Профильные трубы широко используются для создания каркасных конструкций в строительстве. С их помощью значительно упрощается процесс изготовления теплиц, парников, беседок и других архитектурных объектов. Однако, процесс сгибания профильных труб в домашних условиях может представлять определенные сложности.
Как согнуть профильную трубу в домашних условиях без трубогиба: 12 способов + видео
В наше время теплицы из трубчатых профилей все чаще устанавливаются на дачах, так как они более устойчивы к воздействиям внешней среды и имеют более долгий срок службы, чем конструкции из дерева благодаря своим отличным светопропускающим свойствам.
Для монтажа конструкции из профильной трубы необходимо изгибать материал под заданным углом. На первый взгляд может показаться, что без специализированного оборудования это невозможно, но в данной статье будут рассмотрены различные способы и техники, позволяющие согнуть трубы квадратного сечения в домашних условиях без их повреждения.
Какие сложности возникают в процессе гибки профильной трубы
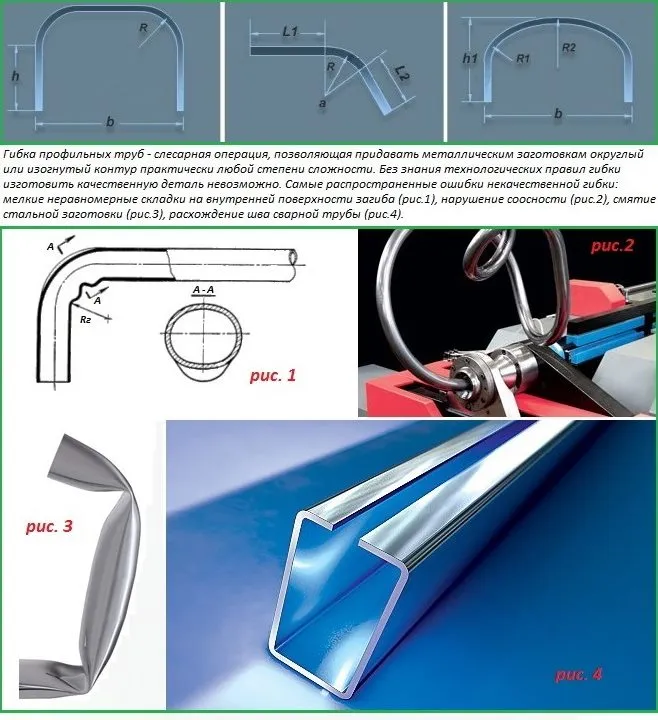
Сгибание секционной трубы подразумевает её частичное или полное изменение формы. Профильные трубы характеризуются высокой прочностью, что делает их гибку достаточно сложной задачей. Для успешного сгибания таких труб необходимо применять либо силу, либо создание высоких температур в области сгиба. В процессе изгиба на изделие воздействуют две основные силы:
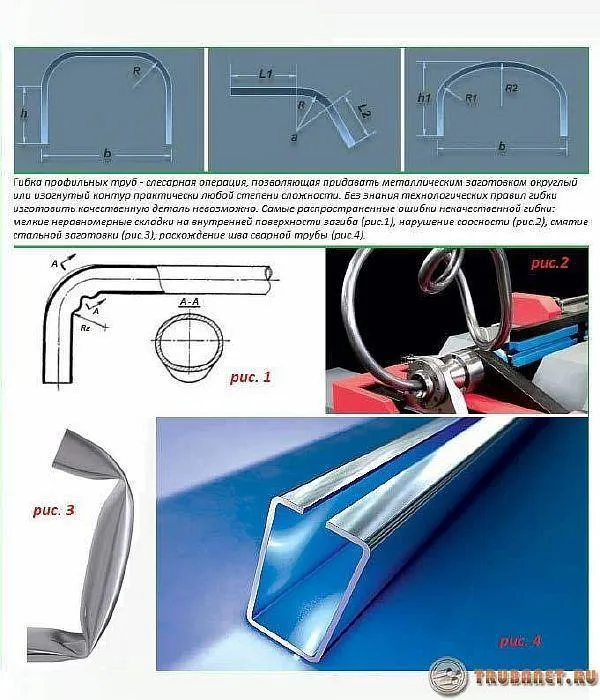
Сложность формирования округлой формы патрубка обуславливается разными направлениями этих сил:
- В различных участках профтрубы возникают разные реакции на изгиб, что может привести к нарушению соосности. Это означает, что отдельные участки заготовки могут находиться на различных плоскостях.
- Некоторые трубы могут не выдержать процесса растяжения и вследствие этого могут быть либо смяты, либо подвергнуться разрушению. Это чаще всего происходит из-за неверно выбранного способа сгибания.
- Во время гибки могут появляться складки внутри трубы, создавая эффект гофрирования, что ухудшает её вид и эксплуатационные характеристики.
- Неправильное нагревание может привести к снижению прочности трубы из-за нарушения внутренней структуры материала.
- Чрезмерное давление при согибании может привести к смятию боковых стенок трубы, что также нарушит её целостность.
Чтобы избежать этих проблем, важно заранее учитывать характеристики материала и размеры трубы: толщину стенки, диаметр и угол изгиба при выполнении работ.
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Секционные трубы могут иметь различные формы поперечного сечения: круглые, прямоугольные, овальные и квадратные. Для строительства теплиц и других сооружений лучше всего подходят квадратные или прямоугольные трубы, так как они имеют ровные стенки, что позволяет легко и надежно крепить покрытия из различных материалов.

На рынке доступен широкий ассортимент профильных труб с различными геометрическими параметрами. Ключевыми характеристиками являются размер поперечного сечения и толщина стенки. Пластичность также играет важную роль, поскольку от неё зависит минимально допустимый радиус изгиба. Нагрев трубы повышает её пластичность, что позволяет значительно легче сгибать материал.
Существует два основных метода сгибания:
- «Холодный» метод — когда сгибание осуществляется без воздействия температуры;
- «Горячий» метод — когда участок трубы предварительно нагревается.
При выборе материалов для строительства следует помнить, что трубки с низкой линейностью и из углерода имеют повышенную упругость, что делает их «пружинистыми» и не подходит для сооружений типа теплиц. Также не стоит использовать профильные трубы с толщиной стенки всего 2 мм из-за их низкой способности к сгибанию.
Для квадратных труб строгие правила применения технологий изгиба не предусмотрены, в отличие от более сложных по форме овальных труб. Согласно существующим стандартам, «горячая» гибка предназначена для труб диаметром более 100 мм, но для профильных изделий эти правила не действуют.
Специалисты советуют применять «холодный» метод для профилей диаметром менее 10 мм, а для труб диаметром от 40 мм используют нагрев.
Рекомендуется попробовать согнуть трубу дома, зажмурив один конец трубы в тисках, а на другой конец надеть трубу большего диаметра. Под действием силы этот метод позволяет легко согнуть деталь без предварительного нагрева, что сэкономит время и усилия.
Методы гибки зависят от типа материала, и можно выделить:
- Металлические трубы — для их гибки часто применяются сварные соединения с подрезкой болгаркой;
- Стальные трубы — сгибают с предварительным нагревом;
- Пластиковые и алюминиевые трубы — можно сгибать любыми методами ввиду их высокой мягкости и пластичности.
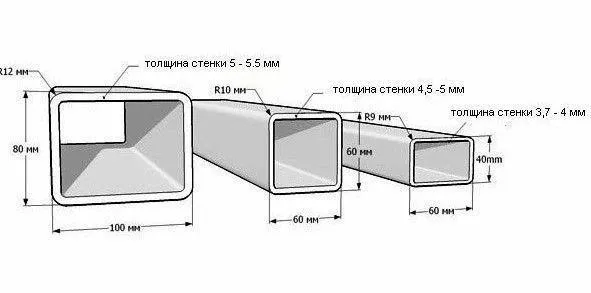
Квадратный прокат различается по поперечным сечениям и толщине стенок, что непосредственно влияет на угол изгиба при сгибании.
В этой области есть множество технических нюансов, но для успешного выполнения домашних работ необязательно знать их все. Главное — обратить внимание на некоторые ключевые аспекты.
- Тонкие трубы с сечением до 20 мм подлежат сгибанию в зоне, которая в 2,5 раза длиннее высоты самой трубы (h).
- Толстые металлопрокаты можно согнуть в области, длина которой в три раза превышает сечение трубы, иначе это может привести к трещинам снаружи или деформациям внутри.
- Сгибание квадратной трубы несет в себе риск поломки в месте сгиба, что может привести к образованию бракованных деталей.
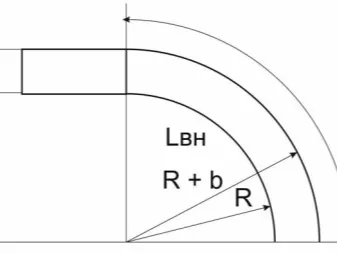
- Ограничивающее условие: минимальный радиус должен составлять не менее 2,5 размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный радиус изгиба будет равен 40 х 2,5 = 100 мм.
Перед началом процесса сгибания стальной профильной трубы следует учесть ещё одно важное правило.
В чем заключается сложность гибки профильного проката
Гибка металлопроката, несмотря на его профиль, состоит из процесса, при котором профильные трубы могут подвергаться частичному или полному изгибу. Эта технологическая операция может проводиться двумя способами: за счет давления, оказываемого на трубу, или же с помощью дополнительного нагрева её участка. Во время гибки на металлическую трубу действуют два типа сил:
- Сила сжатия на внутренней стороне изгиба;
- Сила растяжения на наружной стороне изгиба.
Противоположные направления этих сил затрудняют процесс изгиба секционной трубы:
- Изменения формы могут привести к утрате соосности, что говорит о том, что отдельные участки трубы будут находиться на разных плоскостях;
- Стенка профтрубы, находящаяся снаружи гибки и подвергаемая растяжению, может не выдерживать нагрузки и лопнуть.
- Внутренняя стенка трубы, которая находится под сжатием, может образовывать складки, что также формирует эффект гофрирования.
Следует помнить, что игнорирование тонкостей этого технологического процесса может привести к тому, что профильная труба просто не согнется, а будет непоправимо повреждена.
Чтобы избежать такой ситуации, важно учитывать не только свойства материала трубы, но и её геометрические параметры — размер поперечного сечения, толщину стенки и радиус, на котором будет выполняться изгиб. Основание этих знаний позволит выбрать подходящую технологию и корректно согнуть профильную трубу, не перегибая её и избегая гофрированной поверхности.
Необходимость учета профиля
Под профилированными трубами подразумеваются изделия с различной формой поперечного сечения — круглые, квадратные, овальные или плоско-овальные. Несмотря на такое многообразие, для дальнейшего возведения теплиц или сараев рекомендуется использовать прямоугольные или квадратные трубы. Это обосновано тем, что их плоские стенки позволяют значительно проще выполнять крепление внешних покрытий.
Всевозможные профильные трубы на сегодняшний день отличаются огромным разнообразием. Их геометрические параметры, среди которых размер поперечного сечения и толщина стенки имеют решающее значение, также определяют пластичность изделия. Эти значения характеризуют минимально допустимый радиус изгиба. Этот параметр показывает минимальный радиус, на который можно изгибать трубу, чтобы избежать повреждений.
Чтобы определить минимальный радиус изгиба для квадратных или прямоугольных труб, необходимо знать высоту профиля. Если вы планируете согнуть производимую профилированную трубу, следуйте следующим рекомендациям:
- Трубы, высота профиля которых ниже 20 мм, можно сгибать на участках, длина которых превышает 2,5хh (h — высота профиля).
- Изделия, высота профиля которых больше 20 мм, можно согнуть на участках, длина которых соответствует 3,5хh и более.
Эти рекомендации будут актуальны, если вам будет необходимо согнуть профильную трубу для создания полок, навесов или других каркасных конструкций. Однако важно отметить, что толщина стенки трубы также влияет на её способности к изгибу. Изделия с толщиной стенки меньше 2 мм не рекомендуется гнуть, но в случае необходимости создания конструкций лучше использовать сварные соединения.
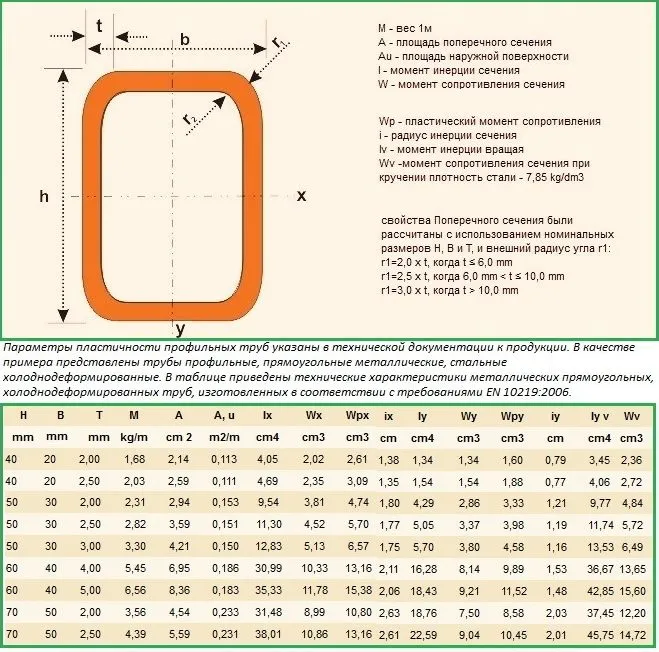
Согнуть трубы с профилем из нелегированной или низколегированной стали в домашних условиях можно, учитывая некоторые важные нюансы. Будьте внимательны: такие трубы могут пружинить после сгибания, что подразумевает необходимость выравнивания окончательной конструкции по стандарту. Величина рельефа данного материала наглядно определяется пластическим моментом сопротивления — Wp, указанный в сопроводительной документации. Чем меньше данный параметр, тем менее подвержены пружинистости профильные трубы при изгибе.
Особенности наиболее популярных методов гибки труб
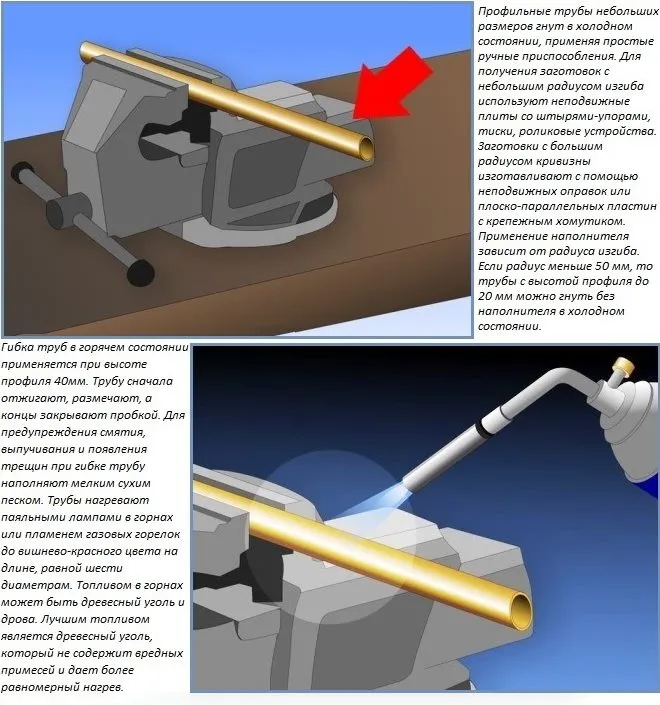
В условиях промышленности и быта профильные трубы можно гнуть как в горячем, так и в холодном состоянии. Нагрев при помощи газового пламени способствует значительному увеличению пластичности металла, что позволяет снизить требуемые усилия при изгибе. Небольшие и тонкие трубы можно гибнуть без предварительного нагрева, так как они и так достаточно пластичны.
Существуют рекомендации относительно применения нагревателей, которые относятся только к изделиям круглой формы. Например, трубы с диаметром более 10 см рекомендуют нагревать перед процессом гибки. Если для работы планируется использование квадратных или прямоугольных труб, то стоит полагаться на личный опыт или консультироваться с известными специалистами.
- Без предварительного нагрева можно гнуть трубы, высота профиля которых составляет менее 10 мм.
- Если высота профиля труб превышает 40 мм, их следует обязательно нагреть перед сгибанием.
Определитесь с методом сгибания трубы заранее, еще до начала работ. Если у вас есть в наличии трубогибочный станок, его можно использовать для легкой холодной гибки отрезков труб высотой 10-40 мм. В отсутствии данного устройства необходимо провести простые тесты, чтобы понять, требуется ли нагрев трубы перед сгибанием. Для этого нужно зажать один конец трубы в тисках, а к другому концу прикрепить трубу большего диаметра. Если вам удастся согнуть трубу, которую держите в тисках, процесс может проходить без нагрева.
В видео представлено наглядное сгибание труб с использованием различных методов, поэтому важно перед проведением работы внимательно изучить процесс.
Возможные осложнения в ходе работы
Сгибание трубы представляет собой процесс, который придаёт элементу изогнутую и аккуратную форму. Эта операция может проводиться только под давлением, так как сама труба отличается высокой прочностью. Для уменьшения давления, необходимого для гибки, согнутый участок может быть предварительно нагрет.
Несмотря на кажущуюся простоту процесса, иногда результаты не совпадают с ожиданиями. Например, возникают определённые проблемы. Рассмотрим три основные трудности:
Во-первых, при изгибе внутренняя часть трубы может получить волнообразные складки вместо равномерных сокращений, что ведет к испорченной детали.

Промышленность предлагает различные виды секционных труб, отличающихся по форме поперечного сечения, высоте профиля и толщине стенок.
Во-вторых, при сгибании может произойти разрушение внешней стенки трубы, фоне растяжения. Иногда металл не выдерживает нагрузки и подлежит разрушению. Третья проблема заключается в том, что трубы могут потерять выравнивание, что означает, что участки трубы находятся в разных плоскостях, что недопустимо. Часто такие сложности возникают из-за неправильного подхода к выбору методов гибки.
Парирование подходящего метода зависит от пластичности профильной трубы, что определяется размером и формой поперечного сечения, а также толщиной стенки. На основании этих значений можно вычислить минимально допустимый радиус кривизны, который не следует превышать.
Чтобы рассчитать минимальный радиус, необходимо измерить высоту сечения. Вычисление выполняется следующим образом: устраняем удвоенную толщину стенки из высоты профиля. Результирующее число обозначаем как h.
Существует несколько правил для труб с прямоугольным и квадратным сечением. Если высота профиля превышает 20 мм, то конструкция может выдерживать изгиб при минимальной длине h x 3,5.
Для изделий с профилями меньших размеров (менее 20 мм) можно использовать длину h x 2,5 или больше. Это правило единообразно для всех труб, но также необходимо учитывать, что толщина стенки профиля влияет на предел изгиба.
Чем меньший толщины стена, тем выше вероятность возникновения трещин или деформаций. Специалисты настоятельно рекомендуют избегать сгибания изделий с большой шириной и толщиной стенки менее 2 мм. В таких случаях лучше прибегнуть к сварке.

При изгибе профильной трубы крайне важно внимательно провести все этапы работы. Иначе могут быть нарушены параметры формовки или же образуются морщины, что тоже недопустимо для дальнейшего использования. С такой плитой работают крайне нецелесообразно.
Дополнительно стоит отметить, что трубы, выполненные из углеродных и низколегированных сплавов, имеют высокую гибкость и могут пружинить после сгибания. В этих случаях потребуется дополнительная обработка заготовки, чтобы привести её в соответствие с готовым шаблоном. Поэтому необходимо уточнить значение пластического момента сопротивления для трубы конкретного сечения и проводить изгиб на основании этого значения. Чем меньше данный момент, тем меньше рельеф будет у арматуры после изгиба.
Особенности разных способов гибки профиля
Сейчас выделяют два ключевых метода гибки профильных труб: холодный и горячий. Первый подразумевает процесс сгибания без предварительного нагрева заготовки, а второй осуществляется только на предварительно нагретой трубке. Однако нагрев значительно увеличивает пластичность вышеперечисленного материала и облегчает работу по сгибанию.
Не существует конкретных норм, событийно определяющих применение холода и горячей сгибки для профильных изделий. Такие указания действуют лишь для круглых труб. В соответствии с ними горячая гибка применяется для труб диаметром 100 мм и выше. Для квадратных и прямоугольных труб распорядок несколько иной.
Если цель состоит в том, чтобы согнуть трубу одним движением, ее стоит приобрести сразу в необходимой конфигурации, но лучшим вариантом будет аренда гидравлического гибочного станка с ручным приводом:
Гидравлическим гибочным станком является устройство, где основным рабочим элементом представляет собой гидравлический цилиндр с поршнем внутри. Поршень управляется за счет усилия, которое создается от приложения рукоятки.
Прибор идет в комплекте с несколькими сменными гибочными частями, которые прикрепляются к рукоятке. Таким образом, легко можно сгибать трубы с различными радиусами изгиба.
Конструкция оснащена зажимными механизмами, которые удерживают трубу в нужном положении во время сгибания, что исключает необходимость в дополнительных упорах.
Модель для ручной гибки способна легко обрабатывать толстостенные профили и трубки THC. Гидравлический поршень может обеспечить усилие в 9 тонн.
Можно ли согнуть трубу в домашних условиях
Если труба не превышает больших размеров и точность изгиба не является критичной, её можно сгибать в домашних условиях.
Разумеется, лучше всего иметь специально отведенное место, оборудованное верстаком, тисками и необходимыми инструментами. В процессе работы вам вероятно понадобятся такие инструменты, как шлифовальная машина, сварочный аппарат или открытое пламя. Поэтому частный дом или квартира могут не подойдут в качестве рабочего места.
Еще один важный момент: металл — достаточно упругий материал, который после деформации стремится вернуться к своей первоначальной форме. Поэтому его стоит сгибать под несколько большим углом, чем это на самом деле необходимо. Таким образом, вы сможете получить радиус изгиба, соответствующий вашим задумкам.

Для упрощения сгибания можно заранее нагреть участок трубы, так как нагретый металл становится более податливым, что в значительной мере облегчает процесс. Самым распространенным методом нагрева является:
Равномерный нагрев трубы в районе, который подлежит изгибу. Длина нагреваемого участка должна соответствовать шести диаметрам трубы.
Рекомендуется ознакомиться с такими вопросами как выбор и устанавливая тройного клапана для системы напольного отопления.
Нужно помнить, что повторяющиеся циклы интенсивного нагрева и охлаждения могут сделать металл более хрупким.
Альтернативные способы сгибания
Для сгибания труб не обязательно иметь специализированное оборудование. Человеческая изобретательность давно уже нашла немало способов достичь желаемого результата без применения трубогиба.
Используем болгарку
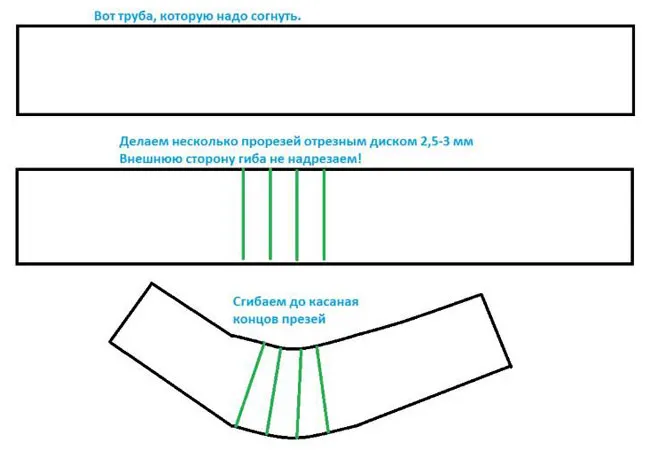
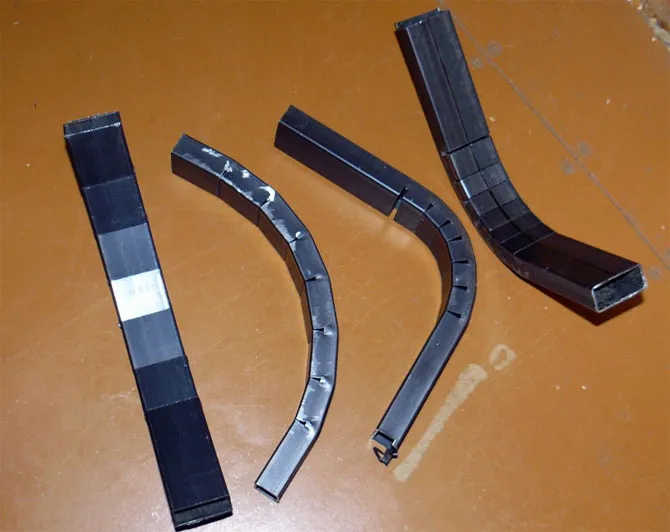
В месте, где планируется сделать изгиб, используя угловую шлифовальную машину, выполните несколько поперечных сечений. Чем меньше радиус изгиба, тем больше потребуется разрезов. В большинстве случаев будет достаточно трёх срезов. После этого профильную трубу можно будет согнуть без особых усилий, а затем срезы можно будет сварить.
Если швы будут тщательно зашлифованы, результат будет выглядеть очень аккуратно. Однако следует учитывать, что при использовании данного метода идеальная круглая форма не достигнута, так как изгиб включает множество прямых участков, находящихся под углом друг к другу.
Способ с применением пружины
Для изготовления пружины потребуется стальная проволока диаметром 2 мм. Проволоку нужно сгибать по форме профиля так, чтобы каждая сторона была на несколько миллиметров меньше соответствующей стороны профиля трубы, чтобы пружина могла свободно двигаться внутри трубы.
После этого пружина вставляется в трубку и сгибается до нужного радиуса. Для упрощения процесса также можно нагреть участок трубы.
Важно! Чтобы избежать трудностей при извлечении пружины из трубки после изгибания, надежно зафиксируйте кусок проволоки на ближнем конце пружины.
Заполняем трубу песком
Этот метод довольно прост и эффективен, так как для его выполнения нужны всего лишь подручные материалы:
- Два деревянных клинышка для надежного закрытия полости трубы;
- Первый клин плотно забивается в один конец трубы;
- Труба заполняется песком, который заранее просеян и высушен;
- Вбивается второй клин.
Затем один конец трубы фиксируется и сгибается. Для упрощения процесса также можно нагреть участок трубы. После окончания работ клинья удаляются, а песок выбрасывается.
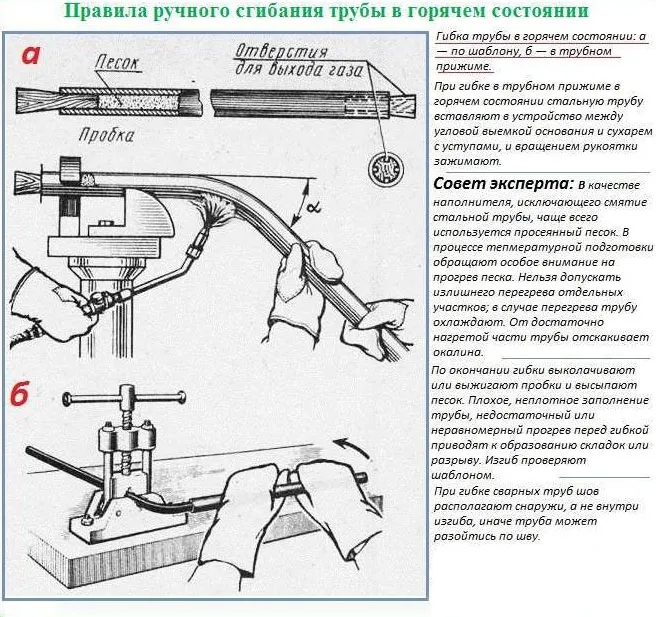
Заполнение трубы плотным песком обеспечивает равномерность и стабильность изгиба, что существенно улучшает качество работы.
Поможет обыкновенная вода
Один конец профильной трубы запаивается, а затем в полость заливается вода. Необходимо условие: температура должна быть ниже нуля, чтобы жидкость замерзла. После замерзания воды сгибать трубу становится легче, и изгиб получается аккуратным и прочным.
Важно! Этот метод подходит только для труб из цветных металлов, которые не подвержены коррозии.
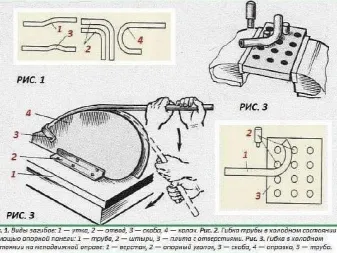
Необходимые приспособления
Чтобы согнуть профильную трубу без использования специализированного трубогиба, вам потребуются следующие простые устройства:
- Элементарный рычаг с шаблоном для изгибов;
- Горизонтальная плита с несколькими отверстиями для установки металлических упоров соответствующего диаметра. Это устройство идеальное для труб из мягких металлов, либо для изделий с небольшой высотой профиля (до 10 мм). Однако получение филигранной точности может быть затруднено и может потребоваться применение значительных физических усилий;
- Роликовые приспособления. Один конец закрепляется в тисках, а к месту сгиба прикладывается ролик, который при приложении усилия обеспечивает ровный сгиб требуемого радиуса;
- Специальная оправка. Это приспособление представляет собой шаблон из фанеры или древесины. Наносим усилия, а труба накладывается на оправку, создавая радиус изгиба. Это устройство полезно, когда требуется выполнять работы по сгибанию труб часто.
Что понадобится?
Самым простым способом будет использование профилегибочного или трубогибочного станка. Холодная гибка труб до 10 мм — как квадратных, так и круглых — аналогична процессу гибки арматуры. Достаточно, чтобы длина участка гибки составила минимум 15 внешних радиусов для круглой трубы или как минимум в 15 раз больше ширины для прямоугольной трубы. Если у вас нет доступа к промышленных трубогибочным станкам, где радиус изгиба выбирается с высокой точностью, то вам помогут болторез и сварочный аппарат. Но «сломанный» изгиб — это крайняя мера, которую вы должны использовать с осторожностью.
Также возможно использование холодной гибки с помощью простого фитинга, изготовленного из другой трубы (или фитингов) и специального устройства с большой захватной поверхностью, обеспечивающего плавный сгиб круглых или квадратных труб. Этот метод часто применяется в тех случаях, когда требуется получить идеальный, равномерный изгиб, что без специального инструмента может быть затруднительно.


Самодельный профилегиб в самом простом исполнении может представлять собой перфорированный лист, куда вставляются штыри. Они распределяются так, чтобы сгибаемая труба проходила между ними по заданной кривой. Есть и другой вариант — рычаг с овальной формой, который действует как форма и состоит из параллельных плоскостей для правильного сгибания трубы.
Также можно использовать специальное роликовое колесо, которое прокатывается по зоне, где будет сгибаться труба. Глубина изгиба регулируется подавляющим усилием, при этом важно заранее учитывать нагрузку.
Все методы домашнего изогнутого профиля требуют определенных навыков и практического опыта, чтобы достичь хороших результатов.

Способы
Согнуть профиль размером 40х20 или 20х20 в домашних условиях не представляет большого труда. Подходят все перечисленные методы. Узкие профили (размером менее 20×20), особенно тонкостенные, можно сгибать даже с использованием простых конструкций или на другом изогнутом, гладком основании.
Главное — избегать сгибания изделия радиусы меньше, чем 10-15-кратного значения ширины профтрубы, не делать резких движений. Для формы 40 x 20 см радиус изгиба должен быть не менее 0,3 м.


Болгаркой
Угловая шлифовальная машина (болгарка) может быть использована для выгиба профильной трубы, создавая насечки. Число насечек пропорционально общему углу изгиба. Чем больше насечек, тем плавнее получается изгиб. Изгиб будет представлять собой пунктирную линию. Насечки являются важным элементом, помогающим избежать образования морщин при сгибании избыточного металла внутри.
Угол каждого среза определяется общим углом изгиба, делённым на количество срезанных участков. Чтобы профильная труба выглядела аккуратно и не пропускала дождь, срезы должны быть выполнены не сплошными, а с острым углом к внешней стене трубы. Например, при изгибе трубы на 180 градусов потребуется соблюсти угол около 9 градусов на каждую из 20 насечек.
Это весьма реализуемо для больших профилей с использованием тонких дисков либо при помощи ножовки вместо болгарки.


В процессе не понадобится производить предварительный нагрев профиля. Стремянки маркируются и изготавливаются в соответствии с радиусом изгиба, который вы укажете. В этом случае одна из стен, наружная, остаётся целой, чтобы упоминания не произошёли разрушения, но потери прочности профиля неизбежны. Швы свариваются для восстановления прочности трубы.
Этот процесс называется холодной штамповкой, а термообработка (сварка) происходит после изгиба, а не до, как в разных случаях. Недостаток этого способа заключается в образовании ребристых внешних и внутренних поверхностей изгиба, что исключает плотный контакт с изогнутыми конструкциями, но иногда это не критично.



Заполняем песком
Перед нагревом труба может быть заполнена песком. Песок, находясь внутри, предотвращает образование дефектов изгиба, поддерживая её упругую прочность и не позволяя профилю повреждаться. Чтобы заготовка могла быть согнута таким образов
Рекомендации
Не стоит пытаться исполнить резкие изгибы профиля под большими углами. Существующая деталь может разрушится. Выбранная часть может стать отходом, поэтому будьте внимательны и аккуратны. Также не используйте арматуру для сгибания профильной трубы, вставляя её в конец трубы — это приведёт к деформациям краёв на её конце, которые трудно будет ликвидировать. Возможные попытки подобрать для этого правильную толщину подходящей арматуры окажутся неудачными — либо профиль, либо арматура будут гнуться, и всё.
Кроме того, не пытайтесь перегреть тротуар перед началом работы, используя газосварку на режиме резки металла, так как это тоже может доставить вам беспокойство. Цвет вашего профиля будет оранжево-желтым и неуслужливым, что может привести к его сильной деформации.
Подобное повреждение неизбежно будет необратимым. Восстановить такие части не получится. Выплавка стали также невозможна в домашних условиях.


Не сгибайте профиль резким движением. Если это будет происходить слишком быстро, металл может сломаться. Особо следует быть осторожным при работе с алюминием и сплавами на его основе, так как они также подвержены растрескиванию. Нет нужды торопиться, прежде чем сгибать. Нагрейте трубку лишь единожды. Многократный нагрев (огряды) приведёт к снижению прочности стали. Если происходят перепады температуры при неравномерном нагреве, постарайтесь охладить отдельные участки до равномерного состояния.
Если деревянные пробки тронусь не быстро, их можно сжечь, нагревая концы трубы. Температура горения древесины ниже температуры, при которой плавится сталь. При этом неприятных последствий не случится. Однако следует избегать частичного подрыва ваших труб, так как они потеряют свою прочность и не будут способны выдержать дальнейшее использование.

Не стоит использовать ствол дерева в качестве основы способности, как овальную или круглую поверхность. Это может вызвать дополнительное повреждение. Поддерживающие конструкции обязательно должны быть предусмотрены, и их должно быть как минимум несколько. Профиль 20×40 и прочие размеры, такие как 20×20, имеют стенки слишком нежные, чтобы согнуться при вставке. Если вам нужно создать гофрированный или витковый профиль, это так же невозможно. Однако кованные профили в неопытных руках могут привести к неправильным результатам. Поэтому новичкам об этом занять не стоит.
Изгибать профили может потребоваться и в домашних условиях. Существует множество устройств и машин, позволяющих производить гибку в профилегибах. Выбор относится к вашему усмотрению и предпочтениям.

Рекомендуем просмотреть следующее видео, которое покажет, как выполнить процесс сгибания профиля вручную без специального оборудования.