Самонарезающие резьбовые соединения, которые широко применяются в различных механических системах, изготавливаются с помощью винтов и метчиков. Эти элементы соединения производятся из высокопрочной стали и имеют стандартизированные размеры рабочих деталей.
Нарезание резьбы плашкой

Наружное нарезание резьбы является важным этапом при производстве машин, механизмов и несущих конструкций. В некоторых случаях методы, такие как сварка заклепками и точечная сварка, оказываются неэффективными, что делает винтовые или болтовые соединения безальтернативными решениями.


Подготовка
Перед тем как приступить к нарезанию резьбы, необходимо приготовить необходимые инструменты и материалы. Используйте круговую фрезу с внутренней резьбой, сделанную из быстрорежущей стали, и следуйте этим шагам.
- Отпилите и, если требуется, выровняйте стержень или отрезок трубы до нужной длины. Это необходимый подготовительный этап, который обеспечивает удобство и точность работы.
- Обточите краешек, на котором планируется выполнение нарезки, по кругу. Это создаст необходимый скос и облегчит вращение плашки, придавая ей правильную траекторию движения. Обточка должна быть не менее одного миллиметра длиной и проходить по ровному скосу, который лучше всего достигается на токарном станке.
- Зафиксируйте отрезок трубы или стержня в слесарных тисках. Идеальным будет, если рабочая столешница находится на уровне чуть ниже пояса, что даст возможность удобно работать. Убедитесь, что труба или стержень располагаются вертикально, так как это значительно упрощает процесс нарезания резьбы.
- Нанесите смазку на внутреннюю резьбу плашки и поверхность стержня или трубы. Для этого подойдут моторное или трансмиссионное масло, а также отработанное масло.
- Закрепите плашку на ручном плашкодержателе или установите ее в низкооборотистый станок. Оптимальным вариантом является использование токарного станка, оборудованного переходником под круговой (машинный) плашкодержатель.
После этих preparatory действий вставьте инструмент и начните вращать его вокруг подготовленной заготовки.

Технология
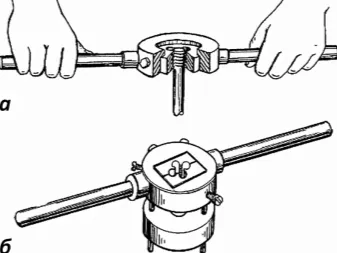
Нарезание резьбы метчиком должно осуществляться в спокойной обстановке, свободной от риска случайных движений, которые могут повредить как инструмент, так и заготовку. Если плашка не находится в горизонтальном положении — при условии, что труба или стержень удерживаются вертикально — существует высокая вероятность неправильного нарезания резьбы, что затруднит последующее соединение деталей. Хотя первая плашка может выровняться через несколько оборотов, лучше избегать подобного, поскольку на первых витках возникают неровности, что приведет к трудностям при закручивании гайки и ввинчивании стержня в массивную деталь. Результатом этой ошибки может стать серьёзное повреждение резьбового соединения, которое не выдержит нагрузки, превышающей допустимые значения для выбранного диаметра резьбы и конструкции деталей. Если резьба повреждена, мастер может использовать методы пайки или сварки, хотя идеальным вариантом является предварительное выполнение качественного резьбового соединения до начала работ.


Неправильное положение инструмента может вызвать нежелательные последствия, поэтому важно следить за тем, чтобы полоска оставалась параллельно земле. Убедитесь, что штамп касается поверхности заготовки равномерно по всей окружности. Расстояние между соседними кромками должно быть одинаковым, как и расстояние от центральной оси трубы или стержня. Это позволит инструменту двигаться плавно, особенно если первые два оборота выполнены четко.
Правая резьба нарезается по часовой стрелке, тогда как для левой резьбы используется противоположное направление.
Первые витки нарезки должны быть особенно аккуратными — очень важно, чтобы режущие кромки точно совпадали в канавке первого витка, иначе последующие витки не будут следовать по заданной линии. Приступайте к первому повороту штампа под углом от 90 до 180 градусов, чтобы убедиться, что процесс идет без отклонений. Если возникнут проблемы и резьба начнет запираться, немедленно затяните и очистите поврежденный конец, затем попробуйте нарезать резьбу заново. Даже для начинающих, которые впервые работают с плашкой, процесс нарезания резьбы быстро становится интуитивно понятным.

После первого полуповорота аккуратно вернитесь к началу резьбы под небольшим углом, периодически поворачивая плашку в обратную сторону. Эта методика работает следующим образом: например, если вы продвинулись вперед на 10 градусов, затем следует откатиться назад на половину этого угла, то есть на 5 градусов. Такой подход позволяет избежать перегрева инструмента и заготовки, что особенно важно для быстрорежущей стали, из которой изготовлен инструмент. Регулярно откручивайте плашку, добавляя в нее несколько капель масла, и удаляйте металлическую стружку с канавок.
Метчики
Для создания внутренней резьбы в заготовках используются метчики.
Метчики для дюймовой резьбы (до 2 дюймов) и метрической резьбы от 32 до 54 миллиметров с шагом более 3 миллиметров обычно изготавливаются в наборах по три единицы. Эти наборы включают метчик для черновой обработки, метчик для средней обработки и метчик для чистовой обработки. Первый метчик имеет одну метку на стебле, второй — две, а третий — три.
Размер резьбы обозначается на конце метчика. При ручной нарезке резьбы используют специальную отвертку для метчиков.
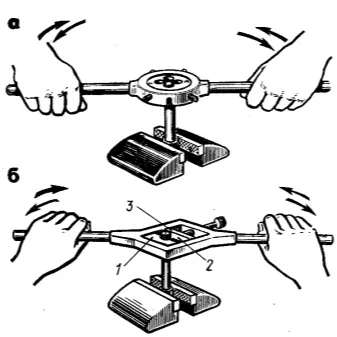
Как нарезать резьбу метчиком
Нарезка резьбы метчиком может показаться простой задачей, но на практике это деликатный процесс, требующий аккуратности и навыков. Важно выбрать качественный инструмент, так как тупой метчик может легко сломаться. Извлечь обломок из отверстия крайне сложно и затратно по времени. При выполнении нарезки следуйте правилу: два оборота вперед (при собственно нарезке резьбы), затем половина — один оборот назад для очистки отверстия от образующейся стружки. При работе с глухими отверстиями образование стружки неизбежно, поэтому важно регулярно откручивать метчик, чтобы освободить его от металлического мусора.
При полном снятии метчика его нужно осторожно снова закрутить или выполнить последующий шаг. Важно не срезать уже нарезанную резьбу, а лишь аккуратно продолжить работу.
Диаметр просверленного отверстия строго соответствует диаметру резьбы (см. таблицу 1):
| Диаметр резьбы | Диаметр отверстия | Диаметр резьбы | Диаметр отверстия |
| 1 | 0,75 | 2,6 | 2,15 |
| 1,2 | 0,95 | 3 | 2,5 |
| 1,4 | 1,15 | 3,5 | 3 |
| 1,7 | 1,35 | 4 | 3,3 |
| 2 | 1,6 | 5 | 4,1 |
| 2,3 | 1,9 | 6 | 4,9 |
| 2,5 | 2 | 8 | 6,7 |
Несоответствие указанным значениям может привести к некачественной резьбе, поэтому важно соблюдать правильные размеры. И, конечно же, не забывайте о необходимости смазки, используя масло, керосин, солидол и другие соответствующие жидкости.
Плашки
Для нарезания наружной резьбы используются специализированные плашки. В этом процессе крайне важно применять смазочные жидкости, а также следовать размерным рекомендациям, приведенным в таблице 2:
| Диаметр резьбы | Диаметр стержня | Диаметр резьбы | Диаметр стержня |
| 1 | 0,98 | 2,6 | 2,54 |
| 1,2 | 1,17 | 3 | 2,94 |
| 1,4 | 1,37 | 3,3 | 3,23 |
| 1,7 | 1,66 | 4 | 3,92 |
| 2 | 1,96 | 5 | 4,89 |
| 2,3 | 2,25 | 6 | 5,86 |
| 2,5 | 2,45 | 8 | 7,83 |
Процесс нарезания наружной резьбы можно увидеть на соответствующем видео, где четко демонстрируется техника выполнения работы.
Не забывайте обращать внимание на обратное вращение (противоположное основному рабочему направлению инструмента). Это критически важно для обеспечения качественного результата.
Специальные плашки и метчики
Специальные плашки и метчики — это инструменты, разработанные с учетом различных отклонений от стандартов, таких как DIN, ISO и ANSI. Эти отклонения могут существенно влиять на точность, длину и форму хвостовика, количество нитей на дюйм, шаг резьбы и диаметр. Стандартные метчики и сверла производятся из быстрорежущей стали HSS и усовершенствованной стали HSS E с добавлением ванадия и кобальта для увеличения прочности. Специальные метчики покрываются дополнительными износостойкими материалами, что значительно повышает их надежность в эксплуатации.
Для оценки профиля, диаметра и шага резьбы применяются специальные инструменты, такие как резьбомеры, которые позволяют точно проверить качество выполненной работы.











