Некоторые сантехники используют метод продувания трубы после процесса сварки, чтобы убедиться в том, что соединение выполнено корректно и не имеет заделанных участков. Однако, по моему опыту, такие ситуации обычно не возникают, при условии, что температура сварки и продолжительность нагрева выбраны правильно. Тем не менее, теоретически можно столкнуться с проблемой, если использовать полипропилен низкого качества от неназванных производителей.
Виды полипропиленовых труб. Инструкция по пайке. Советы и правила

Полипропиленовые трубы обрели популярность в строительстве благодаря своей доступности и универсальности. Они значительно расширили возможности соединения различных систем водоснабжения и отопления. Одним из самых надежных и удобных методов соединения является сварка. Для того чтобы успешно и качественно выполнить эту задачу, необходимо ознакомиться с некоторыми нюансами, которые рассматриваются в данной статье.
Типы труб
- Диаметр трубы – это основной параметр, определяющий ее применение в определенных системах.
- Толщина стенки. Этот фактор критически важен, поскольку от него зависит длительность нагрева трубы. Чем больше толщина стенки, тем дольше потребуется времени для достижения необходимой температуры, а иногда необходимо использовать более высокие температуры.
- Внешнее или внутреннее армирование. Этот этап нередко остается без внимания, но он имеет огромное значение. Некоторые трубы для повышения прочности укреплены металлом. Это армирование может располагаться как внутри, так и снаружи трубы. Работа с такими трубами требует учета ряда особенностей.
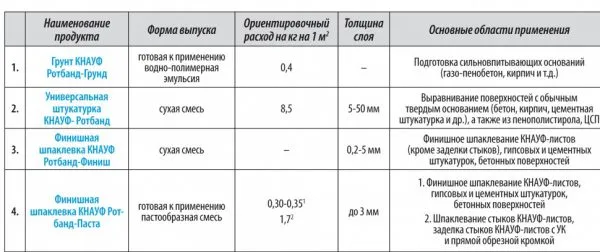
В таблице ниже приведены оценки, относящиеся к каждому типу трубы и ее применению.
Применение и особенности:
PN 10
Подходит для холодной воды и для обогрева полов при температуре до 45°C. Трубы имеют относительно тонкие стенки.
PN 16
Применяется в системах водоснабжения как высокого, так и низкого давления.
PN 20
Многофункциональная труба, предназначенная для подачи воды при температуре до 85°C.
PN 25
Используется для горячего водоснабжения и отопления с подачей воды при температуре до 95°C. Эти трубы усиливаются алюминиевой фольгой.
Трубы данного типа прекрасно подходят для соединения пластиковых труб с металлическими.
Типы соединения полипропиленовых труб
При нагревании полипропилена происходит диффузия, что означает перемешивание его частиц. Важно отметить, что при охлаждении этот процесс обратно не происходит, и арматура становится монолитной. Это свойство активно используется для осуществления соединения двух труб. Рассмотрим более детально, как добиться качественного результата.
Муфтовая сварка
Этот метод соединения является наиболее распространенным и популярным благодаря своей легкости выполнения и доступности. Для соединения труб одинакового диаметра используется специальный фитинг – соединитель. Его внутренний диаметр несколько меньше наружного диаметра свариваемых труб.
Сварка осуществляется путем нагрева и плавления внешней поверхности трубы и внутренней поверхности раструба. В результате труба вставляется в раструб, а процедура повторяется с другой частью трубы, после чего соединение считается готовым.
Стыковая сварка
Этот метод применяется в основном в производственных условиях. Он заключается в расплавлении фланцев труб одинакового диаметра, которые затем соединяются, образуя крепкий стык. Однако такой метод требует идеального выравнивания, что не всегда возможно в домашних условиях.
Среди недостатков данного метода можно выделить то, что прочность соединения будет ниже, поэтому стыковая сварка не так популярна среди мастеров.
Холодная сварка
Холодная сварка, то есть пайка с применением специального клея, является еще одним методом соединения. На поверхность трубы наносится клей, содержащий сильный растворитель, который размягчает пластиковые поверхности, позволяя соединить их вместе.
Тем не менее, основным недостатком холодной сварки является низкая прочность и недостаточная герметичность соединения. Кроме того, время высыхания данного метода составляет 24 часа или более, что делает его менее эффективным по сравнению с термической сваркой.
При выполнении работ в домашних условиях рекомендуем использовать заглушки, что будет рассмотрено подробнее далее.
Инструмент для спаивания
Сварочный утюг, или, как его еще называют, «аппарат для сварки полипропиленовых труб и фитингов», является необходимым и важным инструментом в данной области. Он представляет собой нагревательный элемент с насадками для труб различных диаметров, причем эти насадки имеют антипригарное покрытие. Насадка состоит из двух половин: одна предназначена для нагрева трубы (труба входит в насадку), а другая – для нагрева фитинга изнутри. Таким образом, для каждого сварного шва требуется собственный фитинг, поскольку невозможно сварить все трубы вместе!

Нельзя не упомянуть, что существует метод сварки пластиковых труб без применения фитингов, однако такая технология является более специализированной и в основном используется для труб большого диаметра в промышленности.
Зачистка труб – это процесс подготовки армированной алюминием трубы к сварке. Она подразумевает снятие верхнего слоя алюминиевой фольги. Подобные трубы встречаются значительно реже и в основном служат для сварки старых линий связи. В крайнем случае данный инструмент можно заменить острым ножом, который предназначен для аккуратного разрезания фольги вокруг места сварки и снятия слоя алюминия.

При использовании этого инструмента также возможно незначительное изменение толщины снимаемого слоя, если немного отрегулировать лезвия.

Следует отметить, что данная методика снятия слоя является экстренной, так как она является довольно неудобной и требует значительного времени. Кроме того, она менее эффективна по сравнению с заводским инструментом.
Инструмент для чистки трубы при заделке отличается от рассматриваемых выше инструментов тем, что он не срезает верхний слой трубы. Он отсекает трубу с торца, что позволяет прорезать несколько миллиметров алюминия внутри трубы. Трубы с таким армированием часто называют «ленивыми трубами», так как предполагается, что они не требуют зачистки. На самом деле в зачистке нет необходимости, однако следует помнить о важности покрытия, которое предотвращает контакт алюминия с водой. Стоит подчеркнуть, что фитинг подходит только для труб одного и того же производителя, потому что маловероятно, что разные трубы будут обработаны с одинаковой степенью точности. При сварке труб диаметром 20-25 мм можно обойтись и без данного инструмента, главное — следить за тем, чтобы алюминий сваривался через видимый слой полипропилена на концах.
Если же используются неармированные или армированные стекловолокном трубы, то скребки и наконечники для труб не потребуются.
Труборез также является подходящим инструментом. Несмотря на то, что в экстренных ситуациях можно воспользоваться ножовкой или даже болторезом, такие методы крайне неудобны, и лучше всего пользоваться специальными ножницами!

Карандаш и рулетка также необходимы для проведения работ.
Температура паяльника и время сварки
Температура сварки для труб из полипропилена одинакова для всех типов арматуры и всех диаметров и составляет 260℃. Эта температура должна быть установлена на термостате паяльника и всегда поддерживаться на стабильном уровне. В процессе работы термостат может случайно быть изменен, поэтому рекомендуется периодически проверять его настройки. Температура 260 градусов Цельсия, с отклонением в несколько градусов, является оптимальной, и нет необходимости поднимать её выше!
Некоторые «гики» предпочитают устанавливать температуру на 300℃, что, как правило, соответствует максимальной настройке паяльника, в попытках ускорить процесс. Хотя правда, что речь здесь идет о повышении скорости пайки, такие действия могут негативно отразиться на качестве, а вероятность недостатков в пайке значительно возрастает! Перегрев материалов способен снизить прочность сварного шва, привести к загрязнению (полипропилен может прилипнуть к насадке и начать гореть), а также часто вызывает сужение внутреннего прохода трубы, что крайне нежелательно.

В терминологии сантехников «стык» обозначает конец трубы, который должен быть герметичным или иметь низкую пропускную способность, когда он соединен с фитингом. Нередко такой дефект становится причиной катастрофически низкого давления в системе водоснабжения или плохого тепла, подаваемого в радиаторы. Дефекты, возникающие в процессе пайки, являются следствием неуместного увеличения температуры или времени пайки, а также Erroneous calculations and technology, примененных в процессе монтажа.
По этой причине опытные мастера, работающие с полипропиленом, при установлении температуры паяльника учитывают не только заявленные параметры, но и качество используемых материалов. Также следует следить за временем нагрева, которое зависит от условий окружающей среды. Например, если температура окружающей среды составляет всего 5 °C, это может потребовать увеличения времени нагрева с 5 секунд (для труб диаметром 20 мм) до 7-8 секунд, при этом температура в самом паяльнике может не измениться.
Наработав практический опыт пайки качественных труб по указанным выше параметрам, можно будет выработать свое «чувство» материала, научившись определять, перегрет ли паяльник или наоборот, недостаточно нагрет. И только после этого можно перейти к экспериментам с температурами сварки, конечно, в пределах указанных диапазонов.
Процесс спаивания ПП-труб
После включения паяльника ему необходимо дать прогреться приблизительно 10 минут. Если на соплах осталась грязь, следует удалить её мягкой тканью без синтетических волокон или специальной бумагой, находящейся близ паяльника в горячем состоянии. Удалять загрязнения металлическими предметами крайне не рекомендуется, так как это может повредить антипригарное покрытие.
При соединении трубы с фитингом важно соблюсти глубину, на которую труба вводится в раструб, что обычно составляет 15 мм для труб диаметром 20 мм и 20 мм для труб других диаметров. Измерение этого размера стоит производить рулеткой на отдельно рассматриваемом элементе, поскольку метчик на фитинге имеет четко определенные параметры.
Перед началом сварки необходимо протереть внутреннюю поверхность трубы и фитинга чистой и сухой тряпкой, чтобы обеспечить лучшее качество соединения. Конечно же, не требуется достигать стерильности — использовать спирт для протирки, как советует некоторые источники, не обязательно.
Далее труба и фитинг должны быть одновременно помещены на противоположные стороны нагретой насадки и выдержаны на необходимое время для нагрева. Пока полипропилен теплообрабатывается, нет нужды вращать трубу и фитинг для более быстрого ввода их в сопло! Если же фитинг сложно вставляется в насадку, имеется необходимость задействовать мышцы груди.
Некоторые насадки сконструированы таким образом, что в них вписывающиеся фитинги требуют значительных усилий для вставки, а сами фитинги могут полностью зайти в насадку через 3-5 секунд. Как же определить, когда следует начинать отсчет времени правильного нагрева? Первое, что необходимо сделать – ознакомиться с документом TR 125-02, прописанным в утвержденной документации:
«Время нагрева и плавления – это время, измеряемое с момента, когда трубы и фитинги полностью вставлены в рабочие элементы электронагревателя и подходят для соединения.»
Так как вписывание трубки в насадку обычно подразумевает сложности, а новичку может быть трудно осознать, целиком ли она вставлена, рекомендуется заранее отметить на трубе метки, до каких глубин ее следует заводить в паяльник. Точная глубина может немного варьироваться в зависимости от производителя, поэтому лучше всего заранее измерить замеры в гнезде фитинга.
Данная практика будет полезна начинающим пайщикам. Позвольте упомянуть, что с опытом приходит понимание: при наличии «плотных» сопел и стандартном времени нагрева будет происходить излишнее расплавление материалов.

После того как труба и фитинг были удалены с насадки, их следует соединить как можно быстрее и удерживать в неподвижном состоянии в течение нескольких секунд (время сварки можно найти в таблице выше). Цель состоит в том, чтобы после извлечения паяльника оставалось как минимум 1-3 секунды для соединения. Даже после истечения времени сварки необходимо следить за тем, чтобы на свариваемые участки не воздействовали внешние силы в течение нескольких минут. Даже вес самой сварной трубы способен повредить шов.
Во время сварки ни в коем случае нельзя поворачивать трубу в фитинге; соединение должно произойти в правильном положении. В качестве ориентира можно провести линию на свариваемых трубах и фитингах, чтобы их соединять более точно. Тем не менее, не стоит безоговорочно полагаться только на линии, необходимо учитывать условия в целом. Безусловно, в процессе соединения есть возможность небольшого исправления в течение одного секунды, когда можно попытаться устранить незначительные ошибки сварки.

Правильные сварные фитинги должны образовать уплотнительный буртик вокруг трубы в месте соединения. Если вы заглянете внутрь фитинга, то сможете увидеть, что край трубы также немного оплавлен.
Как правильно спаять отопление и водопровод из полипропилена

Цены на полипропиленовые трубы и фитинги значительно ниже, чем на другие полимеры, такие как металлопластик или сшитый полиэтилен. Однако можно сэкономить дважды — первый раз, приобретая трубопроводы и фитинги с корректным соотношением цена-качество, и второй раз за счет использования ненадлежащего паяльника или самодельных нагревательных элементов.
Суть вопроса заключается в том, что в интернете можно найти множество инструкций и видеороликов о том, как осуществлять соединение труб, однако они зачастую не учитывают реальные условия монтажа. Например, домовладелец может изучить, как правильно приваривать фитинги на столе, но эта инструкция говорит лишь о теории, не затрагивая практике установки и соединения уже готовых элементов. Поэтому предлагается изменить подход: сварка полипропиленовых труб должна совмещаться с процессом монтажа.
- 1 Этапы монтажных работ
- 1.1 Рисуем монтажную схему.
- 1.2 Подбираем паяльник для полипропилена и другие инструменты.
- 1.3 Производим пайку первого стыка.
- 1.4 Собираем секции на столе.
- 1.5 Свариваем участки в затрудненных условиях.
Этапы монтажных работ
Низкая стоимость полипропиленовых систем полностью компенсируется сложностью сварки изделий из ППР. По степени сложности в монтаже лишь стальные и медные трубы могут быть сравнительно более трудоемкими, так как их необходимо соединять с использованием газовой горелки. Пластиковые и полиэтиленовые трубопроводы, хотя проще в установке, стоят дороже.

Для достижения надежной и эстетически привлекательной сварки полипропиленовых труб в системах водоснабжения и отопления настоятельно рекомендуется следовать следующему алгоритму действий:
- На первом этапе нарисуйте схему водопровода и отопления, перенесите отображения магистралей на стены помещений.
- Заранее подготовьте все необходимые инструменты и приспособления. Мы рекомендуем арендовать профессиональный сварочный аппарат (он же паяльник или «утюг») вместо того, чтобы его приобретать.
- Нарежьте необходимые заготовки и произведите сварку секций системы в условиях, комфортных для работы – на столе.
- Закрепите готовые участки на месте и соедините между собой. Все подключения к сантехническим и обогревательным приборам нужно выполнять только после завершения сварочных работ.
Примечание: Составив схему и обозначив трассы на стенах, вы сможете точно определить необходимые аксессуары — отверстия, изгибы, соединители — и узнать, сколько труб нужно для закупки.
Рисуем монтажную схему
На этапе проектирования трубопроводов и подключения водопровода крайне важно иметь под рукой проект отопления и водоснабжения. Если схема еще не разработана и диаметры труб не определены, рекомендуем прежде всего ознакомиться с рекомендациями по выбору системы отопления для вашего дома.
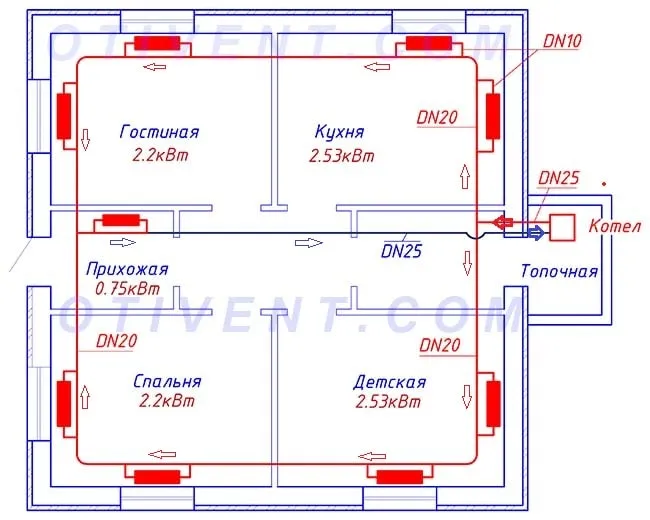
Перед тем как покупать и сваривать полипропиленовые компоненты, перенесите схему на реальные условия:
- Определите контуры радиаторов или заранее установите все отопительные приборы.
- Отметьте на внутренних поверхностях стен точки установки водяных розеток, кранов, распределительных коллекторов и прочих арматур, используя карандаш или маркер.
- Воспользуйтесь длинной рейкой и строительным уровнем для соединения отмеченных точек линиями, по которым потом проложите пластиковые трубы.
- По количеству разветвлений и поворотов трубопроводов определите потребность в фитингах – тройниках, муфтах и отводах.
Важное замечание: Помните, что фильтры нужно устанавливать в правильном положении — горизонтально, «носиком» вниз. Выберите подстраиваемые прямые участки для монтажа водяных фильтров.
После того, как вы перенесли проекции на стены, легко подсчитать, сколько полипропиленовых труб вам потребуется, измерив длину линий рулеткой. Не забудьте приобрести пластиковые хомуты для крепления труб.

При покупке фитингов и труб следует учитывать несколько рекомендаций:
- пайка пластиковых труб выполняется путем углубления каждого конца в фасонный элемент до глубины 14—22 мм (в зависимости от диаметра); следовательно, длина каждого прямого соединения увеличивается на 3—5 см;
- в системах отопления и ГВС полипропилен расширяется при нагреве, и для избежания изгибов магистралей целесообразно увлажнять гибкие фитинги — компенсационные петли;
- для пересечения трубопроводов используйте обходные элементы, выполненные из ППР;
- для горячего водоснабжения и передачи теплоносителя необходимо использовать трубы, армированные алюминиевой фольгой, базальтовым или стекловолокном.
Соединение ППР без сварки
Время от времени появляются ситуации, когда применение стандартных полипропиленовых фитингов для сварки оказывается неразумным. Например, если соединитель находится в труднодоступном месте или если свет неожиданно отключился во время установки, и требуется быстро соединить части. В этом случае применяются три метода:
- разогрев газовой горелкой и последующая стыковка;
- применение компрессионной муфты типа Gebo;
- посадка элементов на анаэробный клей.
Поскольку указанные выше варианты считаются одноразовыми, сварка и нагрев с горелкой не способны обеспечить необходимую надежность соединений и применяются только в крайних ситуациях в системах холодного водоснабжения. Соединения для отопления и горячего водоснабжения выполнять таким образом нецелесообразно. Розетки Gebo показывают высокую надежность, но стоят достаточно дорого.

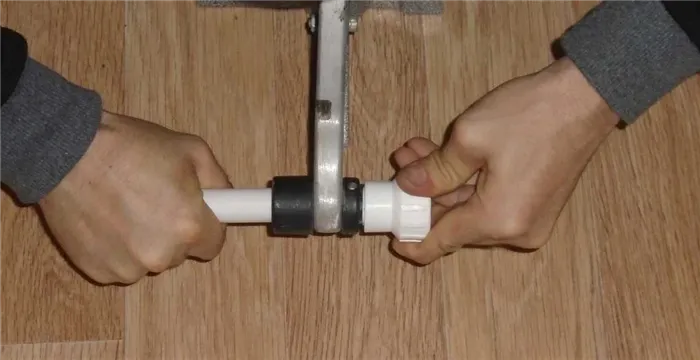
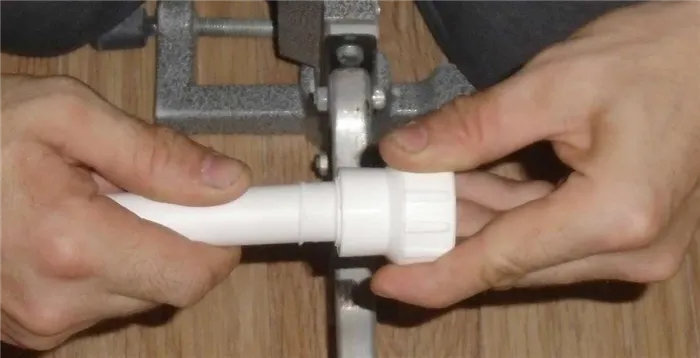
Техника соединения без сварки достаточно проста: детали тщательно очищаются, а затем прогреваются горелкой, после чего их соединяют и фиксируют в течение 6-10 секунд. Этот процесс подробно показан в следующем видеоролике.
При работе с анаэробным герметиком соблюдайте инструкции на упаковке. Очищенные и обезжиренные концовые участки трубы и раструбы фитинга обрабатываются небольшим количеством клея, после чего соедините элементы, сжав их вместе.
Процесс сварки ППР труб
Ключ к успеху — выполнять как можно больше сборок в одном месте, на рабочем верстаке. Рекомендуется проводить монтажные работы с помощником, поскольку при одноосной сборке легко совершить ошибку.
Подготовка паяльного аппарата

Рабочие пары – шпиндели и заглушки – устанавливаются на нагреватель и затягиваются специальными винтами. Диаметры должны соответствовать рабочим требованиям. Если предусмотрен только один тип труб, достаточно установить одну пару как можно ближе к концу нагревательного устройства.
Важно! Удобнее работать, если устройство надежно фиксируется на столешнице верстака. Рекомендуется, чтобы конструкция включала винт для крепления к краю стола. Если это невозможно, можно закрепить устройство к поверхности с помощью саморезов, причем поверхность должна быть специальная.
Для полипропилена необходима температура 260 градусов на паяльнике. Эта температура одинакова для всех труб, а отличия наблюдаются только в времени их нагрева.
Убедитесь, что рабочая температура достигнута. Для этого проверьте средства измерения, которые присутствуют на данном аппарате.
Важно! Перед подсоединением и нагревом убедитесь, что разъемы очищены от пыли и грязи, а также обезжирены.
Разметка соединения
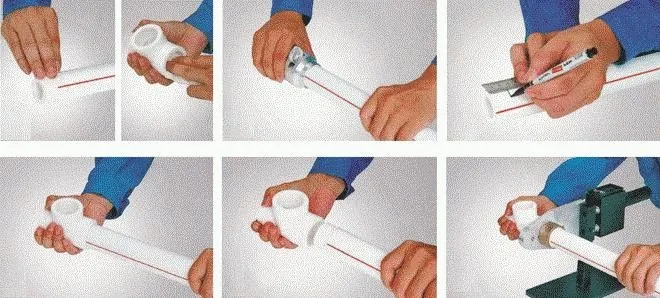
Следующий шаг – гравировка соединения. Измерьте длину достройки и отметьте её карандашом или маркером. Этот участок, где шланг вставляется в патрубок нагревателя, нужно учитывать. Для каждого диаметра используются свои значения, которым необходимо следовать. Если это необходимо, добавьте дополнительную отметку, если важно правильное взаиморасположение деталей муфты.
Соединение труб

Затем одновременно вставьте отмеченные участки трубы в сварочную муфту, а соединительный элемент – в люк. Труба должна быть введена до указанной метки, муфтовый элемент – до упора.
После вставки элементов время нагрева рассчитывается в соответствии с диаметром трубы и должно строго соблюдаться.
По прошествии предусмотренного времени нагрева компоненты следует извлекать одновременно. У техника имеется всего несколько секунд для того, чтобы соединить их и задать правильное положение. Плотные прижатия деталей между собой обязательны. В течение первых 1-2 секунд допускается небольшая корректировка. Элементы остаются на своем месте на протяжении всего времени фиксации.
На протяжении всего процесса полимеризации полипропилена не разрешается использовать или нагружать конечное соединение.
Перед первой сваркой полипропиленовых труб рекомендуется освоить базовые навыки на запасных фитингах и трубах. При успешной сварке образуется «пятка» в 1 мм, что не изменяет внешний вид изделия.
Следите за новостями и полезным контентом на Youtube, Вконтакте и Яндекс Дзен!
Как снизить вероятность брака?
Чтобы избежать серьезных ошибок в процессе сварки, рекомендуем следовать следующим рекомендациям:
- выдерживайте минимальную погрешность между деталями во время соприкосновения соединительных элементов;
- недостаточный нагрев деталей способствует низкой вязкости, что влияет на диффузное взаимодействие;
- перегрев вызывает чрезмерное плавление краев, приводя к изгибу и заломам соединяемых участков, уменьшению внутреннего диаметра;
- расстояние между местом установки паяльного аппарата и зоной монтажа составляет до 1,5 м;
- пайка полипропиленовых труб в неотапливаемых помещениях нежелательна, так же как и при отрицательных температурах;
- при настройке степени нагрева следует учитывать температуру на объекте и диаметр трубы;
- температура соединяемых компонентов должна оставаться одинаковой, перепады недопустимы.
После того как шов застывает, элементы удерживаются на месте. При фиксации суставы надежно соединяются. Повторный нагрев шва для исправления ошибки недопустим. Если соединение выполнено неудачно, необходимо его обрезать, отшлифовать и провести сварку заново. Сварка полипропиленовых труб расценивается как технологически сложный процесс, так как трудности заключаются в контроле качества соединений. Стыки должны оставаться примерно одинаковыми на различных участках трубы.
Мастера часто пренебрегают рекомендациями и пытаются согнуть трубу на месте, чтобы увеличить расстояние между секциями. Это ведет к увеличению статической нагрузки на стыки соединений и снижению их герметичности. Неправильные соединения негативно отражаются на эстетике общей конструкции. При внешнем размещении трубопроводов важно учитывать визуальные аспекты системы.
Оперативная последовательность нагрева является грубой ошибкой, приводящей к быстрому остыванию соединенных компонентов и неспособности провести соединение. Пока один элемент нагревается, второй успевает остыть. Частичное диффузное взаимодействие может стать причиной разрушения соединений из-за повышенных давлений и гидроудара. Это является явным нарушением технологии сварки, и эксплуатация таких труб безусловно недопустима.
Видео описание
Принудительное охлаждение соединения также нежелательно. Различия температуры могут стать причиной возникновения трещин и деформации в области сплава. Труба должна иметь возможность естественно остыть. Температура может быть скорректирована с помощью прикосновений к ней. Стоит предварительно проверить охлаждаемые зоны на предмет утечек, через продувку их. По завершении сварки следует пропустить через трубопровод воду, постепенно увеличивая давление и проверяя швы на герметичность и проницаемость.
Заключение
Наиболее распространенные ошибки связаны с мастерами, у которых отсутствует практический опыт сварки, даже если они знакомы с теорией применения полипропиленовых труб. Многие допускают ошибки, недооценив важность точных измерений длины труб, укладывают трубы «на глаз», предположив, что все будет в порядке, или измеряют опережающим образом без учета допусков. В результате такая ошибка может существенно усложнить подсоединение труб с паяльником.
Кроме того, нередки случаи, когда мастера пытаются согнуть трубу, чтобы создать больше места между секциями. Это, безусловно, приводит к увеличению статической нагрузки на стыки и снижению герметичности, что непременно влияет на внешний вид всей системы.
Следует также помнить, что последовательный нагрев — это явная ошибка, приводящая к быстрому охлаждению соединенных участков и невозможности их объединения. При этом, пока второй элемент нагревается, первый уже успевает остыть. Частичное диффузное взаимодействие часто становится причиной разрушения соединений из-за больших давлений и гидроудара, что становится грубым нарушением технологии. Эксплуатация такой трубы при любых обстоятельствах категорически запрещена.