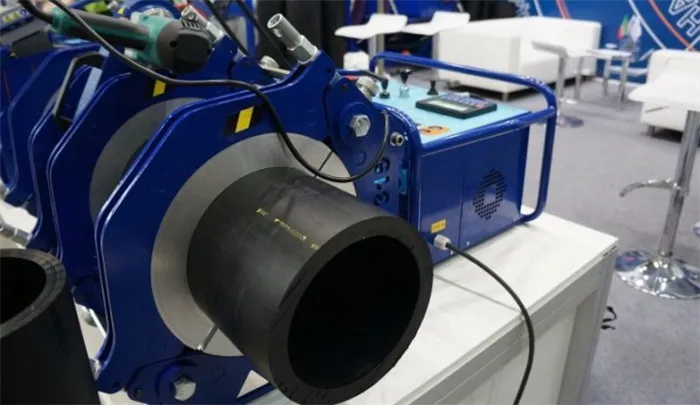
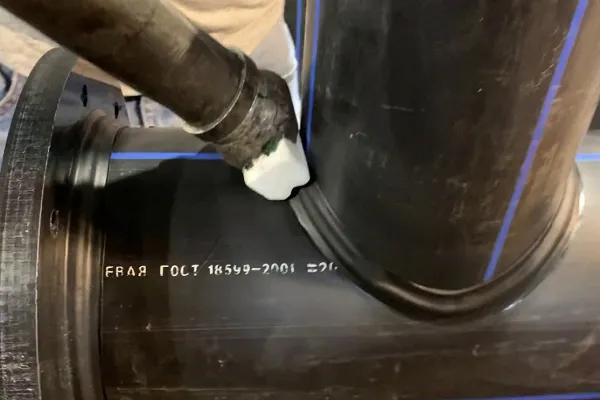
На изображении ниже представлен сварной шов, выполненный с учетом всех необходимых параметров процесса. Он демонстрирует гладкие и симметричные цилиндры округлой формы, размеры которых не превышают установленные максимально допустимые значения.
Неразъёмные соединения — сварка ПНД труб
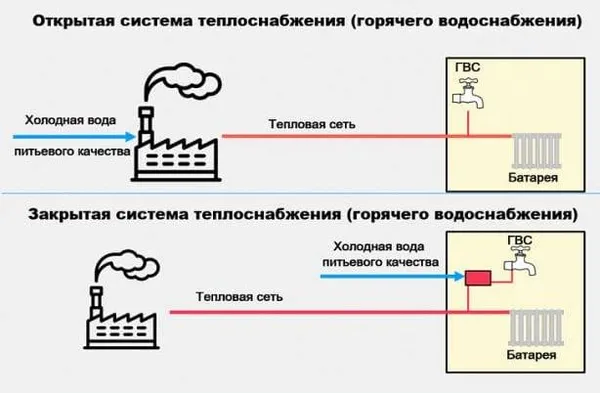
Для труб большого диаметра, изготовленных из полиэтилена низкого давления (ПЭНД), процесс неразъёмного соединения является единственно приемлемым методом. Эта технология обеспечивает высокий уровень герметичности, который поддерживается даже при воздействии высоких температур.
Полиэтилен прекрасно подходит для сварки из-за своей способности сохранять вязкую консистенцию в широком диапазоне температур, а также за счет низкой вязкости расплава, что делает процесс более эффективным.
Независимо от используемого метода для создания неразъёмного соединения, необходимо соблюдать следующие требования:
- угол смещения двух соединяемых труб не должен превышать 10% относительно толщины их стенок; это важно для гарантии качества соединения;
- шов соединения обязательно должен находиться выше уровня внешней поверхности соединяемых отрезков;
- валики швов должны быть выполнены с безупречным качеством, их высота варьируется в диапазоне от 2,5 до 5 мм, что определяется толщиной стенок подключаемых труб.
Существует три наиболее распространённых метода сварки: стыковая сварка, раструбная сварка и электросварка. Подробно рассмотрим их особенности.
Сваривание труб встык
Стыковая сварка – наиболее востребованный метод для неразъемного соединения труб ПНД. В соответствии с этой технологией соединяются концы двух секций с одинаковым диаметром. При этом толщина стенок соединяемых элементов также должна быть сопоставимой.
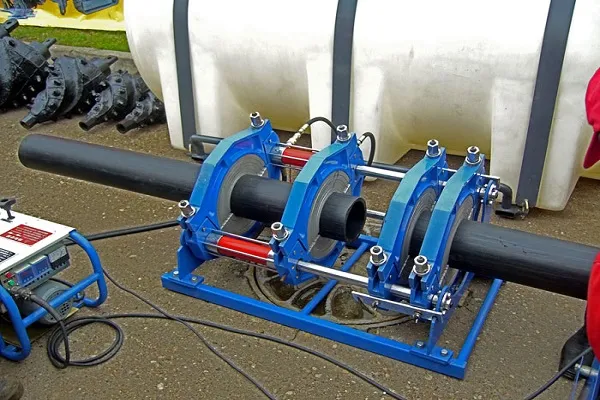
Напорные трубы, как правило, соединяются в промышленных условиях с помощью специального электрогидравлического или механического оборудования, поскольку эти процессы требуют высокой степени точности и аккуратности.
Ручная сварка допускается допустима только для труб, которые не находятся под давлением.
Следующие пункты описывают детали процесса стыковой сварки:
- метод применяют на трубах со стенками толщиной более 4,5-5 мм и диаметром от 50 мм;
- сварочные работы проводятся на ровных и устойчивых поверхностях для предотвращения деформаций;
- в случае выполнения работ на улице необходимо закрывать концы труб заглушками, чтобы избежать сквозняков; ветер может ухудшить температурные параметры и negatively повлиять на качество работы;
- соединяемые отрезки должны быть тщательным образом очищены, как снаружи, так и внутри; наличие мусора или пыли может помешать качественному соединению, что касается также и зажимов сварочного агрегата;
- для отладки температуры рекомендуется произвести 1-2 пробных сварочных шва, что поможет лучше освоить принципы и нюансы процесса, особенно если у вас нет опыта сваривания труб;
- перед шлифовкой необходимо тщательно протереть торцующие диски, а после шлифовки обязательно проверить соответствие размерности труб;
- оптимальный диапазон температур окружающей среды для сварки встык составляет от -15 до +45 °С.
Следующие этапы описывают процесс промышленной сварки:
- Перед началом работ свариваемые участки обрезаются перпендикулярно поверхности, на которой они размещаются. После этого торцы должны быть качественно зачищены и обезжирены.
- Трубы фиксируются в аппарате для сварки и тщательно центруются; необходимо проверить их на наличие деформаций и повреждений.
- Торцы трубопрокатных материалов нагреваются аппаратом для их размягчения.
- Расплавленные концы соединяются и прижимаются под высоким давлением, пока полиэтилен не остынет и не затвердеет.
- По завершении процесса охлаждения станок убирается.
Что нужно для сварки?
Сварка — это высокотехнологичный процесс, требующий использования специализированного оборудования, как основного, так и дополнительного.
При выборе сварочных инструментов и оборудования крайне важно учитывать метод сварки и параметры труб ПНД.
Инструменты и оборудование
Работа с полиэтиленом требует, чтобы все нагревательные элементы оборудования имели антипригарное покрытие. Это упрощает процесс, так как такие детали не требуют чистки после выполнения сварки. Все оборудование обычно оснащено индикаторами контроля и термостатическими регуляторами для удобства в процессе работы.
Основные компоненты сварочного оборудования включают:
- ручную сварку для раструбного метода;
- станок для соединения встык;
- различные монтажные детали;
- нагревательные элементы;
- струбцины — подставки, используемые для фиксации во время обработки или плотно прижатия труб друг к другу.
Почти все полиэтиленовые сварочные аппараты лёгкие и простые в эксплуатации, а нагревательные элементы легко заменяются при необходимости.
Используемое сварочное оборудование может включать:
- Механические;
- Автоматические;
- Гидравлические.
Нагревательные элементы представляют собой круглые пластины, покрытые слоем PTFE и оснащенные индикаторами температуры и питания, а также предохранительными устройствами. Температура может регулироваться с помощью специальной поворотной ручки для лучшего контроля над процессом.
Машины используются при сварке труб диаметром более 400 мм включающих:
- стыковые соединения;
- раструбные соединения;
- электромуфтовые соединения.
Многоцелевые гидравлические силовые агрегаты высоко ценятся за свою эффективность. Они позволяют выполнить несколько сварных швов за очень короткое время, так как аппараты обеспечивают все необходимые функции для этого.
Дополнительные инструменты для гидравлических сварочных агрегатов могут включать:
- позиционеры;
- элементы для удаления оксидного налета;
- фаскоудалители;
- пилки для разделения магистралей;
- выравнивающее оборудование;
- перегибы для ПНД труб.
При сварке любым из вышеупомянутых способов обязательно следует использовать полный комплект инструментов. Пренебрежение каким-либо из них может привести к тому, что соединение окажется некачественным или даже дефектным.
Фитинги для соединения
Сварочные принадлежности предназначены для соединения труб, в том числе труб разных диаметров, а также для создания ответвлений и изгибов. Трубные фитинги могут использоваться не только для соединения труб из ПНД, но и для труб, изготовленных из других материалов.

Трубы ПНД
Трубы ПНД (полиэтилен низкого давления) изготавливаются при давлении менее 2 МПа. Готовый материал характеризуется низкой плотностью, что, в свою очередь, обеспечивает небольшой вес и облегчает процесс укладки и соединения труб.
- Эластичность: ПНД трубы способны растягиваться, предотвращая разрывы, которые могут возникнуть при деформациях, возникающих в условиях высоких температур или механического воздействия;
- Гибкость: Эти трубы можно без проблем сгибать, что особенно важно при создании магистралей с сложными конфигурациями;
- Надёжность: ПНД отличается высокой прочностью и инертностью по отношению к агрессивным средам, включая масла, что предотвращает коррозию и способствует лучшему поглощению гидроударов.
Разновидности соединений труб из полиэтилена (ПЭ)
Существует несколько типов соединений между полиэтиленовыми трубами, которые в свою очередь делятся на разъёмные и неразъёмные.
Метод разъёмного соединения позволяет демонтировать собранную конструкцию по окончании работы. Этот способ является лучшим выбором, если подаваться на конструкцию не требуется в течение длительного времени, например, в временных строительных решениях. Трубы соединяются с применением стальных фланцев.
Неразъёмное соединение является более прочным и чаще применяется на практике. Оно осуществляется путём сварки или спайки полиэтиленовых труб, которые могут быть как с хомутами, так и с рукавами. Оба метода являются эффективными и надёжными, позволяя формировать прочные монолитные швы.
Стыковая сварка полиэтиленовых труб
Для сварки полиэтиленовых труб требуется специальное сварочное оборудование. Этот метод соединения оптимален только для труб из ПНД. Гибкость данной технологии позволяет сохранить её эффективность как для прокладки труб в открытых траншеях, так и для укладки труб в подземных сетях.

Последовательность сварки труб из ПЭНД может быть описана следующими этапами:
- Установка концов свариваемых изделий в центраторе сварочного оборудования для точного выравнивания.
- Выравнивание и крепление деталей в фиксированном положении для надежности процесса сварки.
- Очистка торцевых участков от загрязнений, пыли, жира и прочих остатков (рекомендуется использовать смоченную в спирте хлопчатобумажную материал).
- Обработка концевых фрагментов торцовочным устройством. Процесс должен быть завершён до тех пор, пока не появится равномерная стружка, не превышающая 0,5 миллиметров в толщину.
- Проверка торцов рукой на параллельность, и при выявлении несовпадений — повторная торцовка до достижения необходимого соответствия.
- Разогрев торцов заготовок с использованием нагревательного элемента с антипригарным покрытием.
- После достижения определенной степени оплавления заготовок, снять нагревательный элемент и соединить торцы свариваемых труб. Давление прижима следует увеличить до достижения полного и качественного соединения, удерживая изделия в этом положении на протяжении примерно 5-10 минут до полного затвердевания соединения.
- Проверка сварной конструкции на качество, включая оценку внешнего вида сварных торцов, их согласованности и прочности соединения.
Обращая внимание на процесс сварки, нельзя игнорировать предварительные работы, им же необходимо уделять должное внимание. Они должны выполняться тщательно перед сваркой труб ПНД, поскольку от них зависит надежность и долговечность соединения.
Обязательным условием для достижения высокой производительности сварного шва является его выполнение за один сварной проход. Только в этом случае возможна максимальная прочность на сварном шве, иначе соединение окажется недостаточно прочным.
Муфтовая сварка ПНД труб
Процесс муфтовой сварки осуществляется с использованием специального устройства — паяльника, а также множества специализированных насадок соответствующего диаметра. В процессе сварки применяются фитинги, такие как розетки, стены или углы. Концы соединяемых деталей привариваются к фитингам, которые служат соединительными элементами.
Паяльник для труб ПНД имеет нагретые металлические части, которые через прямой контакт нагревают свариваемые изделия. Эти компоненты включают шпиндель, который нагревает внутреннюю поверхность фитинга, и гильзу, в которую вставляется труба для нагрева. Шпиндель и втулка соединяются и вставляются в отверстие паяльника для ПЭ труб.

При наличии необходимого сварочного аппарата, вы можете сварить трубы ПНД своими руками. Этот процесс не является сложным и может быть выполнен любым мастером, имеющим все требуемые инструменты.
Перед тем, как начать сварку труб ПНД своими руками, следует выполнить несколько предварительных мероприятий:
- Подрезка заготовок специальными ножницами до требуемых размеров. Срезы должны быть строго перпендикулярны продольной оси заготовок для обеспечения качественного соединения.
- Очистка торцевых участков соединяемых изделий от загрязнений.
- Закрытие торцов тех труб, которые не свариваются в данный момент, с использованием заглушек, чтобы предотвратить загрязнение и охлаждение.
- Очистка нагреваемых поверхностей паяльного агрегата от остатков и частиц, которые могут остаться от предыдущего использования оборудования.
Затем можно перейти непосредственно к процедуре сварки, которая также состоит из нескольких последовательных этапов:
- Нагревание насадочных деталей паяльника до необходимой температуры. Когда температура достигает нужных значений, индикатор на корпусе устройства подает специальный сигнал.
- ПНД труба вставляется в гильзу до упора, а фитинг также насаживается до упора на дорн.
- С увеличением ввода трубы и насаживания фитинга излишки расплавленного материала выдавливаются наружу, формируя кольцевой валик, который называется гратом.
- Снимаются соединяемые детали с насадки, после чего труба вставляется в фитинг таким образом, чтобы она плотно соприкасалась с кольцевым валиком.
- Следует дождаться остывания сваренных труб, избегая любых внешних воздействий до завершения процесса.

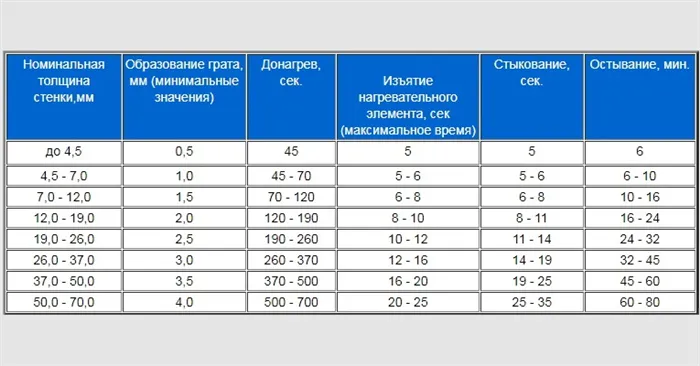
После выполнения всех указанных процедур процесс сварки полиэтиленовых труб своими руками можно считать завершённым. Как видно, это не слишком сложно, однако важно обратить внимание на некоторые тонкости, которые следует учитывать в процессе сварочных работ. Во-первых, существуют специальные таблицы, с помощью которых можно рассчитать оптимальную продолжительность процесса сварки для труб определённого диаметра. При сварке полиэтиленовых труб раструбным методом в инструкции указано, что давление для вставки фитингов следует прекратить, как только фитинг и труба достигнут упора. Это правило чрезвычайно важно, так как недостаток прочности соединения может быть негативно отражен на общей надёжности конструкции. Читайте также: «Как сваривать полиэтиленовые трубы — правила технологического процесса».
Как самостоятельно сварить трубу ПНД

Напорные элементы из полиэтилена могут быть использованы для установки газопроводов или водопроводных сетей. Сварка полиэтиленовых труб служит для сшивания сетей в одно единственное целое.
Трубы из полиэтилена все чаще используются при монтаже канализационных и водопроводных систем. Повышение популярности данного материала обусловлено следующими факторами:
- Практичностью, в частности, его прочностью и пластичностью;
- Устойчивостью к температурным изменениям;
- Терпимостью к воздействию агрессивных сред.
Способы соединения
Трубы из полиэтилена можно соединять различными методами, в зависимости от конкретных условий:
- Раструбным способом с использованием муфт и фитингов; этот способ находит применение для установки внутренней системе водопровода;
- Стыковая сварка ПНД используется для монтажа наружных коммуникаций, для укладки трубопровода как над землей, так и в траншею;
- При помощи электромуфт. Муфта представляет собой пластиковое устройство со встроенными спиральными элементами, которые нагреваются при подаче электрического тока.
Рекомендации
Для личного использования можно приобрести специальный паяльник для соединения полиэтиленовых материалов. Для достижения ровных, плотных и качественных швов важно соблюдать следующие правила:
- Убедитесь в наличии сертификата соответствия. Приобретая некачественную продукцию, можно получить негерметичное соединение;
- Сравните внутренние диаметры каждой трубы — они должны быть одинаковыми;
- Перед проведением сварочных работ обязательно очищайте все детали от пыли и грязи и выполняйте обезжиривание;
- Сварочные работы следует производить исключительно в сухих помещениях при нормальных температурах, без сквозняков и не рекомендуется проводить сварку в условиях повышенной влажности;
- Чтобы трубопровод получился герметичным, избегайте даже незначительного движения магистрали до полного остывания участков сварки;
- Защищайте сварной шов от прямых солнечных лучей;
- Чтобы избежать нарушения герметичности в процессе сварки, рекомендуется прикрывать противоположные концы труб от попадания холодного воздуха.
Раструбная сварка
Этот метод пайки применяется для труб ПНД, диаметром до 63 мм с использованием раструбов и фитингов. В данном случае можно использовать как ручной сварочный аппарат, так и более крупное промышленные машины для больших диаметров.
Сначала необходимо обеспечить достаточное количество муфт и фитингов, а также немного дополнительные фитинги в запас на случай ошибок при проектировании. Также понадобится рулетка и труборез.
Работы по сварке выполняются в следующей последовательности:
- Установите сварочный аппарат на ровную поверхность и надежно его закрепите. Насадки необходимого диаметра фиксируются на нагревательной поверхности с помощью специального ключа. Установите на аппарате требуемую рабочую температуру — не ниже 230 градусов.
- Заранее подготовленные для сварки элементы располагаются на насадках и держатся до полного прогорания пластика. Обычно на это уходит не более семи секунд.
- После прогрева элементы соединяются до упора и удерживаются так в течение около 10 секунд. Перемещать их в это время нельзя, так как это может привести к смещению расположения материалов.

После завершения процесса сварки шов должен быть гладким, а соединение герметичным;
Не следует разогревать детали слишком долго, чтобы пластик не образовал гармошку, так как такой элемент станет непригодным для установки из-за утраты герметичности соединения;
Удаляйте избыток пластика с поверхности тефлоновой насадки деревянным шпателем после каждого процесса сварки; в противном случае это может повлиять на качество следующий сварки. Никогда не очищайте пластик с помощью металлических инструментов, так как это может повредить форсунки.
Проверка качества

Хотя сама процедура сварки не является слишком сложной, она требует тщательного контроля. Шов может оказаться неровным из-за высокой вязкости полимера в процессе плавления, поэтому специалист должен внимательно проверять каждый шов на наличие дефектов.
Pолучившийся сустав не должен иметь чрезмерной выпуклости или сжатия. Поверхность шва должна сохранять относительную ровность по всей окружности.
Допускается прогиб в 10% от толщины стенки трубы и выпуклость около 2,5 мм на 5 мм. Для труб с толщиной стенки до 20 мм допустимая выпуклость составляет до 5 мм. Проверка выполненных работ позволит гарантировать, что трубопровод будет служить долго и надёжно.
Сварка полиэтиленовых труб
Процесс сварки полиэтиленовых труб может быть реализован с использованием трех методов: сварки отверстий, раструбной сварки и электросварки (с внедренными нагревателями).
Однако именно раструбная сварка полиэтиленовых труб является наиболее технологически продвинутым и эффективным методом соединения. Параметры этого процесса существенно не отличаются от процессов сварки полипропиленовых труб (см. качество сварки полипропиленовых труб). Используемое оборудование, основные приемы, температура нагрева паяльника и рабочие интервалы аналогичны, если не идентичны, тем, что применяются при сварке полипропиленовых труб.
При сварке трубных фитингов с помощью встроенных нагревателей происходит нагрев соединения, а материал расплавляется благодаря вмонтированной в фитинг катушке, через которую передается электрический ток. Давление в зоне сварного шва и герметизация соединения создаются за счет теплового расширения трубы во время процесса.
Для выполнения электромуфтовой сварки потребуется сама электромуфта, а также аппарат, предназначенный для сварки полиэтиленовых труб, который подает напряжение на нагревательный провод.
Сварка пайкой является основным методом для фиксированного монтажа полиэтиленовых труб с диаметром 50 мм и более. Этот выбор обусловлен тем, что толщина стенки 50-миллиметровых труб не превышает 5 мм, что гарантирует водонепроницаемое соединение. Пайка не оптимальна для труб малого диаметра, поскольку создаваемый ею внутренний заусенец также существенно сужает движения через проход.
Пайка рекомендуется проводить для труб с одинаковой толщиной стенки. В некоторых случаях разрешены исключения. При этом труба с более толстой стенкой должна быть скошена под углом 15±3° к оси трубы, чтобы гарантировать равную площадь соприкосновения.
Суть сварки полиэтиленовых труб заключается в том, что соединяемые концы труб, расплавленные при помощи нагретого инструмента, соединяются под давлением и удерживаются до полного остывания соединения.
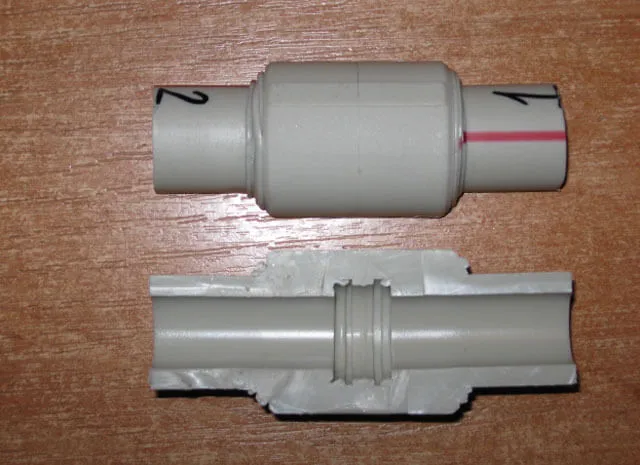
В результате полученное соединение оказывается прочнее самой трубы. При испытании образца полевого шва на растяжение в тестовом образце трещины возникают по всему материалу, а не в области сварного шва (отметить — 1 — весь образец, 2 и 3 — стадии растяжения).
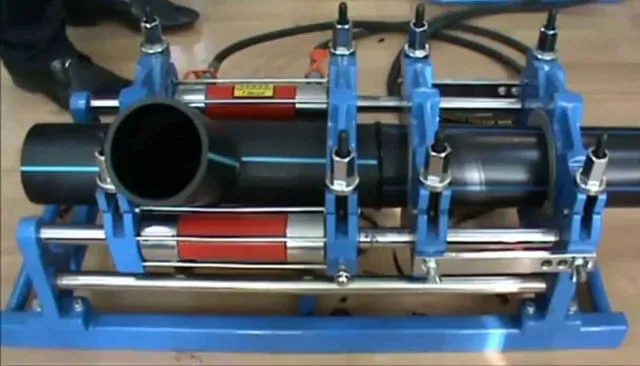
Оборудование для сварки плавлением полиэтиленовых труб с раструбным концом состоит из нескольких узлов, каждый из которых выполняет определенную функцию.
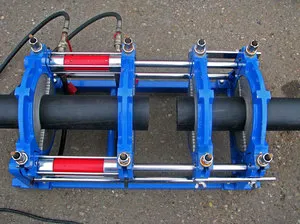
Для зажима, центрирования и сварки труб использует центрирующее устройство с двумя подвижными и двумя неподвижными зажимами, строго регулируемыми. А строгальный станок выполняет обработку концов труб от неровностей. Нагревание труб происходит при помощи нагревателя (сварочного зеркала), установленного на аппарате, с соответствующими датчиками контроля.
Для примера, стабильно применяются все типы фитингов (арматуры) для стыковой сварки.
Основные параметры, важные для сварки резанием, включают: температура инструмента, давление, прикладываемое к сварочному соплу и продолжительность работы. Полезно показать кривую давления в виде схемы, что сделает процесс более наглядным.
Что такое стыковая сварка полиэтиленовых труб
Сварка полиэтиленовых труб представляет собой непрерывный процесс соединения, который осуществляется путем нагрева концов свариваемых материалов — труб и/или фитинга — до вязкого состояния, а затем соединения их под давлением с использованием специального сварочного оборудования.
Сварке можно подвергать только трубные фитинги одинакового диаметра и SDR из одного и того же качественного полиэтилена. Сварные трубы должны иметь толщину не менее 4,5 см. Сварка может производиться в температурных условиях от -15ºC до +45ºC.
Сварка резанием – достаточно сложный процесс, требующий квалифицированного personnel и высококачественного оборудования, однако он имеет неоспоримые преимущества:
- Для сварки полиэтиленовых труб не требуется тяжелая техника;
- Сварка полиэтиленовых труб может быть выполнена бригадой из 1-2 человек;
- Снижение потребления электроэнергии (или топлива) по сравнению со сваркой стальных труб; применение длинномерных труб (в катушках или бухтах) также уменьшает количество сварных соединений в 50-100 раз, что существенно ускоряет время строительства трубопровода и снижает затраты на установку.
Способ стыковой сварки
Сварка с разделением – это процесс соединения труб и фитингов одинакового диаметра и толщины. В этом процессе свариваемые поверхности тщательно выравниваются, чтобы обеспечить идеальный контакт перед нагреванием до температуры плавления. Затем смонтированные поверхности труб соединяются под давлением. Давление, температура и длительность сварки регулируются для поддержания необходимых физических и химических свойств основного материала.
Процесс можно разделить на следующие фазы:
- Оплавление торцов трубы,
- Нагрев,
- Устранение нагревателя из зоны сварки,
- Сварка,
- Охлаждение.
Перед самой сваркой места соединения труб выравниваются с электролитическим инструментом, используемым для обработки поверхностей свариваемых труб. Этот инструмент выполняет подгонку концевых участков труб до перпендикулярного совпадения оси всех соединяемых арматур. Сам этот процесс следует проводить до тех пор, пока куски, которые получаются при работе с фугальным инструментом, не свалятся в виде непрерывной, равномерной полосы.
Допустимые максимальные допуски на расстояние между свариваемыми поверхностями после их наплавки приведены в соответствующей таблице.
Что такое тонговая сварка полиэтиленовых труб. Тонговая сварка полиэтиленовых труб объясняет рабочие циклы и расчеты, включая примеры реальных процессов.
Также вы можете ознакомиться с:
Методы сварки полипропиленовых труб
Как соединить трубу через крышу
Как укладывать полипропиленовые трубы
Укладка полипропиленовой трубы на полипропиленовую трубу.
Инструменты и оборудование
Основное оборудование, необходимое для работы, включает:
- сварочный аппарат ручного типа для метода в раструб;
- машина для стыкового соединения;
- дополнительные монтажные детали для обработки.

Во время обработки ПЭНД важно учитывать, что нагревательные элементы машины должны иметь антипригарное покрытие. Такие детали не подлежат очистке после сварки швов. Обычно машины оборудуются контрольными индикаторами и регуляторами температуры. Эти опции особенно полезны на этапе процесса сварки.
Сварочные аппараты, как правило, поставляются вместе с машиной:
- греющие детали и насадки;
- монтажные детали;
- специальная подставка, также известная как струбцина;
- контейнер для удобного хранения деталей.

Полиэтиленовые сварочные аппараты являются легкими и удобными в использовании, а нагревательные элементы аппаратов легко заменяемы в случае поломки. Эти компоненты выглядят как круглые пластины с тефлоновым покрытием и оснащены индикаторами температуры, сети, а также защитными устройствами. Температуру возможно регулировать с помощью специального регулятора, а также есть кронштейн для крепления устройства.
При сварке труб диаметром более 400 мм профессионалы обычно используют:
- машины для стыкового соединения;
- машины для раструбного соединения;
- машины для электромуфтового соединения.


Сварочные аппараты могут быть:
- механическими;
- гидравлическими;
- автоматическими.

Гидравлические агрегаты обладают высокой гибкостью. С их помощью возможно выполнить несколько сварных швов на разных трубах одновременно, что значительно сокращает время работы, так как аппараты уже содержат все необходимые элементы для сварки.
Следует отметить, что существуют дополнительные инструменты:
- элементы для снятия оксидного налета;
- крепежи для седел большого размера;
- перегибы для ПНД;
- позиционеры для обеспечения того, чтобы трубы не смещались во время сварки;
- выравнивающее оборудование;
- фаскоудалители;
- пилки, используемые для разделения магистралей.

Этапы работ
Сварить полиэтиленовые сетки своими руками можно методом электросварки.
Инструкции для этого можно представить следующим образом:
- подготовка;
- фиксация центратором и установка муфты;
- подключение сварочника к муфте;
- процесс сварки;
- удаление аппарата из-под соединения.

Для сварки, даже в домашних условиях, концы труб должны быть обрезаны с использованием специального инструмента – трубореза, так как это позволяет добиться лучшего выравнивания соединения. Оксидная пластина может быть удалена с соединений с помощью ручного скребка или замшевой палочки. Удаляемая пленка должна находиться на расстоянии около 20 см от края труб. Кусочки следует снимать тем же скребком. Соединяемые детали необходимо обезжирить спиртом. На этом этапе можно использовать специальные салфетки для удобства. Чтобы трубы удобно установить в центральной части, рекомендуется наносить разметки по размерам соединения. Это упростит их фиксацию.

Собранная конструкция должна быть надежно зафиксирована. Подключите клеммы сварочного аппарата к клеммам в электросети. Аппарат запускается и считывает штрих-код на поверхности основания. Большинство сварочных аппаратов имеют полную автоматизацию процесса. Время нагрева и охлаждения детали устанавливается автоматически в момент распознавания кода. Процесс сварки начинается при считывании кода и заканчивается звуковым сигналом. После завершения сварки трубы необходимо остудить в течение 7 минут. По истечении этого времени только после охлаждения можно аккуратно снять зажимы и извлечь сварное оборудование из-под соединения.

Для достижения наилучших результатов очень важно не только следовать инструкциям, но и рекомендациям, которые предоставляет производитель трубопроводов и сварщика.
Контроль качества швов
Обязательной частью работы с ПНД является контроль качества всех стыков. Каждое соединение должно быть проверено, только тогда можно продолжать дальнейшие работы. Существуют чёткие технические требования, которому должны следовать сварные соединения. Шов считается качественным, если он соответствует действующим ГОСТам. В этом случае дополнительные работы по ремонту и обслуживанию сварных швов водопроводных труб не требуются.
Качество сварного шва можно оценить визуально:
- соединение должно представлять ровную бороздку;
- не допускается смещение свариваемых деталей относительно друг друга.

Высота цилиндров, образованных внутри и снаружи, не должна превышать 2,5 мм. Для полиэтилена с толщиной стенки 20 мм максимальная допустимая высота рулона составляет 5 мм. Методы сварки выбираются в зависимости от размеров труб. Доступные методы довольно просты и эффективны, как видно из представленных выше теоретических рекомендаций.
В видео ниже вы сможете увидеть, как сварить трубы ПНД своими руками.