Заполнение анодного покрытия горячей водой обеспечивает полную герметизацию анодных пор за счет образования различных типов гидратированного оксида алюминия, в частности, боэмита — важного компонента, которому приписываются антикоррозионные свойства.
Что такое анодированный алюминий и как анодируют алюминиевый профиль
Алюминий приобретает оксидный слой естественным образом в условиях атмосферы при взаимодействии с кислородом, что является результатом его коррозионной активности. Однако данный слой имеет минимальную толщину и из-за этого непрактичен для большинства применений. Тем не менее, его удивительные свойства привлекли внимание инженеров и ученых, что в последствии привело к созданию методов получения анодированного алюминия посредством химических процессов.
Оксидный слой имеет более высокую твердость по сравнению с самим алюминием, что делает его надежным защитником от внешних факторов. Долговечность деталей из алюминия с таким слоем значительно превышает таковую у недопробованных изделий. Дополнительно, анодированная поверхность проявляет хорошую адгезию к органическим красителям благодаря своей пористой структуре, что делает этот процесс важным для последующей декоративной отделки изделий.
Следовательно, всесторонние инженерные исследования привели к созданию электрохимического метода формирования оксидного слоя на алюминии и его сплавах, что стало известным как анодное оксидирование алюминия — вот что такое анодирование.
Анодированный алюминий нашел свое применение в множестве секторов, начиная от производств одежды с декоративными элементами и кончая авиационно-космической промышленностью. Его используют для изготовления металлических оконных и дверных рам, компонентов для морского и подводного оборудования, посуды, а также в автомобильном тюнинге и конструкциях из алюминиевых профилей.
Что такое анодирование

Как же происходит анодирование алюминия? Этот процесс включает в себя формирование оксидного слоя на поверхности детали из алюминия, которая в данном случае выступает в роли анода. В свою очередь, это и дало название процессу анодирования. Наиболее распространенным и простым методом является применение разбавленной серной кислоты с активным участием электрического тока. Степень разбавленности кислоты составляет до 20%, а постоянный ток колеблется в пределах 1.0-2.5 А/дм², в то время как переменный ток может достигать 3.0 А/дм² при температуре раствора около 20-22°C.
Для того чтобы процесс анодирования проходил корректно, кроме анода, необходим также катод. В специальной гальванической ванне, где осуществляется анодирование, анодные детали либо подвешиваются, либо крепятся к центру, в то время как катоды, которые зачастую изготавливаются из свинца или химически чистого алюминия, должны находиться по краям ванны. Площадь поверхности анодов и катодов должна быть в приблизительно одинаковом соотношении, а между ними всегда должна существовать достаточная прослойка электролита.
Подвесные конструкции, используемые для фиксации покрываемых деталей, в идеале выполнены из того же материала, что и аноды. Если это невозможно, допускается использовать алюминий или алюминиевые сплавы. В местах контакта анодов необходимо обеспечить надежный контакт, чтобы избежать появления проблем с анодированием. В случае декоративных элементов контактные точки должны быть определены заранее, поскольку они остаются открытыми на протяжении всего процесса.
Время анодирования зависит от размеров обрабатываемых деталей. К примеру, небольшие детали могут достигать толщины слоя в 4-5 микрон всего через 15-20 минут, тогда как для более крупных изделий этот процесс может занять до одного часа.
После завершения анодирования детали вынимают из ванны и тщательно промывают под проточной водой, после чего нейтрализуют в другой ванне с 5%-ным раствором аммиака, а затем повторно промывают в водопроводной воде.
Пленка на поверхности алюминия становится еще прочнее, если провести дополнительные этапы обработки. Наиболее эффективным методом является нанесение раствора дихромата калия (хромата) с концентрацией около 40 г/л при температуре порядка 95 °C в течение 10-30 минут. После этого элементы приобретут свой первоначальный зеленовато-желтый цвет, тем самым обеспечивая анодную защиту от коррозии.
Применение других электролитов для получения анодированного алюминия
Существуют разнообразные электролиты для формирования оксидного слоя на алюминии, но основополагающие элементы процесса анодирования остаются неизменными, различия заключаются только в силе тока, времени процесса и характеристиках покрытия.
- Щавелевокислый электролит. Это раствор щавелевой кислоты в концентрации 40–60 г/л. В результате анодирования формируется пленка желтоватого оттенка, обладающая высокой прочностью и отличной пластичностью. При ее сгибании слышен характерный треск, однако это не снижает функциональных свойств. Главный недостаток заключается в низкой пористости и ухудшенной адгезии по сравнению с сернокислым электролитом.
- Ортофосфорный электролит. Он представляет собой раствор ортофосфорной кислоты с концентрацией 350–550 г/л. Полученная пленка практически не окрашивается, но хорошо растворяется в никелевом и кислом медном электролите во время осаждения этих металлов, что делает этот метод весьма полезным, особенно как промежуточная стадия перед никелированием или омеднением.
- Хромовый электролит. В его составе растворы хромового ангидрида (30–35 г/л) и борной кислоты (1–2 г/л). Получаемая пленка окрашивается в красивый серо-голубой цвет и напоминает эмалированную поверхность, в связи с чем процесс носит название эматалирования. На сегодняшний день эматалирование широко распространено и использует множество вариантов состава электролита, основанных на различных кислотах.
- Смешанный органический электролит. Композиция включает щавелевую, серную и сульфосалициловую кислоты. Цвет образуемой пленки варьируется в зависимости от марки сплава анода, а характеристики покрытия по прочности и износостойкости остаются на высоком уровне. При этом анодировать можно алюминиевые детали различных назначений с отличными результатами.
Процесс анодирования алюминиевых профилей
Методы анодирования алюминиевых изделий могут значительно различаться в зависимости от их размера. Например, алюминиевые заклепки могут обрабатываться в больших объемах с помощью специального вращающегося барабана. В то время как экструдированные алюминиевые профили длиной от 6 до 8 метров анодируются на специализированных подвесах. Конструкция данных подвесов позволяет надежно фиксировать профили и обеспечивать устойчивое электрическое соединение для всех обрабатываемых элементов. На одной подвеске можно разместить несколько десятков профилей в одном, двух или более рядах (как изображено на рисунке 2).
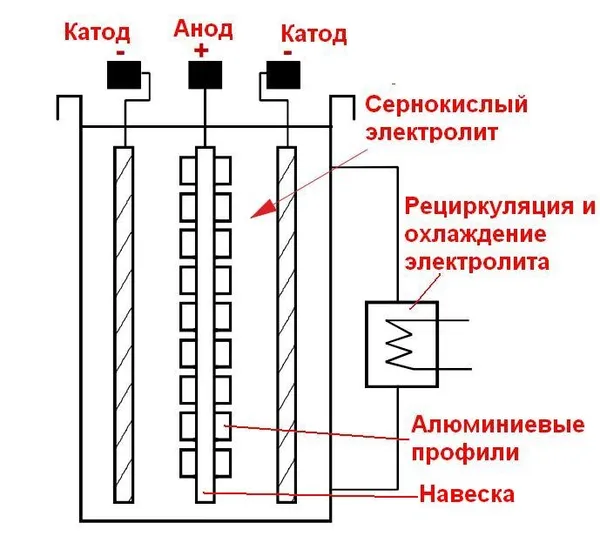
Рисунок 2 — Схема процесса анодирования для монтажа алюминиевых профилей.
В процессе анодирования алюминий может подключаться к источникам как постоянного, так и переменного тока, включая их комбинации. При стандартном сернокислотном анодировании обычно используются выпрямители с напряжением 24 В.
Структура анодного покрытия
Известно, что анодированный слой состоит из двух ключевых компонентов. Составляющий пористый слой оксида алюминия формируется на тонком и непрерывном барьерном слое (как показано на рисунке 3). Толщина этого барьерного слоя определяется составом электролита, а также параметрами процесса анодирования.
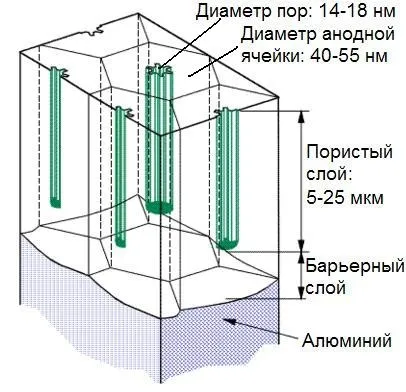
Рисунок 3 — Структура анодной ячейки.
При анодировании в серной кислоте наблюдается, что скорость роста пористого слоя остается постоянной при фиксированной плотности тока. Например, при плотности тока 1,3 А/дм² скорость составляет 0,4 мкм/мин. Поскольку толщина барьерного слоя постоянна, такая скорость роста должна соответствовать скорости растворения оксида алюминия внутри пор.
Размеры оксидных ячеек анодного покрытия зависят от условий процесса анодирования. Ниже представлены типичные размеры анодных ячеек для покрытия, выполненного с использованием серной кислоты:
- Диаметр пор: 14,5-18 нм
- Плотность размещения пор: 40-80·109 пор/см2
- Диаметр ячейки: 40-53 нм
- Пористость: 15%
- Толщина барьерного слоя: 14-18 нм
- Толщина пористого слоя: 5-25 мкм
Технологические параметры сернокислого анодирования
Сернокислый электролит
Сернокислые электролиты принимают важное место в анодировании изделий из экструдированного алюминия по всему миру.
Организация Qualanod определяет следующие важные параметры для электролита на основе серной кислоты:
- Концентрация свободной серной кислоты должна составлять не более 200 г/л с изменениями в пределах 10 г/л от установленного значения.
- Концентрация алюминия не должна превышать 20 г/л с предпочтением содержания в диапазоне от 5 до 15 г/л.
Температура ванны анодирования
Рекомендации Qualanod относительно температуры анодирующей ванны следующие:
- Для получения анодного слоя толщиной 5 и 10 мкм: температура не должна превышать 21 ºC.
- Для заданной толщины анодного слоя в 15, 20 и 25 мкм: температура не должна превышать 20 ºC.
Плотность тока
Организация Qualanod рекомендует следующие диапазоны плотности тока:
— 1,2 — 2,0 A/дм² для анодированных слоев толщиной 5 мкм и 10 мкм; — 1,4 — 2,0 A/дм² для анодированных слоев толщиной 15 мкм; — 1,5 — 2,0 A/дм² для анодированных слоев толщиной 20 мкм; — 1,5 — 3,0 A/дм² для анодированных слоев толщиной 25 мкм.
Алюминиевые сплавы для анодированных профилей
Наиболее часто для анодирования алюминиевых профилей применяются сплавы 6060 и 6063, с одним важным условием — ограничениям на содержание магния и кремния, а также на долю примесей, таких как железо, медь и цинк.
Обобщая, более чистый алюминий и меньшая доля легирующих элементов способствуют улучшению показателей анодирования. При высоком содержании примесей процессы анодирования могут нарушаться, вызывая образование инклюзий в анодированном слое, что приводит к неоднородности его внешнего вида.
Для получения дополнительной информации о влиянии состава алюминиевых сплавов на качество анодированных профилей, обращайтесь используйте дополнительные источники.
Изменение толщины анодного покрытия в ходе анодирования
Толщина конечного слоя анодирования зависит от времени анодирования. Но скорость увеличения этого слоя определяют множество факторов, таких как состав электролита, плотность тока и продолжительность воздействия электрического тока.
Во время процесса анодирования происходят два последовательно конкурирующих процесса (как видно на рисунке 4):
- непрерывный рост толщины анодного покрытия и
- растворение анодного покрытия под действием электролита.
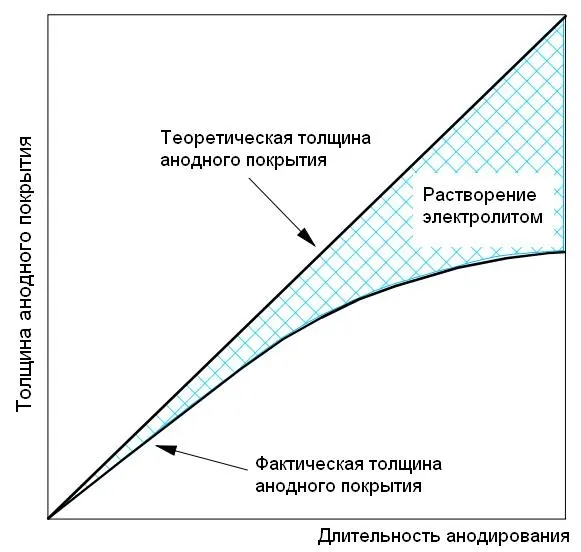
Рисунок 4 — Изменение толщины слоя во время анодирования.
Что касается теоретической толщины слоя при постоянной плотности тока, она подчиняется известному закону Фарадея, согласно которому количество образующегося оксида алюминия будет пропорционально количеству электрического тока, проходящего через алюминиевый анод.
Влияние температуры электролита
Изменение температуры электролита пропорционально влияет на скорость растворения анодного покрытия. В результате, при высокой температуре, анодированный слой становится менее прочным, более пористым и тонким.
Влияние плотности тока
Обычный диапазон плотностей тока для анодирования составляет от 1 до 2 А/дм², а в некоторых случаях может достигать до 3 А/дм². Плотность тока ниже 1 А/дм² формирует мягкие, пористые и тонкие покрытия. При увеличении плотности тока процесс формирования анодного покрытия ускоряется, а растворение электролита становится менее значительным. Таким образом, такое покрытие становится более твердым и менее пористым.
Анодированные декоры алюминиевого профиля для шкафов-купе
На последней мебельной выставке в Москве среди множества новинок убедительно было показано, что анодированные покрытия остаются классическими и проверенными временем. Их оптимальное сочетание качества, цены, эстетики и функциональности делает анодированный алюминиевый профиль для шкафов-купе вечным фаворитом с огромным запасом прочности.

Что же делает анодированный профиль столь популярным? Дело не только в том, что большинство конечных пользователей и потребителей мебели больше склоняются к матовым и природным оттенкам.
Анодирование представляет собой эффективный процесс формирования защитно-декоративного покрытия на поверхности алюминиевых профилей, который значительно улучшает их внешний вид, продлевает срок эксплуатации и повышает устойчивость к износу.
Анодированный алюминий демонстрирует отличные отражательные свойства, а его блеск приближается к таковым серебра. Однако для успешного анодирования важно, чтобы слой был ровным и обладал высокой микротвердостью. Сравнимо лишь с алмазом, анодированный слой, составленный из оксида алюминия, проявляет высокую прочность и способен травить стекло. К тому же, покрытия являются стойкими к коррозии даже при воздействии агрессивных химических веществ. В промышленности анодированное покрытие также должно обеспечивать электро- и теплоизоляционные характеристики.
Среди наиболее распространенных цветовых вариантов анодированного алюминия выделяются: матовый хром (серебристый), матовое золото, матовое шампанское (с зеленоватым оттенком) и матовая бронза (коричневый оттенок).

Преимущества анодированного алюминиевого профиля для шкафов-купе
- Анодирование значительно увеличивает коррозионную стойкость алюминия;
- Анодированный профиль имеет продленный срок службы;
- Такой профиль способен выдерживать резкие температурные перепады;
- Анодирование снижает негативное влияние кислот и щелочей, содержащихся в бытовой химии;
- В результате анодирования алюминиевый профиль становится более прочным и устойчивым к механическим воздействиям.
Эти свойства свойственны и самому алюминию. Этот легкий и податливый металл характеризуется универсальностью. Кроме того, благодаря быстрой образованию оксидных слоев на его поверхности, алюминий устойчив к процессам коррозии, которые могут возникнуть при длительном контакте с влагой и кислородом.
Как анодируют алюминиевый профиль
Анодирование алюминия представляет собой комплексный технологический процесс. На первом этапе алюминиевый профиль помещается в электролит (обычно это водный раствор серной кислоты H2SO4), после чего через него пропускается ток от положительного источника, действующего как анод, что и дало название данному процессу. В ходе реакции выделяющийся кислород взаимодействует с алюминием, тем самым формируя защитную «пленку» на его поверхности. Основная задача этого процесса заключается в создании прочного оксидного слоя, который повышает защитные свойства алюминия и улучшает его внешний вид.
Алюминиевый профиль помещается в низкотемпературную ванну с раствором серной кислоты концентрацией от 1200 до 1300 г/л. Анодирование выполняется при силе тока от 10 до 50 мегаампер на см² профиля и напряжении до 50-100 В. В процессе анодирования вся кислота полностью растворяется.
Для достижения декоративного эффекта возможно дальнейшее окрашивание, в процессе анодирования поддерживается температура от -20 до +20 градусов, что также влияет на качество и естественный цвет оксидного слоя. При высокой температуре получается бесцветный и тонкий слой, способный впоследствии окрашиваться. Напротив, при снижении температуры образуется толстая и плотная пленка золотистого оттенка.
Так как полученный слой обладает пористой структурой, процесс анодирования завершается дополнительной обработкой, например, паром или кипящей водой для шлифования и унификации. Основные этапы анодирования аккуратно описаны ниже:
- Прием профиля после прессования;
- Дробеструйная обработка и шлифование профиля;
- Навешивание профиля на конвейер;
- Травление (очистка) в щелочном растворе;
- Анодирование в серной кислоте с силой тока 10 мегаампер;
- Обработка паром или кипячение;
- Проверка поверхности профиля и снятие с линии;
- Упаковка готовой продукции.
Анодированный алюминиевый профиль для шкафов-купе не подвергается ржавлению; его покрытие не трескается и не шелушится даже в условиях влажной и холодной среды. Анодированные декоры обладают эстетическим привлечением, что делает профиль совершенно независимым от дальнейшей дорогой обработки. Именно поэтому анодированные отделки под хром, золото, бронзу и шампанское остаются весьма популярными и востребованными для использования в шкафах-купе и межкомнатных перегородках.
Анодированные профиля что это
Что такое анодирование? Как происходит анодирование алюминия? Какие свойства анодированного профиля? Эти и другие вопросы мы подробно освещаем.
Электролитом, использующимся в процессе анодирования, обычно является водный раствор серной кислоты, тогда как источником заряда выступает свинцовый электрод.
На алюминиевой поверхности образуется тонкий оксидный слой, который защищает алюминий от окислительных процессов и износа.
Для чего проводят анодирование алюминиевого профиля?
В естественной среде алюминий быстро вступает в реакцию с кислородом, образуя поверхность, покрытую тонким оксидным слоем, который предотвращает дальнейшую коррозию. Однако данный слой очень тонок и не может обеспечить надежную защиту в долгосрочной перспективе, поэтому анодирование становится необходимым для повышения защитных свойств алюминиевых профилей.
Этапы анодирования алюминия
- Подготовка профиля: очистка от загрязнений. В «Дизайн Алюминия» предварительная очистка производится методом дробеструйной обработки.
- Промывка профиля: снятие тонкого верхнего слоя алюминия с применением раствора каустической соды.
- Анодирование: на этом этапе процесс анодирования не заканчивается, поскольку в результате окислительной реакции образуются как оксидная пленка, так и многочисленные микропоры. Эта особенность позволяет производить дополнительную декоративную окраску профиля.
- Декоративная обработка: возможна окраска профиля в несколько цветов. «Дизайн Алюминий» предлагает профили в четырех цветах: черном, бронзовом, серебристом и золотом.
- Окончательное уплотнение алюминия: на данном этапе поры закрываются, а оксидная пленка подвергается отверждению.
Анодированный алюминиевый профиль обладает множеством преимуществ, включая:
- высокие декоративные качества и стойкость к износу;
- ровную и однородную поверхность без сколов и царапин;
- возможность устойчивого окрашивания в разнообразные цветовые решения;
- получение защитной пленки различной толщины (например, пленка для помещений может иметь толщину 15 микрон, а для улицы — до 20 микрон).

Мы берем на себя полную ответственность за все этапы процесса анодирования нашего профиля. Это позволяет нам гарантировать высокое качество нашей продукции.
Не упустите возможность, свяжитесь с нами и сделайте заказ уже сегодня!
Алюминиевый профиль с анодированным покрытием или ПВХ-пленкой — что лучше?
Алюминий активно используется в производстве профилей для гардеробов и шкафов-купе благодаря своим легким и прочным свойствам, а также универсальности в сравнении с такими материалами, как сталь или жестяные листы. В последние годы популярность набирают профили с дополнительной защитой, такие как ПВХ или анодированные покрытия. Но как выбрать, что лучше для шкафов-купе?
Ламинирование алюминиевого профиля пленкой ПВХ обеспечивает ему высокую устойчивость к внешним воздействиям. ПВХ-покрытие значительно улучшает защитные качества алюминия от коррозии, а также минимизирует риск появления царапин и износа.
Преимущества профиля с ПВХ-покрытием:
- Защита от механических повреждений и коррозии;
- Высокие декоративные качества;
- Бесшумный ход дверей;
Последний пункт становится ощутимым преимуществом профиля с ПВХ-покрытием по сравнению с анодированным вариантом. Также профили с ПВХ могут быть представлены в различных текстурах и дизайне, имитирующих традиционные материалы, такие как дерево или кожа.
Особенности декоративного анодирования
Степень защиты алюминиевого изделия от коррозии и окисления обеспечивается естественным образованием тонкого оксидного слоя. Однако со временем этот слой разрушается, снижая эффективность своей защиты.
Специальная технология, называемая анодированием, позволяет создать высокопрочный оксидный слой на поверхности детали, который активно защищает алюминиевую структуру от различных воздействий.
Плюсы анодированного алюминия:
- Защитное покрытие является однородным и представляет единую структуру с основным металлом;
- Высокие декоративные качества и разнообразная палитра цветов;
- Возможность восстановления прежнего внешнего вида путем удаления загрязнений;
- Легкость в устранении царапин и других дефектов, возникающих в процессе создания профиля;
- Высокая степень защиты от механических повреждений, потери цвета и других повреждений.
Анодированный профиль обладает элегантным видом, что обуславливает его высокую популярность. Производители предлагают разнообразные цветовые решения, включая золото, серебро, перламутровые и другие оттенки.

Анодирование или ПВХ — что выбрать
Сравнение характеристик анодированных профилей и профилей с ПВХ показывает, что оба варианта имеют свои преимущества. Однако имеются и принципиальные различия, влияющие на выбор. Например, пленка ПВХ обеспечивает более бесшумный ход дверей шкафов-купе. Какой профиль выбрать — зависит исключительно от предпочтений пользователя. Одних привлекает приятная на ощупь полимерная поверхность, а других — роскошный вид анодированной поверхности. Некоторые компании предлагают оба варианта по разумным ценам. Компания РИАЛ.PRO предлагает купить современный алюминиевый профиль по доступной цене в Москве, Московской области и других регионах России.

Установить двери шкафа-купе можно и самостоятельно, соблюдая все шаги и рекомендации.
Помимо традиционных систем, которые устанавливаются снизу, существуют три системы, где двери проходят по верхней направляющей, обеспечивая удобство использования и легкость в обслуживании.