Механические свойства катанки напрямую связаны с методом ее охлаждения. Варианты охлаждения включают водное (WO1 и WO2) и воздушное (BO). Таким образом, предел прочности на растяжение и коэффициент обжатия катанки могут варьироваться в зависимости от типа стали и способа охлаждения, что существенно влияет на эксплуатационные характеристики конечного продукта.
Катанка: какой бывает и как выбрать?

Катанка, или металлургическая проволока, востребована во множестве промышленных и строительных направлений. Разнообразие свойств катанки объясняет ее большое распространение и популярность. Она используется не только как готовая продукция, но и в качестве исходного сырья для производства более тонких проволочных изделий. При выборе катанки важно знать о существующих типах этого материала и учитывать ключевые факторы, которые могут повлиять на оптимальный выбор.
Что это такое?
Катанка представляет собой разновидность металлопроката и имеет форму проволоки с круглым поперечным сечением. Продукт предлагается в форме мотков и может быть изготовлен из углеродной стали различных марок, таких как St0, St1, St2, St3, а также из цветных металлов и их сплавов, при соблюдении соответствующих государственных стандартов.
Стальные проволоки поставляются с диаметром в диапазоне от 5 до 9 мм, в то время как проволока из цветных металлов может варьироваться от 1 до 16 мм. Существуют и др. варианты, например, проволока большего диаметра, которая производиться только по предварительным запросам и в ограниченном объеме.
Производство катанки осуществляется на специализированном оборудовании путем процессов прокатки или волочения. Начальная форма — кубические заготовки — помещаются в цех, где их разрезают на мелкие части для дальнейшей обработки. Затем куски проходят через последовательно расставленные прокатные ряды. На этом этапе проволока поддается значительному сжатию и приобретает заведомо заданную форму. После обработки проволока наматывается в бухты.
Иногда проволока подлежит цинкованию, что увеличивает стойкость материала к коррозии, обеспечивает блеск и исключает необходимость в дополнительной покраске. Покупка проволоки возможна в бухтах с весом более 160 кг, причем бухты могут быть достаточно большими для удобства эксплуатации. Этот продукт должен поддаваться сварке и сохранять однородность: отсутствие трещин, загрязнений и пленок крайне важно.
Кроме того, проволока предназначена быть гибкой и должна выдерживать изгибы до 180°, что делает ее универсальным материалом. Катанка чаще всего имеет круглое сечение, но может быть выполнена с овальным, полукруглым, квадратным, шестиугольным или прямоугольным сечением для различных декоративных и технических задач.
Сфера применения
Горячекатаная проволока обычно имеет круглое сечение и широко применяется в строительстве для армирования железобетонных конструкций, а также в художественной ковке.
Подвергая катанку различным механическим воздействиям, возможно создание перфорированных узоров, которые могут служить элементами декора для ворот, фасадов зданий или интерьеров.
Катанка является отличным материалом для изготовления сварочных тросов, электродов, кабелей и телеграфной проволоки. Из этого материала также возможно производить провода меньшего диаметра, которые используются для обеспечения электроснабжения в строительстве. Медная катанка находит свое применение в телекоммуникациях, автомобильной и электротехнической отраслях. Стальная проволока широко используется для производства гвоздей, сеток, винтов и других крепежных элементов, тогда как алюминиевая продукция необходима для изготовления сварочных электродов и обработки стали при оксидировании.
Оцинкованная проволока находит применение в строительной сфере и в промышленных компаниях в различных формах:
- для сварки;
- арматурная;
- пружинная;
- канатная;
- кабельная;
- вязальная.
По какому принципу может происходить процесс классификации?

Подробные сведения о классификации катанки можно найти в ГОСТ 30136-94 и ГОСТ 36-3636. Но в данной статье акцентируется внимание на типах проволоки. Чаще всего данный металлургический продукт используется для изготовления различных потребительских товаров, следовательно, требования к его прочности должны быть высокими. Важно отметить, что катанка может иметь различные дефекты, которые недопустимы для материалов, служащих для изготовления канатов.
Обычно катанка поставляется как повышенной, так и нормальной прочности. Способ охлаждения также имеет критическое значение для ее свойства и характеристик. В случае естественного охлаждения на воздухе, это обычно обозначается как ВО, в то время как ускоренное охлаждение в один или два этапа будет обозначаться как VO1 или VO2.
Первый тип охлаждения предусматривает использование легирующих добавок, которые могут существенно воздействовать на свойства изделия. Оцинкованный канат с защитным покрытием часто применяется, особенно для производства различных заземляющих устройств.
Маркировка катанки может содержать дополнительные обозначения. Если канат создан из стального проката, он будет обозначаться символом «П». Для изделий из специального материала, таких как пружины или арматура, применяют букву «С». При присутствии буквы «М», это свидетельствует о том, что канат был изготовлен из очень мягких материалов.
Как происходит процесс создания в цеху?

Для начала рассмотрим детали процесса производства катанки. Куски металла в форме куба, известные как блюмы, поступают на специальное оборудование. Эти заготовки сначала разрезаются на меньшие части, а затем поступают на прокатные станы, где проходит основная обработка через вертикальные и горизонтальные оси. В результате воздействия происходит интенсивное сжатие металла, которому придается нужная ему форма. Следует отметить, что в процессе волочения металл нагревается, что и объясняет название этого метода как «горячий». После получения проволоки нужного диаметра, ее отправляют на моталку для обмотки.
Охлаждение проволоки может проходить естественным путем или быть принудительным. При естественном охлаждении, продукт оставляют в воздухе, в то время как при принудительном охлаждении, он может помещаться в специальные установки, называемые бункерами с вентиляцией.
Иногда катанка подвергается процессу гальванизации, который служит для улучшения свойств поверхности материала. Металл с предварительно нанесенным защитным покрытием значительно более устойчив к ржавчине и коррозии: он shine и его не надо красить. В качестве материала чаще всего используется нелегированная сталь различных степеней окисления (согласно ГОСТ 380). Сегодня массовая доля углерода в стали типа Ст0 не должна превышать 0,2%. Если содержание углерода менее 0,12 процента, на маркировке будет стоять буква «М», а содержание кремния не превышает 0,005 процента, при этом положение не сказывается на других свойствах материала. Конституция примесей, таких как фосфор и сера, должна сохраняться в пределах 0,04 процента и 0,035 процента соответственно.
Готовая продукция, например, упакована в специальные спирали общим весом около 160 кг. Самая распространенная конфигурация включает в себя одну секцию, но возможны и более сложные производственные форматы, включая целые спирали из двух секций. В таких случаях допустимый предел может достигать 10% от вес массы всей партии. Исключение составляют прутки, производимые на линейных станках, в которых общая масса также достигает 50 кг. Производитель должен гарантировать параметры, касающиеся свариваемости и качества каждого изделия. Маркировка должна соответствовать стандартам и техническим условиям государственного ГОСТа 7566. В случае многосекционных упаковок, количество маркировок должно быть соответствующим разным секциям.
Что может сказать ГОСТ о производстве катанки?

Катанка выпускается с диаметром стержня от 5 до 9 мм, однако при необходимости могут производиться и крупногабаритные изделия по специальным требованиям. В этом случае размеры и предельные отклонения должны строго соответствовать правилам ГОСТ 2590. Овальность изделия не должна превышать 50% от общего значения предельных отклонений. Качество полученной структуры должно соответствовать строгим стандартам, независимо от того, для какого применения предназначен продукт — для машин или для производства канатов и металлопроката.
Производство изделий с определенными прокатными пленками, примесями или производственными дефектами не допускается. Учитываются и канаты с рваными пузырьками, гофрированными элементами и отдельными мембранами, которые могут негативно влиять на общий диаметр катанки.
Допустимая масса данного продукта варьируется в зависимости от метода охлаждения: для одноступенчатого охлаждения нормальная масса составляет 18 кг/т, а для двухступенчатого — 10 кг/т. Если процесс охлаждения происходит естественно, эти значения не учитываются. ГОСТ также включает оборудование для проверки относительного усадки сечения и временных испытаний.
Канат подлежит множественным испытаниям и обязан иметь высокие показатели пластичности, впервые проходить изгиб на 180 градусов вокруг веретена, соизмеримого по диаметру. Листовые структуры в изделии также должны быть проверены, и в случае выявления участков троматита и мартенсита, изделие подлежит браковке.
Кроме того, размер зерна в феррите определяется в соответствии с требованиями заказчика. Допуски согласуются между заказчиком и производителем. Для определения свойств продукта также допускаются статические испытания. Для получения более глубоких знаний о металлопрокате, обратитесь к ГОСТ 30136-95.
Производство катанки: способы и особенности
Процесс изготовления канатов из цветных металлов реализуется через прокатку и непрерывное литье. Для получение тонкого проката высокой точности, а также фасонного сечения используются холодное волочение или прессование.
Наиболее популярными методами для производства канатов из легированной или нелегированной стали остаются прокатка и волочение, с использованием прокатных или станков для катанки. Созданы современными машинами, достигающими скорости до 100-120 м/с. В ходе технологического процесса возможно вытягивание проволоки с сечением от 6,5 мм до Ø2,8 мм, что зависит от типа заготовки, желаемого размера готовой продукции и прочностных характеристик.
Прокатка
Процесс прокатки подразумевает деформацию металла в прокатном стане, что применяется для изделий с толщиной более 5 мм. Заготовки с крупным поперечным сечением предварительно нагреваются, затем протаскиваются через вращающиеся валки и подвергаются сжатию, что вызывает постепенное изменение формы и уменьшение площади поперечного сечения. Это обрабатывает металл, значительно усиливая его структурные особенности. Созданные устройства служат для создания катанки и её охлаждения в последующих этапах.
Волочение или горячая формовка
При одиночном волочении круглый пруток проходит через устройство с воронкообразными отверстиями, после чего наматывается на катушку или может храниться отдельно. Для металлических изделий толщиной менее 5 мм используются твердые сплавы ВК-5 и ВК-6.
Технология гидродинамического трения основывается на многократной зацепке, что делает ее особенно популярной в промышленном производстве. Заготовка протягивается через несколько волокон, расположенных, как клетки из металла. Число барабанов может достигать 15 и более. В процессе обработки обрабатывающий инструмент нагревается из-за сил трения, достигая высоких температур, после чего охлаждается водой. Многократное вытягивание позволяет достичь высокой скорости и производительности.
Характеристики катанки стальной
По прочности проволока делится на два класса: C — нормальной прочности и B — повышенной прочности. Прочность проволоки определяется как марки стали, так и способом охлаждения. Например, сталь марки Ст0 обладает ограниченной долей углерода, не превышающей 0,20%, таким образом, данная проволока отличается большей гибкостью по сравнению с проволокой марки Ст1.
Согласно требованиям ГОСТ 380, весь моток каната должен быть скручен из цельного сердечника, и отклонение диаметра по всей длине не должно превышать 5%. При этом на весь объем не должно быть заусенцев, окалины либо трещин, образованных в процессе прокатки.
Технические характеристики катанки
Технические требования регламентируются ДСТУ 4738:2007 и ГОСТ 2590-2006:
- сортамент;
- точность прокатки;
- допустимые отклонения от стандартов.
Для сырьяность и содержание химических элементов определяются стабилизирующими стандартами:
- ДСТУ 2651:2006 (ГОСТ 380-2005) — для катанки углеродистой стали обыкновенного качества;
- ASTM A510M – для катанки углеродистой и легированной стали;
- ДСТУ 8429:2016 – для катанки из рессорно-пружинной углеродистой и легированной стали.
Технические свойства каната также зависят от предназначений и соответствуют стандартным условиям:
- ДСТУ 2770 (ГОСТ 30136) — катанка из углеродистой стали обыкновенного качества;
- ASTM A510M – катанка из углеродистой и легированной стали;
- ДСТУ 3683-98 – катанка стальная канатная.
Качественная проволока должна иметь однородную, мелкозернистую структуру по всей длине, быть свободной от трещин, валиков и заусенцев, а также обладать стабильным химическим составом.
Отличие катанки от обычной проволоки заключается в том, что ее производят не только в мотках, но и в прутках, когда обычная проволока может гнуться лишь в мотках. Катанка, в свою очередь, может быть использована для создания других материалов, включая другие виды катанки.
Катанка обычной прочности
Основное различие сводится к прочности различных видов катанки. Обычный прокат может поступать в производство только после предварительной обработки. Специальные легирующие добавки, такие как марганец, делают стальную проволоку особенно вязкой и устойчивой. Это дает возможность избежать люфтов и соответственно разрушений под механическим воздействием.
Катанка повышенной прочности
Высокопрочные прокладки также могут использоваться в качестве самостоятельных стальных изделий или же в производстве канатов и тросов. Такие проволоки обладают высокой прочностью на разрыв и устойчивостью к излому и деформации. При желании они могут быть покрыты специальной защитой из коррозионно стойкой нержавеющей стали.
Оцинкованные канаты значительно продлевают срок службы конечного изделия. Существует различные способы получения таких канатов, наиболее износоустойчивый — горячее цинкование, которое включает в себя погружение катанки в расплавленный цинк.
Учтите также, жидкая канифоль может быть сделана своими руками, используя раствор спиртовой канифоли.
Технология производства
Канаты производятся на небольших сталепрокатных заводах, применяя непрерывно литые прутки или квадратный стальной прокат. В процессе обработки квадратные заготовки многократно деформируются на прокатных клетях, достигая круглой формы и нужных размеров. Важнейшей технологической задачей прокатки является уменьшение диаметра катанки, что в свою очередь отражается на экономической выгоде конечного продукта — проволоки. Процесс постоянного волочения (протягивание катанки через круг меньшего диаметра) также требует высокой точности геометрии.
Производственный процесс начинается с нагрева катанки в печи до высоких температур, при которых сталь достигает пределов пластичности (1150-1250°C, в зависимости от марки). На этой стадии металл обретает желтовато-белый цвет, что указывает на горячую прокатку.
Процедура прокатки начинается, когда нагретая заготовка подается на черновые и промежуточные станки. В процессе превращения квадрата с большим сечением в круглый пруток идет сила уплотнения и самоуплотнения, создаваемая вращающимися между ними роликами. Эти ролики имеют кольцевые канавки, создающие полость (калибр), площадь которой меньше площади поперечного сечения исходного прутка. Так происходит сжатие, модификация формы и расширение металла. Последний этап включает охлаждение, где используется специальное устройство.
На предприятии «Северсталь» используется самая современная система охлаждения, состоящая из двух ступеней, где пруток проходит через трубки с водой, теряя значительное количество тепла, а затем движение продолжается через камеры с воздушным охлаждением. Этот подход позволяет успешно достигать желаемой микроструктуры стали. Охлажденная катанка оборачивается, упаковывается и отправляется на хранение.
В России производится катанка примерно десятком компаний. Например, список производителей, выпускающих данную продукцию, может быть доступен на специальной странице.
Применение
Среди применений стального каната, помимо упомянутого ранее, катанка используется для создания армирующих конструкций в бетоне для более не критических задач, таких как заливка растворов и лент.
Производственные процессы, связанные с проволочными канатами, охватывают основные работы: от ограждений до крепления грузов, установки громоотводов и построения заборов. Простой канат также используется в качестве ограждения, например, изготовленного из сварной сетки, производимой из катанки.
Советы по выбору при покупке катанки. Качество катанки
Обычные покупатели, а также строительные компании редко сталкиваются с приобретением канатов из цветных металлов. Проволока подобного класса в основном покупается производителями, которые изготавливают электрические кабели.
В ходе строительных или монтажных работ обычно требуется приобретение стальной проволоки. Стальная проволока согласно ГОСТ 7566 обеспечивается в катушках, которые могут состоять из одной или двух жил. Если катушка содержит только одну непрерывную жилу, все характеристики можно взять из сопроводительной этикетки. Однако, если имеются две жилы, на катушке должны быть предусмотрены две этикетки.
Когда вы покупаете стальную проволоку, она должна маркироваться следующим образом:
Проволока бухта В-5,0 мм Ст3кп УО1 ГОСТ 30136-94.
Данное обозначение служит указателем того, что моток представляет собой витую катанку нормальной прочности диаметром 5 мм, сделанную из стали Ст3кп и подвергнутую одноступенчатому ускоренному охлаждению согласно вышеназванному стандарту.
Помимо сведений на этикетке, важно также визуально оценить моток на наличие повреждений, таких как сколы, трещины или заусенцы. Обратите внимание на цвет сердечника: стабильный цвет может указывать на наличие различий в упругости и прочности в разных участках длины катанки.
Существует старый метод определения гибкости катанки «на глаз». Для его применения следует взять стержень и согнуть его в дугу. Свободный конец обернуть вокруг пряди сердечника так, чтобы конец изгибался по часовой стрелке. Качественная катанка должна изгибаться вокруг сердечника в соответствии со своим диаметром, что соответствует изгибу на 180 градусов, при этом не проявляя трещин или разрывов.
Цена катанки. Вес катанки.
Стоимость катанки соизмерима с ценой исходного материала, из которого она производится. Например, цена стальной проволоки может составлять около 20-30 рублей за килограмм, в то время как алюминиевая — приблизительно 150 рублей за килограмм, а медная — около 300 рублей за килограмм.
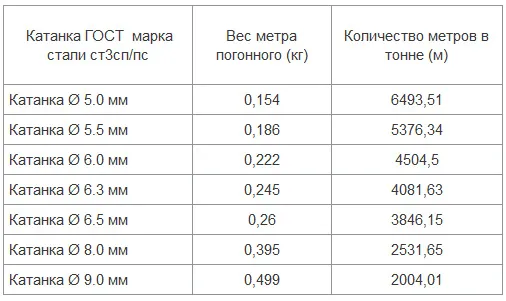
Вес катанки профилактически зависит от материала и его диаметра. Например, в таблице приведены данные о весе стального каната по диаметру. Медная проволока сопоставима по весу с ней, в то время как алюминиевая приблизительно в три раза легче, чем стальная или медная.
Транспортировка и хранение катанки
Согласно требованию заказчика, вес катанки может колебаться от 160 кг до 5 000 кг. В некоторых магазинах DIY можно найти проволочные канаты меньшего веса. При транспортировке небольших партий катушки размещаются плашмя. Для больших партий катушки располагаются друг на друга. Катанка в бухтах может храниться как в одном месте на складе, так и на строительной площадке.
Проблема с медью заключается в том, что ее температура плавления примерно в два раза превышает таковую для алюминия. Однако необходимо обратить внимание на то, что удельное сопротивление меди в полтора раза ниже, что способствует более быстрому нагреву данного материала по сравнению с алюминием.