Если у вас есть небольшой кусок проволоки, который изогнут и скручен, его можно выпрямить, обернув вокруг металлической трубки. Для этого следует взять концы проволоки в руки и с силой прокатить их по трубке. Однако стоит отметить, что жесткую проволоку нельзя выпрямить таким образом, в отличие от медной и алюминиевой проволоки, которые поддаются такому воздействию.
Как выпрямить проволоку?
Во время выполнения работ в магазинах или в домашних условиях может возникнуть необходимость в прямых кусках проволоки. Возникает вопрос: как правильно выпрямить проволоку, если она обычно поставляется с заводов в округлых катушках? Это обуславливается водительной формой, которая эргономична для хранения и транспортировки. Для выпрямления стальной, медной или алюминиевой проволоки потребуется приложить некоторые усилия и использовать доступные инструменты.
Промышленные способы
На производстве для правки различных видов проволоки применяются правосторонние отрезные станки. Процесс выпрямления основывается на двух главных технологиях.
Первая из них включает использование блока из 5-6 пар роликов, которые расположены в разных плоскостях. Важно, чтобы каждый последующий ролик располагался перпендикулярно предыдущему, что позволяет эффективно выпрямлять проволоку.
Вторая технология основана на процессе выпрямления проволоки через специальный штамп, который формирует нужный профиль и позволяет устранить изогнутости.
Как правило, указанные методы предполагают использование специального автоматического устройства, предназначенного для размотки прутков из катушек.
При работе с прутками из легированной стали или упругой проволоки важно предварительно нагреть стальной материал с помощью высокочастотных индукционных нагревателей или специализированных газовых горелок для достижения нужных результатов.
Как выпрямить без станка?
В домашних условиях потребность в выпрямлении проволоки может возникнуть для целей заземления, молниезащиты и ряда других использований. Скорее всего, качественный вальцовочный станок для выпрямления проволоки диаметром более 2 мм не окажется у вас дома, поскольку он может быть достаточно дорогим и трудоемким в эксплуатации. Покупка специализированного оборудования не имеет смысла, если нужно выполнить данную операцию лишь единожды. В таких случаях для выпрямления металлической проволоки с катушки или бухты можно воспользоваться методом натяжения узлов. Процесс требует соблюдения определенной последовательности действий.
Сначала необходимо закрепить один конец проволоки на массивном, прочном и тяжелом объекте. Это может быть, например, бетонный столб или прочное дерево с диаметром не менее 25 см.
После этого нужно размотать проволоку вручную и растянуть её на предельно возможно удаленное расстояние. Другой конец, который был размотан, образует петлю и крепится к устройству, позволяющему приложить значительное растяжение — то есть, это устройство должно переместиться на определенное расстояние.
Суть процесса выпрямления заключается в медленном растягивании куска металлической проволоки с максимально возможным усилием до тех пор, пока она не станет идеально прямой.
Чтобы зафиксировать полученную прямую форму, проволока должна оставаться в таком натянутом состоянии в течение короткого времени, варьирующего от 10 минут до получаса.
Для этой работы можно применять различные устройства, что напрямую зависит от параметров сечения проволоки. Например, для изделия с диаметром менее 2 мм может быть достаточен стальной ломик, а также потребуется физическая сила нескольких крепких людей. Можно также прибегнуть к помощи механической лебедки. В то время как стальная проволока диаметром 5 мм требует значительного усилия для натяжения, что может потребовать использования тракторов, грузовиков или эвакуаторов.
Обратите внимание на то, что выпрямление проволоки диаметром более 5 мм, если она изготовлена из легированной стали, требует не только натяжения в состоянии хорды, но и последующего вытягивания до тех пор, пока проволока не сломается. Разрывы зачастую происходят в месте крепления одного из концов проволоки, поэтому важно держаться подальше от натянутой струны.
Способ №1
Для выпрямления проволоки приведем пример. Привяжите один конец проволоки к устойчивому предмету, например, бетонному столбу. Затем размотайте нужное количество проволоки и прикрепите другой конец к движущемуся объекту, такому как сцепка автомобиля или трактор.

Осторожно натяните проволоку, подключив ее к транспортному средству. Не забудьте о том, что важно нанести достаточное натяжение, но не дойти до разрыва. Будьте предельно внимательны: если проволока порвется, это может привести к серьезным травмам.
Этот метод осуществляется при растягивании тросов диаметром 5 мм и более.
Оставьте натянутую проволоку в таком состоянии на 30-40 минут или на час для того, чтобы она «привыкла» к новой форме и стала максимально прямой.
Способ №2
Металлические проволоки, изготовленные из меди, могут быть выпрямлены простейшим способом: привяжите один конец к потолку, а на другой повесьте груз. При этом следует внимательно подбирать вес груза, чтобы он был достаточным для разглаживания проволоки, но при этом не превышал ее предельную прочность, поскольку медная проволока требует особенной осторожности. Подвешенный груз можно вращать в разные стороны, чтобы устранить скручивания.

Способ №3
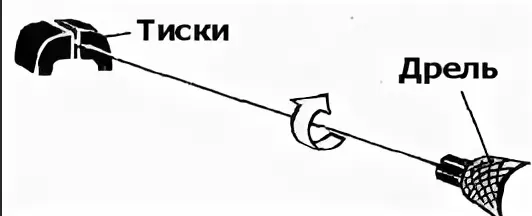
Если один конец проволоки зажать в тисках, а другой закрепить в патроне шуруповерта или, даже лучше, электродрели и вращать на низких оборотах с натянутым состоянием, это позволит быстро и эффективно разгладить проволоку в домашних условиях.
Как выровнять проволоку без станка

К сожалению, создание качественного вальцовочного станка в домашних условиях для выравнивания проволоки диаметром более 2 мм может оказаться и затратным, и трудоемким процессом. Не говоря уже о том, что необходимость в ровной проволоке чаще всего бывает единоразовой. Взгляните на изображение, показывающее пример такого станка.
Итак, выпрямление металлической проволоки с катушки можно осуществить с использованием метода натяжения, следуя приведенной ниже последовательности действий:
- Первоначально один конец проволоки должен быть жестко закреплён в массивном предмете — например, можно обернуть её вокруг основания опоры линии электропередач или прочного дерева диаметром не менее 25 см.
- Далее, вручную разматываем бухту проволоки по земле, максимально растянув её.
- На втором конце размотанной проволоки формируем петлю и закрепляем её в механизме, который способен осуществлять натяжение с силой, то есть перемещаясь на заданное расстояние.
- Сама правка заключается в медленном растягивании проволоки с высоким усилием до тех пор, пока она не станет ровной. Для консолидации полученной формы проволока остаётся натянутой в течение нескольких минут — примерно от 5 до 30.
В зависимости от диаметра металлической проволоки могут быть использованы различные устройства для натяжки. Например, для проволоки диаметром 2-3 мм можно воспользоваться стальным отбойным прутком или усилием 2-3 сильных мужчин или ручной механической лебедкой. Однако для выпрямления проволоки с диаметром 5 мм и более потребуется значительно больше физической силы и применение сцепного устройства, например, автомобильного прицепа, либо мощи трактора или грузовика.
Важно помнить, что для выпрямления проводов диаметром более 5 мм, изготовленных из легированной стали, нужна не просто хордовая тяга, а удлинение до разрыва проволоки. Разрывы происходят, как правило, в месте крепления одного из концов проволоки, поэтому находиться рядом с натянутой проволокой крайне не рекомендуется из соображений безопасности.
Как выровнять проволоку своими руками
Если намотанная проволока может считаться условно прямой, то для её полноценного выпрямления необходимо устранить значительный радиус искривления. Но как выпрямить сильно смятую проволоку или трудносохраняемый лом? Здесь применяются не только спирали, но и различные зигзагообразные линии, размещенные в разных направлениях относительно оси. В таких случаях выпрямление проволоки в прямую проходит вполне успешно, если подойти к процессу с должной внимательностью.
Существует несколько эффективных способов выравнивания проволоки, каждый из которых может несколько отличаться по результату относительно качества полученной формы.
Итак, от простого к сложному:

- Чтобы выровнять проволоку малых диаметров, можно создать простое и недорогое устройство. Для его изготовления понадобится массивная деревянная доска размером 500 х 120 х 50 мм. В ней следует по прямой линии с отступом, соответствующим диаметру проволоки, вбить 5-7 гвоздей с диаметром 3-5 мм. Расстояние между гвоздями зависит от диаметра и упругости проволоки — чем сильнее проволока, тем большими должны быть промежутки. Процесс выравнивания сводится просто к протяжке проволоки между гвоздями по намеченной линии. Для большей наглядности вам поможет соответствующее фото.
Если у вас есть свой оригинальный метод выравнивания проволоки, не стесняйтесь поделиться им с нами в комментариях.
Правка металлических листов
Сложность этого процесса согласно типу дефекта может варьироваться. Особенно тяжело справляться с комбинацией дефектов, например, когда возникает выпуклость в центре детали и волнистые края одновременно.
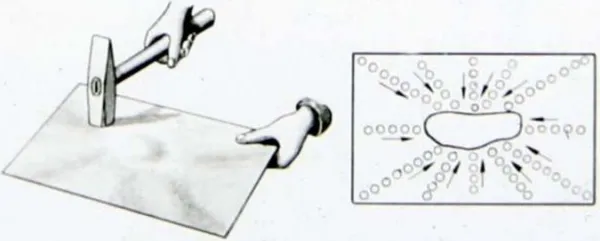
Выпуклость
При выпрямлении выпуклостей следует проводить круговые штрихи, начинающие с линии, окружающей дефект. Радиус этого штриха должен постепенно уменьшаться пропорционально продвижению от края до центра сглаживания, при этом делая штрихи более частыми и с меньшей толщиной.
Если на листе наблюдается множество подобных дефектов, тогда необходима специальная процедура: искривления сближают ударами молотка, образуя шов, а затем выпрямляют в соответствии с вышеназванной технологией.
Волнистость
Когда детали имеют волнистые края, выпрямление начинается с краев и продвигается к центру. Волнистые края сглаживаются по мере растяжения детали к центру.
Тонкие листы
Тонкие детали, как правило, не обрабатываются до плоской формы с помощью простукивания, так как это может привести к разрушению материала из-за удара. Вместо этого их сглаживают длинными ровными плоскостями, выполненными из дерева или стали. Сглаживание происходит в разных направлениях с постепенным увеличением усилия.
Способ третий: создание и использование мобильного станка
Такой станок вы можете создать самостоятельно, и это вовсе не трудоемко, а стоимость его будет минимальной. Поделюсь тем, что у меня получилось:
- Я использовал толстую деревянную доску, разобрав старую лестницу.
- Строго в ряд вбил гвозди так, чтобы шляпки гвоздей по 2 см выступали из доски.
- Затем я просто вставил кусок проволоки между гвоздями и натянул ее.
Результат был вполне удовлетворительным, а сама струна теперь имеет многократное применение.

Источник.
Правка изделий из закаленного металла
При рихтовке закаленного металла не используются молотки с мягкими ударами — вместо этого применяются специальные инструменты с элементами из высокопрочной стали. Изогнутые наконечники молотка закругляются, что позволяет избегать разрушений.
При выпрямлении используйте импульсные, точечные удары по полой части заготовки. Эти импульсы растягивают материал в нужной области, превращая поверхность в всё более ровную. Такую работу можно выполнять:
- на рихтовочной или правильной бабке с полусферической поверхностью;
- перемещая заготовку снизу вверх и сверху вниз. Правка угольника, у которого нарушен угол 90°, осуществляется одним из следующих способов:
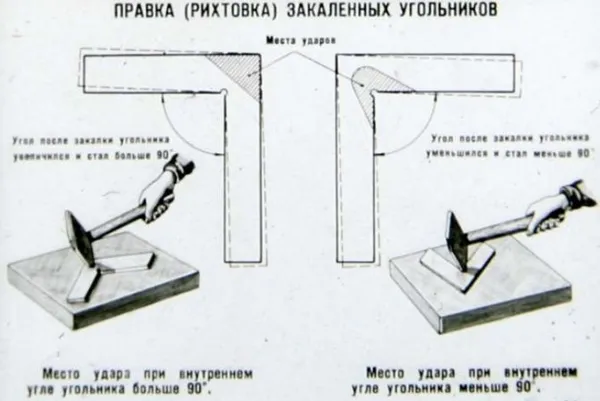
- если угол стал острым, удары реализуются на ближайшем внутреннем участке поверхности;
- если угол стал тупым, место ударов должно находиться близко к вершине угла.
Металл в пораженном месте нагружается, позволяя восстанавливать угол 90°.
Читайте также: Резка оргстекла в домашних условиях — подробная инструкция.
Полезное видео
Мы предлагаем вам посмотреть видео, где мужчина продемонстрирует, как собрать простой анкерный трубогиб, который прекрасно подойдет для сгибания прутьев и квадратов:
Во втором видео рассматривается механизм для сгибания проволоки и создания крючков:
Заключение
В данной статье подробно описаны различные методы для гибки и выпрямления проволоки. Работать с данным материалом можно как простыми инструментами, так и более сложными станками, что позволяет эффективно выполнять множество операций за короткое время.
При ограниченном бюджете возможно изготовление механического устройства, которое будет по качеству сопоставимо с заводским производством.
На нашем сайте вы найдете не только технические данные, но и видеоролики о гибочных станках, а также фотографии готовых изделий, которые помогут вам глубже понять процесс изготовления. Если вы не нашли нужную информацию, отправьте нам запрос по электронной почте, и мы с радостью подберем подходящий станок для вашей работы.
Проволокогибочные станки
- Проволокогибочный станок, который осуществляет изготовление деталей непосредственно из бухты, является самым производительным и экономически выгодным вариантом для массового производства изделий из проволоки. Процесс происходит благодаря тому, что бухта с проволокой устанавливается в специальное устройство — размотчик, откуда металлическая нить поступает в правильный блок. Здесь происходит воздействие роликового или плоскостного механизма, в результате чего на выходе формируется ровный и прямой прут. Далее проволока попадает в гибочный блок станка, где с помощью механических средств ей придается нужная форма готового изделия. По окончании процесса осуществляется отрезка механическими ножницами подготовленной детали. Чаще всего такой проволокогибочный станок выпускает один вид готового изделия, который определяется заранее установленными механическими приспособлениями и ограничивается возможностью манипуляции подающего механизма, что в свою очередь накладывает ограничения на сложность формы изделий, поскольку количество операций сгибания не превышает пяти.
- Проволокогибочный станок, предназначенный для сгибания проволоки из металлического прутка, является более технологичным способом, который обладает рядом преимуществ по сравнению с работой с бухтой. Это особенно актуально, когда готовым изделием требуется дополнительная обработка, такая как нарезка резьбы или штамповка, которую можно выполнить только до изготовления финальной формы. Недостатком такого станка является необходимость в дополнительном комплекте для подачи заготовок и сравнительно невысокой общей производительности.
- Станок для гибки проволоки методом обкатки предназначен для создания различных деталей округлой формы и производства круглых пружин. Такой станок работает на принципе подачи проволоки через направляющие ролики на вал заданного радиуса, на котором при вращении проволока наклоняется зубцом заданного количества раз. В этой технологии происходит скручивание проволоки по заданному радиусу, определяемому гибочным пальцем и обкаточными роликами. За счет положения обкаточных роликов можно регулировать угол сгибания или шаг пружины. Как и другие механические устройства, этот станок способен производить лишь одну разновидность изделия за операцию. Для изменения ассортимента продукции потребуется замена гибочных приспособлений и проведение пусконаладочных работ.
- Станок для сгибания металлической проволоки методом проталкивания необходим для изготовления определенных деталей, которым требуется придавать сложные геометрические формы, такие как переменные радиусы или спиралевидные структуры. Методом обкатки это иногда невозможно. Поэтому единственным возможным способом остается использование метода проталкивания проволоки. Работа этого метода заключается в направлении металлической проволоки через трехвалковый профилегибочный блок или специальное пружинонавивочное приспособление, где форма готового изделия формируется с помощью регулировки положения обкатывающих роликов. Это позволяет создать любую кривизну или плавное изменение радиуса. Главное отличие обкатки от других методов гибки заключается в том, что это более сложное оборудование, требующее специальных знаний для наладки и обслуживания.
- Рихтовочные станки служат дополнительным устройством в производственных процессах, связанных с городскими металлическими проволочными сетками, для правки проволоки и придания ей необходимых форм. Здесь применяются две основные технологии: правка методом вращения с помощью рамки и правка с использованием двухплоскостного правильного блока. Характерно, что двухплоскостной блок правит менее идеально, но не скручивает при этом проволоку. В свою очередь, вращающаяся рама обычно имеет более сложную конструкцию, но многие производители предпочитают её традиционной конструкции правильного блока.