, который не нарушает их целостности и конструкции.
Мы представим вам оптимальные способы сгибания металлических труб, в которых будут рассмотрены как холодная, так и горячая техники. В данной статье будут описаны характеристики гибки труб, изготавливаемых из различных материалов, а также особенности работы с профилями и круглыми трубами.
- Тонкости процесса гибки
- Методы сгибания труб
- Особенности горячей технологии
- Холодная гибка
- Гибка труб из меди и латуни
- Гибка алюминиевых труб
Тонкости процесса гибки
Каждый металл обладает уникальными свойствами, и игнорирование этих особенностей может привести к трудностям в достижении нужной формы. В процессе сгибания на трубу действуют как радиальные, так и тангенциальные силы.
Радиальные силы создают деформацию поперечного сечения, в то время как тангенциальные силы могут вызвать образование складок. Ключевое требование к гибке труб заключается в том, чтобы поперечное сечение оставалось неизменным, а стенки свободными от гофр.
Гибка металлических труб широко применяется при производстве каркасных конструкций для теплиц, беседок, входов, веранд и садовой мебели. Это позволяет создавать прочнейшую базу для крепления таких элементов, как деревянная или металлическая арматура, а также поликарбонат.
Изгиб труб при проектировании трубопроводов уменьшает количество необходимых фитингов и, соответственно, риск утечек. Однако не рекомендуется выполнять сгибание труб без специальных инструментов, так как самовольные действия могут привести к уменьшению поперечного сечения и изменению среднего давления в системе, что негативно сказывается на её пропускной способности.
Рекомендуется совершенствовать радиус изгиба, избегая серьезной деформации поперечного сечения трубы, с помощью специального гибочного оборудования и приспособлений.
Если гибка требуется нечасто, можно сконструировать простые поддерживающие платформы с крючками или использовать ручные инструменты, изготовленные из имеющихся под рукой материалов.
Для изгиба трубы до определенного радиуса можно создать шпиндель — устройство с округленным краем, форма которого будет соответствовать желаемому изгибу трубы.
Гибочные машины классифицируются на механические и электрические, а также подразделяются на роликовые и гидравлические модели.
Интеграция рычагов и гидравлических поршней значительно упрощает процесс гибки и снижает физическую нагрузку на оператора.
Ручные гибочные инструменты и стационарные машины с гидравлическими узлами могут приводиться в движение с помощью электричества.
Методы сгибания труб
Выбор метода зависит от необходимого угла изгиба, материала и диаметра трубы; сгибание может выполняться вручную или с использованием оборудования. Основные способы включают горячую и холодную гибку, а также гибку с заполнением полости или без него.
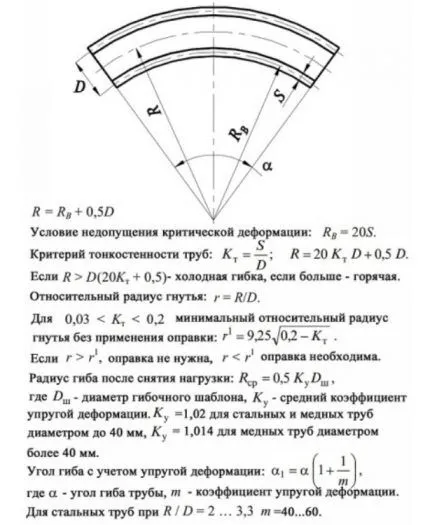
На данной схеме представлены формулы и рекомендации по расчету параметров гибки, следование которым обеспечит успешный результат.
При прекращении нагрузки происходит явление, известное как пружинение, которое прямо пропорционально модулю упругости используемого материала. Степень возможной деформации будет зависеть как от метода гибки, так и от геометрии объекта.
Особенности горячей технологии
Данный метод используется, когда необходимо согнуть трубы диаметром 10 см и более. Их можно сгибать в горячем состоянии как вручную, так и с помощью механических приспособлений. Важно учитывать минимально допустимый радиус изгиба.
Длина участка, который необходимо нагреть, определяется в зависимости от диаметра и угла изгиба трубы, а изгиб не должен превышать радиус, равный диаметру трубы, умноженному на 3.
Формула для вычисления длины нагреваемого участка:
L = a x d / 15
где: L — требуемая длина в миллиметрах, a — угол изгиба в градусах, d — внешний диаметр трубы в миллиметрах, 15 — коэффициент. Например, если нужно согнуть трубу диаметром 200 мм под углом 60°, то L = 60 x 200/15 = 800 мм, то есть 4 диаметра.
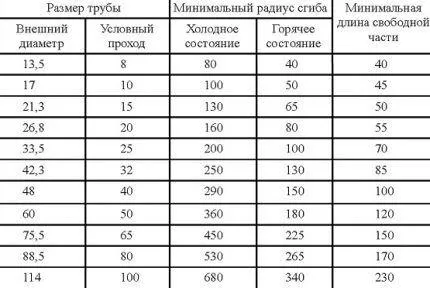
Минимально допустимый радиус изгиба для водогазопроводных труб можно определить согласно ГОСТ 3262-92, воспользовавшись приложенной таблицей.
Для сгибания трубы необходимо нагреть ее до 900°С, причем оптимальная температура начала гибки составляет 760°, а температуру в конце процесса следует поддерживать на уровне 720°C. Чрезмерное сгибание может негативно сказаться на прочности материала.
Процесс горячей гибки включает несколько этапов:
- Изготовление шаблона;
- Заполнение трубы песком;
- Разметка участка;
- Нагрев;
- Изгибание.
Чтобы избежать деформации поперечного сечения и избежать образования «сладких зон» на месте изгиба, внутренняя область трубы заполняется кварцевым песком.
Перед использованием песок следует предотермическим образом высушить и прокалить при температуре от 150 до 500°С для удаления органических примесей, затем просеять через мелкое сито с размером ячеек 3,3 x 3,3 мм. Перед началом заполнения один из концов трубы необходимо заглушить.
Рекомендовано использовать деревянные или металлические пробки с отверстием для выхода по всем газам. Следует избегать использования мелкого и влажного песка, так как при нагревании он может сбиваться в комки и прилипать к стенкам трубы.
Такое действие, в свою очередь, может привести к повышению внутреннего давления из-за образования пара и даже утечке. Твердые частицы в заполнителе также нежелательны, так как они могут давить на стенки трубы и привести к ее повреждению.
Заполнение трубы песком занимает некоторое время, поэтому ее лучше всего размещать в специальной башне под небольшим углом или в вертикальном положении. Поскольку качество изгиба во многом зависит от сжатия наполнителя, важно следить за тем, чтобы трубка оставалась должным образом заполненной на протяжении всего процесса. Глухой звук указывает на то, что изделие заполняется правильно.
Тонкости процесса
Суть процесса гибки трубного профиля или металлической арматуры заключается в том, чтобы создать полный или частичный изгиб в том конкретном месте детали, где это необходимо.
Для достижения желаемых результатов необходимо приложить определенное усилие к профилю либо предварительно нагреть металл, а затем выполнить его сгибание.


При анализе процесса изгиба куска металла становится очевидным, что возникают как сжимающие силы, направленные к внутреннему радиусу изгиба, так и растягивающие силы, стремящиеся растянуть стенки металла к внешнему радиусу сгиба. Эти две силы действуют в противоположных направлениях, что может создавать трудности в процессе изгиба труб:
- Во время изгиба отдельные участки трубы могут менять свою конфигурацию неравномерно, что приведет к смещению стенок трубы относительно друг друга;
- При приложении чрезмерных усилий при растяжении материала на наружном радиусе стенка трубы может разрушиться или истончиться до такой степени, что ее прочностные характеристики окажутся значительно ниже необходимых;
- В процессе изгиба на внутреннем радиусе трубы могут образоваться излишки материала, которые будут собираться в гармошку.


Чтобы избежать этих проблем и точно и эффективно согнуть заготовку, важно учитывать характеристики материала, толщину стенок, размеры поперечного сечения и размеры выполняемого изгиба. Если мастер ознакомится с вышеизложенной информацией, он лучше сможет выбрать подходящий метод для гибки.


Обзор методов
С помощью трубогибочного станка можно аккуратно и красиво сгнуть фитинги в домашних условиях для создания арки, например, для теплицы, сарая или садовых качелей.
Также его используют для сгибания квадратной стальной трубы, например, 15 x 15 мм, под углом 90 градусов или для плавного скругления в форме круглого элемента.


Трубогибочный станок функционирует с помощью приводного колеса и роликов. Трубку пропускают через боковой изгиб, аккуратно сгибая одну из ее поверхностей в нужном направлении. Все трубные отводы делятся на две группы:
- Электрическая модель. Это устройство будет особенно полезно, когда необходимо выполнить большой объем гибочных работ на заготовках с значительным диаметром или сечением. Оно работает от обычной электросети 220В, и колесо с роликами приводятся в движение электроприводом. Использование электрического трубогиба позволяет выполнять большой объем работ с экономией сил и времени.
- Механическая модель. В этой модели колесо для прокатывания заготовки приводится в движение вручную через специальные рычаги. Это устройство хорошо подходит для труб с небольшим диаметром или сечением.


Чтобы облегчить процесс сгибания трубы, перед выполнением операции рекомендуется предварительно нагреть заготовку, чтобы подготовить металл и улучшить его податливость. Поверхность заготовки должна быть нагрета равномерно по всей рабочей зоне. Для этого используют либо газовую горелку, либо специальные печи. Размер поверхности нагрева должен составлять диаметр заготовки, умноженный на 6. Нагретый металл должен быть сразу же сформован, не позволяя ему остыть.

Необходимо отметить, что многократные циклы нагрева и охлаждения могут негативно сказаться на структуре металла, делая его хрупким.
Если гибка осуществляется одноразово, то является нецелесообразным приобретение данного станка. Если же вы работаете с небольшими деталями и нет жестких требований к точности радиуса изгиба, вы можете выполнить операцию в домашних условиях, проявив находчивость и используя доступные инструменты и оборудование.
Существуют и методы гибки профильных труб, не требующие использования трубогиба и токарного станка.

Использование болгарки
На секционной трубе отмечается место для сгиба, после чего выполняются равные надрезы по обе стороны (1-2 см). Затем с помощью диска болгарки удаляется одна стенка трубной секции, которая формирует внутренний радиус кривой. Чем больше радиус, тем больше надрезов нужно сделать. После такой процедуры трубу можно согнуть вручную для достижения необходимой формы. После гибки надрезы должны быть заварены сварочным аппаратом. После сварки швы требуется тщательно отшлифовать для получения гладкой поверхности. Завершающим этапом будет покраска детали для защиты от коррозии, что придаст готовому изделию аккуратный и красивый внешний вид. Однако стоит учитывать, что идеальный радиус таким образом получить проблематично, так как форма будет состоять из множества небольших прямых участков, соединенных под углом.
Рекомендации
Если вы планируете самостоятельно гнуть трубы (без трубогибочного станка), вам могут понадобиться некоторые полезные инструменты.
- Шаблон с требуемым радиусом изгиба и присоединенный к нему рычаг для создания сгибательного усилия.
- Основная база, в которой проделаны отверстия и установлены упоры из металла нужного вам диаметра. Такая горизонтальная платформа используется для гнутья трубы из мягкого металла. Однако следует помнить, что добиться высокоточного изгиба в таком случае будет сложно, и потребуется приложить определенные усилия.
- Роликовый механизм. Если зафиксировать один конец трубы в тисках, а в области предполагаемого сгиба поместить ролик, то, приложив физическую силу, можно достигнуть изгиба радиусом, равным радиусу ролика.

Рекомендуется предварительно провести тестирование на небольшом куске материала, прежде чем сгибать основной кусок трубы. Ручные трубогибы отлично подойдут для тонкостенных изделий малого диаметра или мягких цветных сплавов, в то время как трубогибочный станок оптимален для гибки толстостенных изделий большого диаметра.
Способы сгибания труб без трубогибочного станка, смотрите в следующем разделе.
Использование нагрева
При нагреве многие металлы и их сплавы становятся более пластичными и менее устойчивыми к деформации. Это касается таких материалов, как алюминий, ковкий алюминий, сталь, медь, латунь, а также их комбинаций.
Напротив, такие металлы и сплавы, как оловянная бронза, серый чугун и сплавы с добавлением цинка, становятся хрупкими под воздействием нагрева, поэтому нет особого смысла в их нагреве во время сгибания. Кроме того, не рекомендуется нагревать оцинкованные изделия, так как это может повредить защитный слой цинка.

Термопластичные материалы также становятся более податливыми при повышении температуры. Нагретые металлические изделия теряют в жесткости в 30 раз, что делает их легче для сгибания. Длина нагреваемого участка должна быть кратна диаметру трубы: для изгиба под углом 90° ее длина должна быть шесть раз больше диаметра, для 60° — четыре раза, а для 45° — три раза больше диаметра трубы.
Однако температура нагрева не должна быть слишком высокой, так как это может привести к плавлению и разрушению металла. Кроме того, кислород, проникая внутрь конструкции, вызовет окисление материала. Это нежелательное явление называется «пережогом,» и в этом случае металл будет окончательно поврежден.
Поэтому при нагреве на гибке крайне важно контролировать температуру материала. Косвенные измерения можно провести, если известна температура пламени горелки и время нагрева. Признаком того, что сталь была нагрета достаточно, служит наличие красного свечения. Если разместить кусок бумаги на нагретом алюминии, и он загорится, это будет сигналом о завершении процесса нагрева. Металлы обладают высокой теплопроводностью, поэтому при работе с нагретыми изделиями важно надевать специальные защитные перчатки.
Наполним трубы песком или водой
Заполнение внутренней полости профиля песком или водой существенно облегчает процесс. Для получения профиля с квадратным сечением годится использование жидкости в качестве наполнителя. Вода должна быть чистой, а края профиля должны быть должным образом уплотнены, чтобы предотвратить утечку наполнителя. Зимой профиль можно помещать в морозильную камеру, чтобы вода замерзала, а летом в морозильной камере холодильника.
Гибка труб осуществляется после предварительного нагрева профиля в газовом пламени.

При небольших углах сгибания целесообразно использовать песок в качестве наполнителя. При заполнении трубки важно следить за тем, чтобы не образовывались зазоры. Оба конца профиля нужно тщательно уплотнить, чтобы избежать утечек наполнителя. Следует нагреть заготовку с помощью горелки и производить изгиб с использованием молотка.
Нам помогут шаблоны
Стандарты могут использоваться для тестирования сложных изгибов в разных местах. В простейшем варианте это будет всего лишь кусок проволоки, который сгибается по требованию. Если готовое изделие можно расположить плашмя, можно использовать саморезы, вкрученные в лист фанеры. Трубку следует сгибать поэтапно, проверяя шаблон на каждом этапе.
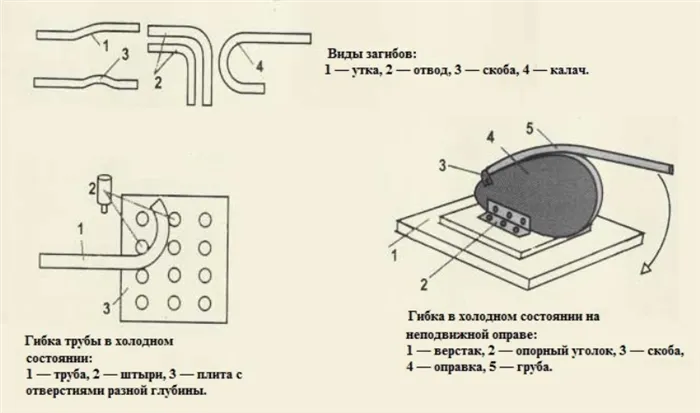
Для серийного производства можно использовать жесткий шаблон, который будет выступать в роли шпинделя. Это может быть стальная пластина с рядом отверстий, в которые вставляются штифты в зависимости от формы будущего изделия. Также можно подготовить металлический клин с зажимом для создания изгиба с переменным радиусом.

Делаем выводы
Ключевыми приспособлениями для гибки тонкостенных труб из различных доступных материалов являются наружные и внутренние пружины или песчаные наполнители, позволяющие равномерно распределить приложение усилия. При работе с толстостенными стальными трубами целесообразно применять самодельные трехвалковые конструкции для больших радиусов гибки, а для малых радиусов необходимо осуществлять нагрев профиля с помощью газовых горелок.

На изображении показано, как согнуть трубу в домашних условиях.
Каждый домовладелец может без особых затрат осуществить гибку труб из различных материалов в домашних условиях, не прибегая к производственным станкам. Для этого будет достаточно простых пружин или нескложного самодельного оборудования. Для выполнения ручной гибки труб потребуются сварочный аппарат и определенные навыки сварки, а в большинстве случаев сварочная горелка также станет необходимым инструментом для корректного выполнения работы.
Сгибаем полипропиленовую трубу
Полипропиленовые трубы требуют гибки довольно часто. Они широко используются в системах водоснабжения, канализации и особенно часто применяются в системах отопления. В некоторых ситуациях необходимо изогнуть трубу, чтобы обойти препятствия, такие как другие трубы в системе.
Ранее полипропилен считался жестким материалом, и его сгибание в холодном состоянии не даст требуемых результатов, но нагрев трубы улучшит ее податливость. Процесс нагрева можно осуществить с помощью строительного фена. После нагрева полипропилен становится мягким и податливым, что дает возможность согнуть его в нужную форму. Однако следует быть осторожным, чтобы не перегреть материал, так как он может расплавиться. Также важно работать аккуратно, поскольку существует риск получения ожогов. Поэтому рекомендуется использовать защитные перчатки.
Сгибание квадратной тонкостенной трубы
Необходимость сгибания тонкостенных труб с квадратным сечением возникает довольно часто, например, при изготовлении конструкций, требующих плавного изгиба. Очевидно, что согнуть прочную квадратную трубу вручную будет весьма затруднительно. В этой ситуации потребуется трубогиб. Однако можно рассмотреть и альтернативный метод.
Для этого начините с шлифовки поверхности тонкостенной профильной трубы. Закройте концы заглушками и зафиксируйте трубу на концах, к примеру, в тисках. Затем аккуратно согните ее резиновым молотком до достижения нужного радиуса. Чтобы предотвратить излишнюю деформацию стенок трубы, в ее внутренней части должен находиться песок. Если требуется еще большее сгибание, следует повторить процесс с помощью резака и дополнительного нагрева трубы. Нагретый металл гораздо легче поддается изгибу.

Как согнуть тонкостенную трубу большого диаметра
Приведенные выше методы сгибания труб можно успешно применять также и в домашних условиях. Однако стоит обратить особое внимание на способы гибки труб с тонкими стенками и большим поперечным сечением. Хотя такие ситуации могут возникать не так часто, но важно знать, как правильно поступить.
Естественно, это требует больших усилий. Поэтому для сгибания труб большого диаметра целесообразно использовать нагрев или гидравлическую гибку. Гидравлическая гибка считается наиболее надежным способом, который гарантирует, что изделие не будет сломано во время сгибания. Кроме того, этот процесс может быть выполнен без предварительной нагрева трубы, т.е. это холодная гибка. Единственное, что потребуется — это создание небольших зазоров в стенках трубы, которые предотвратят ее поломку при гибке, и последующая качественная сварка этих участков.