В процессе сварки образуется значительное количество шлака, который необходимо оперативно удалить с помощью металлической щетки. Если не уделить этому моменту должного внимания, шлак может попасть в рабочую зону, что, в свою очередь, может привести к образованию дефектов и снижению механической прочности сварного шва.
Что такое порошковая проволока?

Порошковая проволока представляет собой один из вариантов полуавтоматической сварки без применения защитного газа. Она является трубчатой проволокой, внутреннее пространство которой заполнено специально подобранным порошком флюса. При сгорании флюса образуется облако инертного газа, действующее как защитный барьер, предотвращающий контакт сварочной ванны с кислородом окружающего воздуха.
Использование порошковой проволоки в полуавтоматической сварке открывает широкий спектр возможностей благодаря множеству ее преимуществ. Например, сварка не требует применения защитного газа, что значительно упрощает процесс, особенно в ситуациях, когда доставка газа к месту работы затруднена или невозможна.
Еще одним важным преимуществом порошковой проволоки является ее способность противостоять влиянию ветра, который может уносить защитный газ. Эти факторы в своей сумме значительно повышают не только качество сварного соединения, но и общую производительность процесса сварки.
Для более детального изучения порошковой проволоки, ее преимуществ и недостатков, вы можете обратиться к статье, опубликованной в строительном журнале по адресу: https://samastroyka.ru/.
Что такое порошковая проволока?
Порошковая проволока для сварку — это трубка, внутри которой находится порошковая смесь. Эта смесь при нагреве образует облако защитного газа, которое выполняет защитные функции, подобно тому, как это делает углекислый газ в традиционном сварочном процессе. Облако газа надежно изолирует сварной шов от кислорода и других факторов окружающей среды, поэтому сварка получается более качественной.

Если вы начинаете изучать сварку, информация о порошковой проволоке будет вам весьма полезна из-за ее многочисленных преимуществ, однако стоит быть в курсе и недостатков, связанных с ее использованием.

Если вы планируете приобрести сварочный полуавтомат и ничего не знаете о защитных газах и их использовании, стоит детально рассмотреть возможность применения порошковой проволоки для полуавтоматической сварки.
Преимущества порошковой проволоки
Порошковая проволока обладает целым рядом преимуществ:
- Первое и самое заметное преимущество заключается в том, что использование порошковой проволоки позволяет отказаться от использования сварочных газов. Это означает, что нет необходимости заниматься транспортировкой газовых баллонов или подъемом их на высоту. Это значительно упрощает процесс сварки полуавтоматом, делая его более доступным и удобным, сравнимым с методами MMA сварки, которая выполняется инвертором с помощью штучного электрода с покрытием;

- Кроме того, сварной шов, получаемый с использованием порошковой проволоки, не имеет шлаковой корки, что в очередной раз демонстрирует его идеальную чистоту и отсутствие необходимости постоянной очистки;
- Таким образом, использование порошковой проволоки приводит к значительному сокращению времени, затрачиваемого на сварочный процесс;
- А также упрощает транспортировку оборудования на место выполнения сварочных работ, так как вес баллонов и требования безопасности, связанные с их использованием, отпадают.

Качество швов, получаемых с помощью порошковой проволоки, не уступает качеству при использовании защитных газов, таких как углекислый газ или аргон. При правильной эксплуатации сварочного полуавтомата сварные соединения получают гладкие, чистые, без пустот или трещин.
Что это такое?
Сварочная проволока — это ключевой компонент современных технологий сварки. Это изделие имеет форму полой металлической трубки с флюсовым сердечником или жилой внутри, которая соединяется с металлическим порошком. Он используется для выполнения сварных швов при полуавтоматической сварке без газа. Благодаря своей конструкции, такая проволока обеспечивает легкий поджиг электрода и стабильный процесс горения.
Стержневая проволока изготавливается в строгом соответствии с международными стандартами, такими как ГОСТ, что гарантирует высокий уровень качества свариваемого материала. Внутреннее содержание железа, фосфора и хрома обеспечивает:
- Стабилизацию температуры в области сварочной ванны, а также в зоне дуги до достижения оптимальных значений для работы с используемым материалом;
- Стимуляцию перемешивания расплавленного металла на деталях и электрода во время сварки;
- Гомогенное закрытие шва по всей его ширине, минимизируя воздействие газа;
- Обеспечение равномерности кипения и отсутствие брызг;
- Увеличение скорости сваривания выделенных деталей.
Порошковая проволока находит применение не только для сварки, но и для проведения поверхностного покрытия различных деталей. При необходимости сварки трудно плавящихся материалов используются проволоки с добавлением графита и алюминия, что способствует повышению температуры плавления.
Однако, следует отметить, что у порошковой проволоки есть и недостатки, такие как высокая стоимость, низкая специализация и сложности при сварке листов толщиной более полутора миллиметров.
Основные требования
Порошковая проволока используется в процессах полуавтоматической сварки без газа и представляет собой трубку, заполненную специальной пыльцевой смесью. В качестве основного материала используется полярная полоса металла. Процесс изготовления данной проволоки завершается ее аккуратным растяжением до необходимых размеров.
Любой тип проволоки с флюсовым сердечником должен удовлетворять следующим требованиям:
- Равномерное плавление без чрезмерного выделения брызг;
- Стабильная и не затруднительная генерация электродуги;
- Шлак, образующийся в процессе сварки, должен равномерно распределяться и не проникать внутрь шва;
- Получение ровного шва без трещин или пор.
Сравнение с обычной проволокой
Сварочные проволоки можно классифицировать на несколько типов, наиболее распространенными из которых являются порошковая и сплошная проволока. Несмотря на некоторые различия, оба типа активно используются. Сплошная проволока обычно покрыта медью и может применяться с защитным газом, в отличие от порошковой проволоки.
Чаще всего для изготовления сердечника проволоки используется полоса металла, которая затем сворачивается в ленту, где добавляется флюс.
Хотя сплошная проволока имеет более низкую стоимость, порошковая проволока имеет свои уникальные преимущества, такие как:
- Возможность применения при вертикальной сварке на подъем;
- Эффективность работы с оцинкованной сталью и другими трудносвариваемыми материалами;
- Недостаток возможности добавления различных веществ внутрь проволоки для улучшения качества шва.
Сварка порошковой проволокой (FCAW)
Сварка порошковой проволокой может осуществляться на том же оборудовании, что и другие виды полуавтоматической сварки. За границей данный процесс обозначают аббревиатурой FCAW (Flux Cored Arc Welding).
Порошковая проволока является металлической трубкой, внутри которой содержится порошок (флюс).
Каждый тип порошковой проволоки имеет свой уникальный состав флюса, который может влиять как на характеристики электродуги, так и на свойства сварного соединения. Это позволяет преодолеть некоторые недостатки технологий MIG и MAG. Например, порошковая проволока предоставляет возможность вносить легирующие элементы в металл шва под действием флюса, чего не позволяет добиться сплошная проволока без ослабления рисунка волочения.
Обычно защитный эффект газом при порошковой сварке может обеспечиваться внешним подачей газа (FCAW-G). Тем не менее, разрабатываются также варианты проволоки, в которых достаточное количество защитного газа образуется в процессе разрушения порошковой проволоки при нагреве, что называется процессом самозащитной порошковой сварки (FCAW-S).
По сути, это просто специфическая форма полуавтоматической сварки, обладающая теми же характеристиками, что и остальные процессы, требующие газовой защиты. Следовательно, как и в других газозащитных процессах, важно учитывать минимальное расстояние между газовым соплом и изделием, а также защиту от сквозняков, которые могут вызывать утечку защитного газа. Это касается открытых дверей и окон, потоков воздуха из вентиляционных систем, а также воздушного охлаждения сварочного аппарата.
Функции флюса сердечника порошковой проволоки
Состав тока и свойств порошковой проволоки зависит от целевого использования. Основной функцией флюса является очистка металла сварного шва от газов, включая кислород и азот, которые влияют на механические характеристики соединения. Для снижения их содержания в металле шва в порошок проволоки добавляют кремний и марганец, которые выполняют роль раскислителей, улучшая механические качества. Дополнительные элементы, такие как кальций, калий и натрий, также включаются в порошок для увеличения защитных свойств шлака при кристаллизации расплавленного металла.
Кроме того, шлак выполняет следующие функции:
- Формирует поверхность шва необходимого профиля;
- Удерживает ванну расплавленного металла в условиях вертикального и потолочного сваривания;
- Снижает скорость охлаждения металла в зоне сварки.
Элементы калия и натрия также способствуют более стабильному горению дуги, уменьшая ее рассеивание.
Легирование металла шва с помощью экструзии порошка предпочтительнее по сравнению с использованием сплошной проволоки. Разработка проволоки с легирующими элементами через экструзию проще и дешевле, чем создание проволоки из однородного металлического сплава. В большинстве случаев используют следующие легирующие элементы: молибден, хром, никель, углерод, марганец и др. Введение этих элементов в металл шва увеличивает прочностные характеристики и пластичность, одновременно улучшая свариваемость.
Применение сварки порошковой проволокой
Дуговая сварка порошковой проволокой (FCAW) в современные дни активно применяется там, где раньше использовались покрытые электроды, например, в судостроении, а также в других сегментах тяжелого машиностроения, особенно при работе с толстыми металлическими листами, превышающими 1,5 мм, а также для работы с низкоуглеродистыми, жаропрочными, коррозионностойкими и нержавеющими сталями.
Сварка с использованием порошковых электродов обладает рядом экономических выгод:
- Этот способ сварки является экономически выгодным, так как обеспечивает высокие скорости сварки и длительные интервалы работы дуги без перерывов, благодаря чему отсутствует необходимость в частой смене электродов;
- Практически нет потерь проволоки;
- Метод демонстрирует приемлемое качество при сварке металлических изделий, которые имеют низкую свариваемость;
- Порошковые проволоки основного типа менее подвержены загрязнениям основного металла, что позволяет получить прочный шов с низкой предрасположенностью к образованию трещин;
- Сварка может осуществляться в любом пространственном положении;
- Дуга и зона сварки хорошо видны, что значительно упрощает процесс управления;
- После завершения сварки шов требует минимальной доработки;
- Вероятность возникновения опасных дефектов сварного соединения значительно ниже по сравнению со сваркой сплошной проволокой.
Недостатки сварки порошковой проволокой
Несмотря на преимущества, сварка порошковой проволокой также имеет свои недостатки:
- Метод крайне чувствителен к сквознякам, которые могут возникать из-за открытых дверей и окон, а также потоков воздуха, исходящих от вентиляционных систем или систем охлаждения полуавтоматов;
- Потребность в дополнительных затратах на сооружение укрытий в случае работы на открытом воздухе;
- Недостаток знаний сварщика о специфике процесса и взаимосвязи между параметрами режима может привести к серьезным дефектам шва, связанным с недостаточным проплавлением;
- Необходимы значительные капитальные вложения в оборудование;
- Отмечается выделение сравнительно большого объема дыма в процессе работы.
Эффективность применения
Порошковая проволока для дуговой сварки завоевала отличную репутацию благодаря своему способности решать множество проблем и облегчать процессы сварки и нанесения наплавки. Ее можно использовать как в полевых условиях, так и на открытых рабочих площадках. Процесс сварки позволяет существенно повысить производительность. Больше не возникает эффекта рассеивания расплавленного металла.
Полученное соединение отличается высоким качеством. Сварка с использованием основной проволоки в полуавтомате обеспечивает качественное проплавление металла, что позволяет выполнить соединения, такие как нахлесты, углы и торцевые швы, за один проход. Порошковая проволока находит свое применение как для ручной, так и для полуавтоматической сварки, причем в основном используется для карбоновых и низколегированных сталей.
Плюсом порошковой проволоки является ее способность противостоять шлаковым включениям и образованию дефектов, таких как поры. Сварка может проводиться в самых разных условиях и на различных участках.
Особенности использования
Порошковая проволока используется аналогично процессу сварки обычными порошковыми электродами. Проволоку можно держать в руках и вручную вводить в зону сварки, но также она может быть помещена в полуавтомат, что упростит процесс подачи во время работы.
При работе с порошковой проволокой настоятельно рекомендуется использовать постоянный ток и обратить внимание на полярность, которая должна быть обратной. При использовании проволоки с флюсовым сердечником длина ее свиса должна составлять от 1,5 до 2 см.
Перед началом сварки, проволоку необходимо предварительно прогреть. Рекомендуется провести пробный сварочный шов и, исходя из его результатов, скорректировать методы работы.
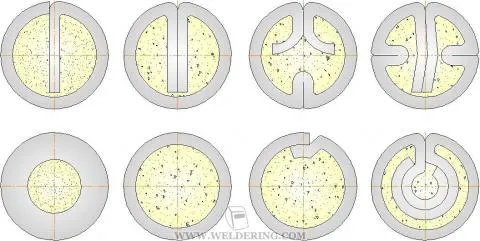
Конструкции порошковых проволок
Наиболее распространенные типы порошковых проволок (см. рис. 4) — это трубчатые проволоки (a, b, c). Вставка части оболочки внутрь сердечника (d, e, f, g, h) позволяет добиться более равномерного плавления и более эффективной защиты металла от воздействия воздуха.
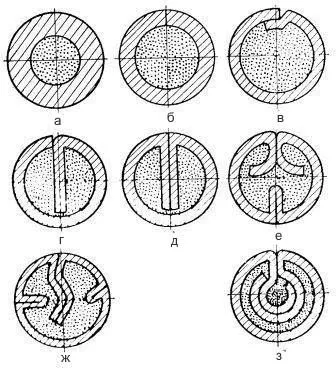
Рис. 4: Чертежи проводов с флюсовой жилой.
Ниже рассматривается влияние конструкции проволоки на плавление и сварочные свойства.
Общая информация
Порошковая проволока представляет собой полую металлическую трубку, внутри которой может находиться флюс или смесь флюса с металлическим порошком. Такой тип проволоки активно используется в процессе полуавтоматической сварки без газа.

Самозащитная порошковая проволока, производящаяся в России и других странах СНГ, зачастую вполне подходит для низколегированных и низкоуглеродистых сталей. Существуют также и другие виды, но они встречаются реже. Проволока может быть специальной или общей. Специальная проволока — это высококачественная порошковая проволока для профессиональной сварки, в то время как проволока общего назначения предназначена как для производственных, так и для домашнего использования.
Современные порошковые проволоки обеспечивают легкое зажигание дуги и стабильный процесс горения. Проволока плавится равномерно и устойчива к возгоранию. Шлак, образующийся в процессе испарения флюса, легко удаляется с поверхности металла простым охлаждением. Если у вас есть определенный опыт с полуавтоматической сваркой, вероятность получения бракованных швов сводится к минимуму.
Достоинства
Начнем с достоинств. Главным и наиболее важным преимуществом является возможность использования проволоки для полуавтоматической сварки без необходимости газового баллона. Можно просто сказать, что данная проволока необходима для сварки в местах, труднодоступных для использования газа. Внутри проволоки в процессе ее плавления образуется защитное облако газа, по своим характеристикам оно аналогично защитному газу.
Благодаря этой технологии, вы можете выполнять сварочные работы даже в самых сложных условиях. Отпадает необходимость в переноске громоздкого газового баллона. Проволка может подаваться в устройство подачи или вручную, а у вас в это время свободна другая рука для управления сварочной горелкой. При этом сварные швы отлично видны, благодаря чему ви можете наблюдать за их формированием.

Многие не догадываются, что самозащитные проволоки находятся на службе промышленности и активно используются для сварки с наращиванием. Использование такой проволоки позволяет получить металл с идентичным химическим составом детали. Для этого необходимо использовать проволоку, содержащую металлический порошок и флюс, однако в зависимости от типа применяемого порошка будет требоваться соответствующая проволока.
Недостатки
Тем не менее, проволока с флюсовым сердечником имеет некоторые недостатки. Некоторые недостатки могут оказаться незначительными, но другие станут определяющими.
Во-первых, проволока с флюсовым сердечником не достаточно прочна. Если при загрузке в подающий механизм использовать слишком сильное давление, она может просто сломаться. Другой недостаток заключается в ограниченных возможностях применения в различных пространственных положениях; сварка допустима только в нижнем или вертикальном положении, и даже в этом случае крайне редко. Этот нюанс связан с образованием значительного объема сварочной ванны во время процесса сварки, которая в сочетании с жидким шлаком препятствует выполнению вертикальной сварки.
Помимо этого, данная проблема не может быть решена путём уменьшения сварочного тока, поскольку диаметр проволоки с флюсовым сердечником составляет не менее 2,5 мм. Для работы с проволокой такого диаметра необходимо установить более высокий ток, чтобы обеспечить постоянное плавление.
Особенности применения
Для тех, кто уже знаком с традиционной дуговой сваркой электрода, работа с порошковой проволокой не станет сложной задачей, поскольку принципиально она аналогична сварке с обычными электродами. Проволоку можно держать в руках и самостоятельно направлять её к месту сварки или, используя подающую машину, упростить работу.
Чаще всего для сварки порошковой проволокой устанавливается постоянный ток с необходимостью изменения полярности. Хотя некоторые виды проволоки допускают сварку переменным током, это встречается крайне редко. Постоянный ток обеспечивает лучшее качество сварного шва и минимизирует образование брызг, что не всегда возможно при сварке переменным током.
Обратите внимание на длину свиса проволоки, она должна составлять от 1,5 до 2 см. Более строгие рекомендации по длине свиса можно найти в сертификате на используемую проволоку. Также стоит учитывать линзы: их выходное отверстие должно быть больше, чем сам диаметр проволоки, а конец линзы желательно делать из меди или медного сплава.
Рекомендуется делать легкие покачивающие движения резаком при формировании шва, а перед сваркой необходимо длительно прогревать проволоку. Температура должна составлять около 250 градусов, и ее можно достигать с помощью печи или сварочной горелки. Прогревать проволоку следует в течение 2-3 часов, если же она содержит органические компоненты, тогда предварительное нагревание не требуется.
Вместо заключения
Сварочная проволока для полуавтоматов может быть как металлической (для сварки в инертном газе), так и полой с флюсом внутри, который выполняет функции газа. Безусловно, при использовании такой проволоки сварные швы будут несколько уступать по качеству швам, выполненным с использованием защитного газа. Однако, в ряде случаев использование флюсовой проволоки не только оправдано, но и необходимо. Порой невозможно взять с собой газовый баллон, особенно в условиях сложного доступа, такой как работа на высоте или в замкнутых пространствах.
Несмотря на свои преимущества и недостатки, самозащитная проволока предлагает уникальные решения и возможности в сварочном процессе. Вам когда-либо приходилось использовать сварочную проволоку в своей работе? Нам будет интересно услышать ваш опыт, положительный или отрицательный, в комментариях ниже. Это будет полезно для всех новичков. Удачи вам в сварочных работах!
Что вы думаете об этой статье?