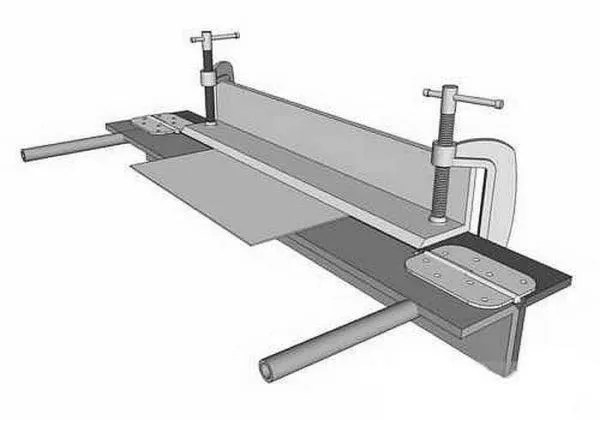
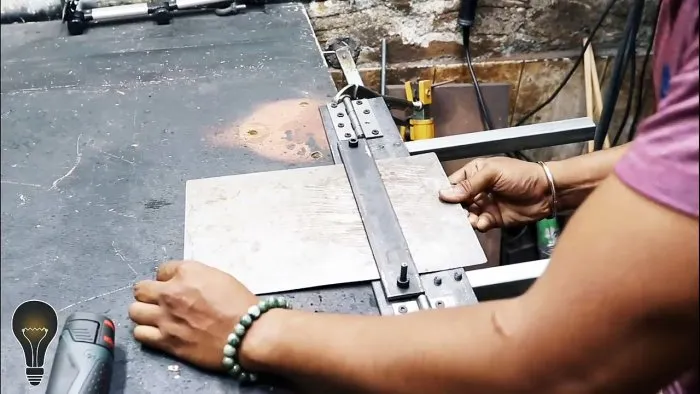
Перед началом работы разместите пластину, образующую внешний угол вашего устройства, на краю металлической столешницы и надежно закрепите ее с помощью двух винтовых зажимов. При этом убедитесь, что петли и притягивающая планка находятся в верхнем положении, а две секции профильной дюралюминиевой трубы располагаются горизонтально, обращаясь наружу в сторону оператора.
Самодельные листогибочные станки (листогибы)
Листогибочные станки применяются для создания множества изделий из листового металла, включая водосточные системы, карнизы для крыш, которые могут быть как из гофрированного картонного, так и металлического материала, элементы для подвалов, уголки для гофрированных конструкций и многие другие. Эти предметы можно изготовить с помощью специализированного гибочного оборудования для работы с металлическими листами. В этой статье мы рассмотрим процесс создания собственного листогиба шаг за шагом.
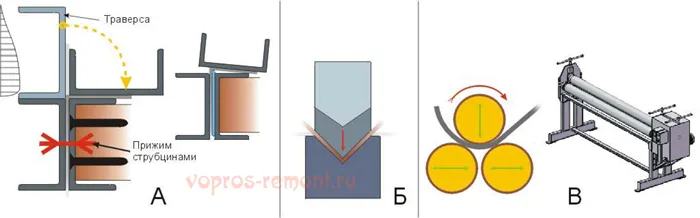
Существует три основных типа листогибов:
- Простые ручные станки, где гибка материала осуществляется путем приложения силы в определенной области. Эти устройства позволяют изгибать листы под любыми углами — от нескольких градусов до почти полного кругового изгиба, позволяя осуществлять работы разной сложности.
- Гидравлические станки, в которых за счет удара листовой металл подвергается гибке в соответствии с формой матрицы, которая может быть как прямой, так и криволинейной. Данное оборудование чаще всего используется в промышленности, особенно на предприятиях средней и большой мощности.
- Роликовые или валковые гибочные машины, где металл не сгибается строго по прямой, а округляется. С помощью этого типа оборудования можно создавать трубы и подобные изделия, что позволяет значительно расширить диапазон выполняемых работ.
Каждый из этих типов относится к категории листогибочных станков и может быть использован для гибки листового металла. В данной статье мы выясним, как можно создать такой станок собственными руками.
Простые ручные станки
Фасонные металлические детали, такие как уголки, обрабатываются на заказ и стоят довольно дорого, зачастую даже больше, чем профили или уголки для металлических кровель. Поэтому разумным шагом будет создание простейшего станка для гибки листового металла. Обладание таким станком позволит вам самостоятельно производить уголки, молдинги и другие детали в необходимом количестве, экономя средства и время.
 Чертеж гибочного станка для листового металла
Чертеж гибочного станка для листового металла Листогиб — проекция сбоку
Листогиб — проекция сбоку Другая модель
Другая модель
Не стоит беспокоиться о том, как будут выглядеть ваши изделия; сегодня можно купить листовой металл, который не только оцинкован, но и окрашен. При этом листы крепятся к конструкции таким образом, чтобы предотвратить их скольжение по столу во время работы, а краска сохраняется без повреждений даже после изгиба. В результате ваши изделия могут выглядеть так же хорошо, а иногда даже лучше, чем товары, продаваемые в магазинах.
Мощный листогиб из тавров
Для создания данного листогибочного станка вам потребуется ровная поверхность (например, металлический стол) и три уголка с минимальной шириной полки 45 мм и толщиной металла не менее 3 мм. Если вы планируете работать с крупногабаритными листами (более одного метра), лучше использовать более широкие полки и более толстый металл. Вы можете использовать и промышленные уголки, однако они предназначены для работы с более толстыми и длинными листами.
Также вам понадобятся две металлические дверные петли, два винта большого диаметра (от 10 до 20 мм), пружина, а также сварочный аппарат для приварки петель и дрель с металлолом для сверления отверстий.
Согласно нашей практике, мы использовали тавр шириной 70 мм — три куска по 2,5 метра, два винта диаметром 20 мм, небольшой кусок металла толщиной 5 мм (для резки балок) и пружину. Процесс выглядит следующим образом:
- Сложите два тавра, вырежьте в них выемки для петель с обеих сторон и скошите края этих выемок под углом 45°. Третий тавр нужно обработать так же, но с более глубокими выемками, так как это станет прижимной планкой, и она должна свободно двигаться.

- Приварите петли с обоих концов (как с лицевой, так и с обратной стороны). Убедитесь, что швы качественные и надежные.

- На одном из тавров (который будет находиться дальше от вас, если раскрыть конструкцию) установите по две укосины с обеих сторон. Эти укосины позволят установить болт-фиксатор для прижимной планки.

- Приварите гайку для болта к укосинам.

- Установите прижимную планку (третий обрезанный тавр) и приварите в верхней части металлические пластины с отверстием в центре каждого из них. Диаметр этих отверстий должен быть чуть больше диаметра болта. Убедитесь, что отверстия отцентрованы и находятся на одной вертикали с приваренной гайкой. Приварить.

- Отрежьте пружину так, чтобы её усилия хватало на подъем прижимной планки на 5-7 мм. Пропустите болт через «ухо» прижимной планки, наденьте на него пружину, и закрутите гайку. После этого установите аналогичную пружину с другой стороны, благодаря чему прижимная планка будет подниматься самостоятельно при откручивании.

- К шляпке винта приварите по два отрезка арматуры для создания ручек для закручивания.

- Приварите ручку к подвижному тавру (тот, который ближе к вам). После завершения всех шагов ваш станок готов к работе.

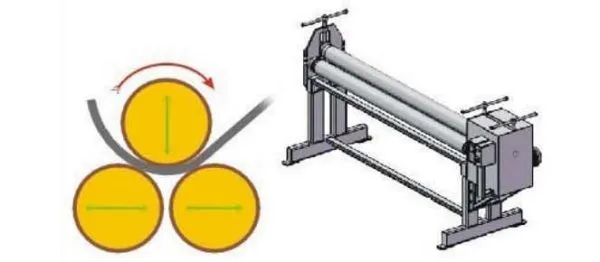
Вальцы для листового металла или вальцовый листогиб
Данный тип листогиба позволяет осуществлять три разных вида движения:
- Ручное;
- Гидравлическое;
- Электрическое.
Вальцы для листового металла, как с ручным, так и с электрическим приводом, могут быть собраны собственными руками. Ручные вальцы обладают тремя роликами, в то время как электрические могут иметь как 3, так и 4 ролика, но большинство из них работают на трех.

Это оборудование нуждается в платформе, которая обеспечивает хорошую устойчивость. Это может быть отдельная станина или что-то подобное рабочему столу. Основные детали конструкции — это ролики, которые должны быть одинакового размера. Два нижних ролика остаются неподвижными, тогда как верхний ролик подвижен и может опускаться вниз для создания нужного давления между нижними цилиндрами. При изменении расстояния между верхним и нижним цилиндрами меняется радиус кривизны обрабатываемого листа.
Управление машиной осуществляется с помощью ручки, которая прикреплена к одному из роликов. Вращая её, вы передаете крутящий момент на другие ролики с помощью системы шестерен, так что скорость вращения остается постоянной.
Когда необходимо работать сформировав трубку, верхний ролик можно быстро снять с одной стороны. После того как лист будет свёрнут в трубу, другой вариант снять верхний ролик будет невозможно.
Qui prodest?
Латинское выражение «Кому это выгодно?» задает вопрос, или предлагает оценить целесообразность создания собственного гофрокартонного оборудования, которое сейчас крайне востребовано. Проведем предположительный расчет.
Ручной листогиб (описанный выше) стоит около 2000 долларов. При этом представляется вероятным за день или два из тонны оцинкованной стали толщиной 0,55 мм, стоимостью 1000 долларов, произвести 250 квадратных метров профилированного листа, который на рынке обойдется в 1400 долларов. Это создает видимую экономию, особенно если вы не дожидаетесь распродаж (предложения на продажу часто скапливаются) и просто реализуете материал.
Однако надо учитывать, что профили не могут быть обработаны за один проход — некоторые углы могут быть слишком узкими. Межкристаллические связи в металле могут нарушаться, что со временем приведет к возникновению трещин, и такие изделия не всегда можно будет заказчику предложить без гарантии качества. Поэтому важно понимать, что нужна будет дополнительная обработка.
Поддержание правильной силы зажима, безусловно, важно, так как недостаточное усилие может привести к проблемам с формированием кривизны. Клиенты могут не всегда знать стандарты, но они сразу увидят, что материал не соответствует их требованиям. Если не можете предоставить нужное качество — ждите, что покупки перетекут к конкурентам. Как можно эффективно переработать каждый лист, если это потребует нескольких проходов через пресс или валки? Производительность при таком подходе вызывает сомнения с точки зрения рентабельности.

Представленная производственная линия для изготовления гофрокартона вполне эффективна.
Производственная линия (по сути, прокатный стан) для формовки листовых профилей является достаточно сложным механизмом, как видно на изображении. Здесь важно обратить внимание как на количество устройств, так и на расположение валков. Основная задача данной системы — равномерно распределять остаточные напряжения в металлических листах, чтобы они оставались в границах допустимого уровня. Таким образом, потоки формируются постепенно, с сохранением целостности материала.
Такие конструкции стоят не менее 20000 долларов и, обычно, производятся в Китае. Постоянное качество конечного продукта обеспечивается только для специфических видов стали, предложенных определенным производителем. Потребляемая мощность такой линии не менее 12 кВт, что подразумевает наличие специального производственного помещения с выделенной мощностью и контуром заземления. Однако для обслуживания такого оборудования достаточно одного оператора. Важно также понимать, существует ли неудовлетворенный спрос на профили из листового металла в вашей области (иначе говоря, поблизости от вас), что позволит быстро окупить эту технику. И готовы ли вы войти в конкурентное амбициозное окружение бизнеса?
Мастерам на заметку
Для индивидуального предпринимателя, у которого имеется 2000 долларов, начинать масштабное производство может быть сложно. Вместо этого давайте рассмотрим, как изготовить собственный гибочный станок. Это упростит множество бытовых задач и может стать основой для заработка, который позволит бизнесмену собраться с силами для начала чего-то более масштабного. Нестандартные мелкие заказы всегда востребованы, поэтому самодельный листогиб может стать отличным подспорьем.
О покупных ручниках
Перед тем как перейти от бизнеса к «сделай сам», давайте кратко рассмотрим, что можно приобрести на рынке, если такая потребность все же возникнет. На отечественном рынке преобладают фирмы TAPCO и VanMark, тогда как местный производитель СКС-2 из Орска почти неизвестен. Рабочая зона в данном центре равна 2,5 метра, в то время как у зарубежной техники — 3 метра, но это не drawback. Трехметровые размеры ориентированы на имперскую систему измерений (10 футов = 3,05 метра), тогда как 2,5 метра удобнее в метрической системе.
Однако, модель Ural является проходного типа; вы можете изгибать желоба размером до 90×90 мм. Подъем и опускание перекладины происходят без необходимости вращения маховиков, благодаря применению кулачков. В комплект входит и режущее лезвие. Отзывы пользователей о данном устройстве колеблются от положительных до восторженных. Совокупное мнение следующее — данный инструмент “незаменимый помощник”.
История повторяется. Никита Хрущев говорила о таких обстоятельствах в эфире после поездки в США (когда он хлопнул по трибуне ООН и пригрозил, что заставит всех страдать). По его словам, они могут продавать в США всякий хлам, но подобрать не могут достаточно хорошее для РФ.
Конструкции листогибов

Механические устройства, выполняющие функции гибки и прессования, с приводом от маховика и фрикционного или блокового механизма с тросами и системой рычагов, обладают высокой эффективностью, но постепенно теряют свою актуальность. Такие механизмы обеспечивают мощный удар в начале рабочего хода, но к финалу нажима они теряют свою силу — в то время как при изгибе или давлении требуется противоположное действие.
Важным моментом является то, что эффективность электроприводов начинает сокращаться по мере уменьшения размера деталей. Для профилирования перечисленных выше профилей требуется мощность в 12 кВт. Чтобы выполнить формовку фланца для крыши, как минимум потребуется 1,5-2 кВт. Сложность кроется в том, что внешняя характеристика двигателей переменного тока (за исключением сложных и дорогих трехфазных двигателей с фазными роторами, требующих регулярного обслуживания) имеет достаточно жесткие ограничения. Поскольку материал сопротивляется давлению, отсутствует крутящий момент на валу двигателя; при этом скольжение ротора увеличивается, а крутящий момент снижается, что приводит к недопустимому увеличению расхода электроэнергии.
Идеальное решение — это применение гидравлического привода, который автоматически настраивает усилие в зависимости от сопротивления заготовки. Всевозможные гидравлики сложно в разработке и дороже. Даже опытному конструктору будет сложно распределить усилие равномерно на протяжении всей длины домкрата или же синхронизировать работу нескольких агрегатов.
Таким образом, окончательный вывод: “ручной тормоз” вовсе не является плохим решением. При проектировании механизма следует позаботиться, чтобы, как в гребле или пауэрлифтинге, были задействованы наиболее массивные и выносливые группы мышц (бицепсы, нижняя часть спины, бедра, икры), ведь реакция тренажера будет обуславливать движение ног к полу. Это позволит избежать напряженности работы благодаря цикличности, а выработка навыка, в свою очередь, будет способствовать точности процессов и повышению производительности.
Пример: среднее усилие, которое человек может создать, поднимаясь по лестнице, составляет около 1 л.с. за 1-2 секунды. После третьего пролета мышцы начинают выделять кислород в гликоген, а с ним выделяется молочная кислота, что ведет к утомлению — потребуется остановка для восстановления.
Факт для спорта: гребцы зачастую имеют стройные тела, так как структурированная работа фракционирует их отрезки, не позволяя делать полноценные махи. Тяжелоатлеты же наоборот имеют более массивные руки, что позволяет им сохранять баланс во время поднятия тяжестей. Но с точки зрения мышечной нагрузки и того, на что подобные занятия схожи, эти виды спорта имеют много общего.
Подготовка материалов и инструментов
Для создания трубогиба вам понадобятся следующие инструменты и материалы:
- Электродрель и набор сверл различного диаметра;
- Болгарка с отрезными и шлифовальными дисками;
- Сварочный аппарат и комплект электродов;
- Тиски для верстака и набор струбцин;
- Набор ручного инструмента (молоток, кувалда, пассатижи, кёрнер, напильник-зубило).



Не забудьте подготовить удлинитель нужной длины для подключения оборудования, если ваше рабочее место находится далеко от доступной розетки.
В числе расходных материалов должны быть:
- Уголковый профиль из толстостенной стали;
- Болты, гайки и шайбы (можно использовать гроверные);
- Швеллер (П-образный профиль с частично заостренными краями);
- Правило (если именно оно используется в качестве ударно-спускового элемента);
- Арматурный прут (допустимо использование арматуры с гладкой поверхностью);
- Набор шарикоподшипников (если ваш механизм их предусматривает).



Когда вы подготовили необходимое электрооборудование, расходные материалы и инструменты, можно приступать к сборке листогибочного станка.
Пошаговая инструкция по изготовлению
Различают три метода гибки листового металла — ручная, цилиндрическая и гидравлическая — каждый из которых включает в себя специализированные конструкции. Начнем с описания процесса создания изгиба под углом (Т-образного изгиба).
Из уголка
Использование одного или двух уголков в качестве основы — самый распространенный вариант. Для этого требуется широкая плоская платформа (верстак). Желательно, чтобы верстак был оббит листом, толщина которого превышает толщину сгибаемого материала.
Уголок должен иметь ширину не менее 4,5 см и толщину не менее 3 мм. Если планируется сгибать большие листы (один метр и больше), потребуется высококачественный уголок, а также может быть полезна Т-образная форма (двойной Т-уголок).
Приготовьте две стальные дверные петли, необходимые болты и гайки диаметром 10-20 мм и пружины. Рекомендуется использовать петли бабочки с винтовой головкой, так как их конструкция более прочная и они могут выдерживать значительные нагрузки.

Следуйте приведенным ниже инструкциям.
- Соедините два тавровых профиля. В обоих концах вырежьте выемки для петель, скосив края выемок под углом 45 градусов.
- Аналогично обработайте третий Т-образный профиль, оставив выемку большего размера. Эта выемка будет служить для прижатия сгибаемых листов и должна легко перемещаться.
- Приварите петли по обе стороны — с лицевой и обратной сторон. Убедитесь в наличии качественных сварных швов, чтобы петли не оторвались.
- На одном из тавров, который будет находиться дальше от вас, по обеим сторонам приварите укосины. Они потребуются для установки удерживающего болта для прижимной детали.
- Установите гайки болтов на укосины.
- Зафиксируйте прижимную планку (третий обрезанный тавр).
- В верхней части приварите стальные пластины с отверстием в центральной части каждой из них. Отверстия должны быть слегка больше диаметра болта, чтобы обеспечить плавное движение. Убедитесь, что отверстия выставлены по вертикали с приваренной гайкой.
- Отрезайте часть пружины так, чтобы её усилия хватало для подъема прижимной планки в среднем на 6 мм.
- Придерживая болт в прижимной планке, наденьте пружину, и закрутите гайку. Установите аналогичный кусок пружины с другой стороны — прижимная пластина будет подниматься автоматически, когда вы ослабите болт.
- К головке болта приварите по два куска арматурного прута — они станут ручками для закручивания.
- Заполните рукоятки накладками, оптимально используя пластиковые или деревянные трубы. Можно использовать и старые грипсы от велосипеда.
Теперь ваш станок для гибки листового металла готов к работе. Таким образом, конструкцию можно также построить из двутавровых балок, где верхняя двутавровая балка совершает движения с одним шарниром на нижнем конце, а другой конец двутавровой балки фиксируется в нужном положении с помощью клина или кулачка.
Из швеллера
Заменив уголок или Т-образный профиль на U-профиль, можно существенно продлить срок службы листогибочного станка. Основные крепления, которые будут установлены в канале, останутся прежними.
При использовании швеллера брус будет менее вероятно подвержен преждевременному изгибу. С другой стороны, наклонная планка является менее стойкой к перегрузкам — малейший изгиб резко снижает качество работы, и вам потребуется подправлять лист после выравнивания и выпрямления.
Полезные советы
Рекомендуется провести покраску всей конструкции, так как она будет использоваться в саду, а не в помещении. Своевременная покраска поможет предотвратить коррозию.
Не используйте изогнутую деревянную доску для сгибания стальных листов толщиной более 1 мм, так как это приведет к быстрой поломке. Это не подойдет для таких материалов.
Не пытайтесь использовать гибочный станок, который слишком сильный для работы с тонкой сталью. Если металл сгибают слишком быстро, он может сломаться или треснуть. Каждая машина рассчитана на определенные нагрузки.
Гибка стали толщиной более 2 мм на тяжелом прессу иногда затруднительна для одного оператора. Даже если у трубогиба длинные руки, может потребоваться помощь других работников. На профессиональных ручных прессах рабочие чаще сгибают стальные листы по два-три человека или используют механическое устройство с мощностью двигателей не менее 12 кВт. Последний подход используется на заводах, производящих сборные полосы из листового металла, такие как волнистые кровельные листы, коньковые уголки и другие товарные изделия.


Качественный пресс не оставит царапин на окрашенной или оцинкованной поверхности металлического листа при сгибании. Чтобы избежать подобных повреждений, листы следует укладывать осторожно на гибочный станок.
Следует учесть, что даже качественные листогибочные машины со временем подвергаются износу. В особенности подвижные, постоянно изнашиваемые и вращающиеся детали (шарниры, подшипники) необходимо смазывать не реже одного раза в год при случайном, редком использовании. При частом практическом использовании может понадобиться смазка каждый месяц или раз в квартал — эти детали подвергаются высоким нагрузкам. Проверьте края направляющих — со временем они могут стать тусклыми и зазубренными, что также негативно скажется на качестве сгибания.
Избегайте использования листов из нержавеющей стали. Высокая пластичность этого сплава затрудняет его обработку.
При разработке гибочной машины старайтесь исключить сварные швы, так как они могут не выдержать постоянных нагрузок.
Соблюдайте принцип простоты конструкции, избегая ненужных деталей. Простота — залог надежности, поскольку лишние элементы могут увеличивать ее вес.


Гибочный станок не предназначен для вращения поверхность, предназначенных для декоративной ковки — его нож не подходит для резки свободных отрезков металла толщиной более 2 мм. Изгибающее лезвие обычно предназначено лишь для прямой обработки. Для этой цели воспользуйтесь специализированными обрабатывающими центрами.
Во время работы с любым электроинструментом, включая трубогибы, важно надевать защитные перчатки, очки и специальную защитную одежду. Это необходимо для снижения риска получения травм от случайных движений. Также обратите внимание, чтобы никакие ремни одежды рабочего не попадали в рабочую зону машины.
Как сделать листогиб из уголка и дверных петель

Часто возникает необходимость изгибать листовой металл, и сделать это без специального оборудования, подобного листогибочному станку, крайне трудно, особенно если потребуется длинная линия изгиба. Тем не менее, создать такой станок своими руками вполне возможно, используя простые инструменты и доступные материалы. Всё, что требуется, — это немного желания и базовые навыки в слесарном деле.
Последовательность действий
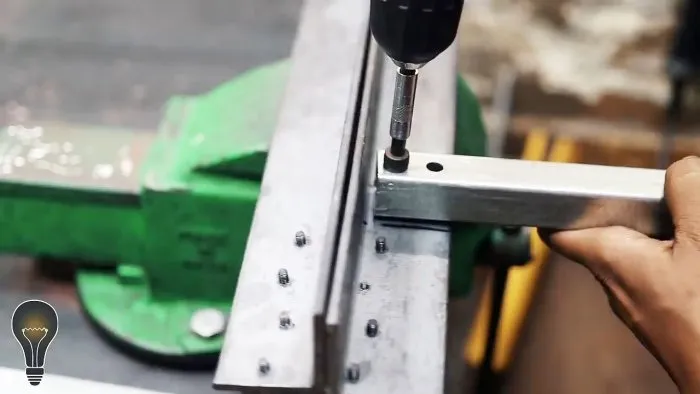
Отрежьте два куска длиной по 500 мм от уголка подходящего размера с равными сторонами.

Зажмите один угол в слесарных тисках и свой другой угол прикрепите на высоте краев фланца дверными петлями подходящего размера.

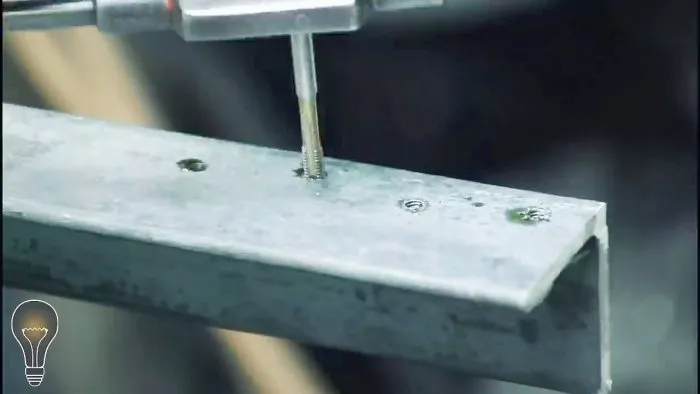
Сначала отметьте маркером места будущих отверстий в боковых сторонах уголков, а затем просверлите их, используя в качестве шаблон дверное полотно. Так вы получите четыре сквозных отверстия в боковых стенках одного из угловых фланцев, применяя сверло подходящего диаметра. После этого нарежьте резьбы во всех 16 отверстиях с помощью метчика, слегка смажьте рабочую зону, чтобы облегчить процесс и гарантировать хорошее качество резьбы.
После нарезки резьбы очистите места соединений от остатков мусора и протерите их тканью, чтобы избавиться от следов масел. Далее прикрутите дверные петли к угловым кронштейнам при помощи электрической отвертки или дрели с подходящим сверлом.

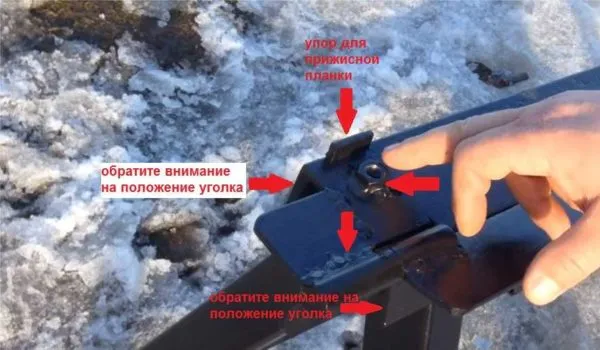
Заметьте, как выступающие внутренние винты служат в роли упоров, и прикрепите кусок квадратной трубы подходящего сечения и длины к уголку. Получив элементы, отметьте их нужные размеры на обеих сторонах нижнего фланца.

Теперь вам нужно просверлить два отверстия в одном из концов кусочков алюминиевой профильной трубы с одной осью, проработанной в том же месте, где была сделана разметка.

Просверлите такие же отверстия в уголке, который вы отмечали ранее. Далее, ставьте уголки с оборудованием обратно вниз и прикрутите необходимые отрезки алюминиевой профильной трубы, которые будут использоваться в дальнейшем в качестве ручек.
Проверка самодельного листогиба «вхолостую» и «на деле»
Проверьте работу вашего самодельного нового устройства, работающего «вхолостую». Для этого несколько раз поднимите и опустите второй внутренний подвижный угол, используя ручки. Он должен свободно поворачиваться по основам и переходить из горизонтального в вертикальное положение напротив первого неподвижного угла.
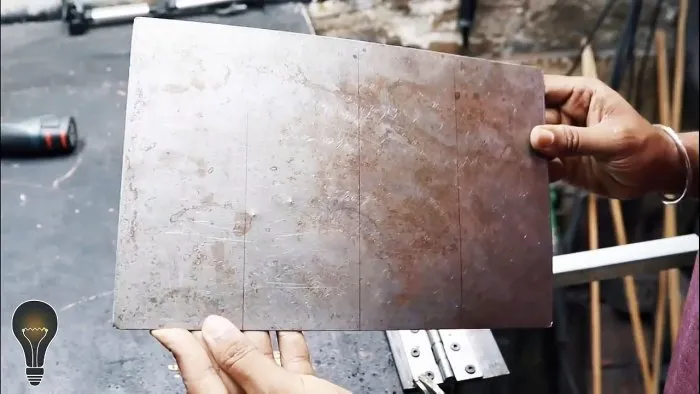
Теперь давайте протестируем, как работает устройство на практике. С этой целью возьмите металлический лист, ширина которого должна соответствовать лучшему результату, и разрежьте его на четыре равные части, используя три горизонтальные линии для заметок. Следите за тем, чтобы он входил в зазор между крайними частями внешнего угла, пока первая отметка на листе не совпадет с внутренним краем (выход).
Схватитесь за ручки обеими руками и поверните их против часовой стрелки. Это действие позволяет подвижному углу повернуться относительно неподвижного угла на шарнирах, изгибая лист по проведенной линии на 90 градусов или чуть больше, учитывая упругость материала заготовки.

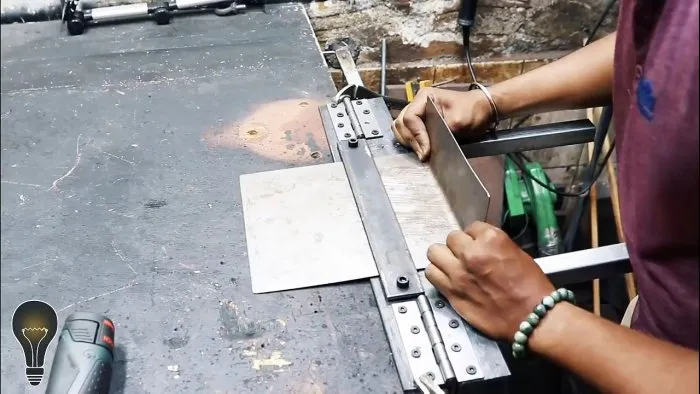

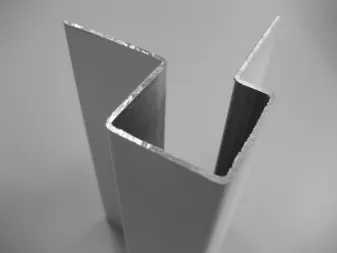
В результате работы должна получиться квадратная труба с характерным профилем. Если вы желаете, чтобы края выглядели максимально аккуратно, прижимную планку аппарата можно крепче закрутить к заготовке, используя винт и серповидный ключ.

Имейте в виду, что в этом случае необходимо немного ослабить зажимные винты, чтобы можно было снять отрезок секционной трубы из фитинга. Проверьте, насколько правильно расположили лист на вашем станке, приложив его к угольнику, и выставьте узел в эксплуатацию. Убедитесь, что фланец прямой и не имеет признаков искривления или завитка.
Разновидности
Существует три основных типа станков для гибки листового металла:
- Простые ручные, где изгиб осуществляется за счет прикладываемой силы. Эти устройства позволяют создавать изгибы под любыми углами — от нескольких градусов до 360.
- Гидравлический станок, который использует удары для изгиба металла по форме матрицы; матрица может быть как прямой, так и криволинейной. Это оборудование широко используется на предприятиях с внушительными объемами производства.
- Роликовые и валковые листогибы, где металл не изгибается строго по прямой, а принимает округлую форму. С помощью такого оборудования также можно производить трубы и схожие изделия.
Все устройства, о которых шла речь, относятся к гибочным машинам, которые используются для работы с листовым металлом. В заключение, мы повторим все ранее упомянутое оборудование в контексте создания самодельного станка для гибки листового металла с использованием видеоинструкций.
Простые (ручные) гибки
Фасонные металлические детали имеют довольно высокую стоимость, превышающую затраты на гофрокартон или металлочерепицу. Поэтому имеет смысл создать простой самодельный листогиб и, используя его, производить необходимые детали (уголки, пороги и так далее), ориентируясь на их размеры.
Не переживайте о внешнем виде ваших изделий. Листовой металл доступен в продаже, и он не только оцинкованный, но и уже окрашенный. Листы крепятся прочно на всех конструкциях, что позволяет избежать их скольжения по столу во время работы, и краска не повреждается при изгибе.
Производимые вами изделия будут выглядеть довольно достойно, а при должном внимании они могут выглядеть даже лучше, чем товары, предлагаемые в магазинах.
Листогиб из тавров
Чтобы создать такой станок, вам потребуется ровная поверхность (стол), желательно металлическая, а также три уголка шириной полки не менее 4,5 см и толщиной металла не менее 0,3 см. Если вы намерены работать с крупногабаритными изделиями (длиной более одного метра), необходимы более широкие полки из более массивного металла. Промышленные уголки тоже могут подойти, но они предназначены для работы с более толстым металлом и длинными листами.
В дополнение вам понадобятся две металлические дверные петли и два винта диаметром 10-20 мм, и пружина. Также потребуется сварочный аппарат для приварки петель и дрель для сверления отверстий.
Что касается конструкций самодельного станка, используйте тавр шириной 7 см — 3 куска длиной 2,5 м, два винта диаметром 20 мм и небольшой металл толщиной 5 мм.
Процедура выглядит следующим образом:
Это самый прочный вариант; он позволяет гнуть длинные изделия и листы большой толщины. Даже если такие станки могут не всегда быть востребованы, вы всегда можете уменьшить их размер. На видео вы можете увидеть аналогичную конструкцию, но меньшего размера и с другим расположением прижимной планки. Кстати, к винту можно добавить пружину, тогда поднимать планку будет гораздо легче. Эта конструкция интересна тем, что она может использовать фланцы, тогда как со стандартными устройствами это невозможно.
Листогиб из уголка с прижимной планкой
Эта модель изготовляется с использованием толстостенного углового металла, а рама сварена в форме обычной строительной эстакады из этого же металла. Ручка взята от поврежденной тележки, а конструкция винтов внесена своими особенностями — они длинные, а ручка выполнена в форме Г-образного рычага, что позволяет легко откручивать и прикручивать.











