Данная статья является исчерпывающим ресурсом, посвящённым процессу сварки полипропиленовых труб. Каждый новичок в области сантехнических работ сможет самостоятельно и уверенно соединить их. Мы также предоставим рекомендации по использованию паяльника для соединения пластиковых труб и фитингов, а также обсудим альтернативные методы соединения, которые могут быть применены в различных ситуациях.
Способы соединения полипропиленовых труб и последовательность работ
При необходимости монтажа пластиковых труб небольшого диаметра, не превышающего 63 мм, практическим путем выделяются два основных метода соединения:
- раструбная сварка — в данном варианте один конец трубы предварительно расширяется и затем вставляется в другой, что позволяет создать надёжное соединение;
- муфтовая сварка — здесь концы двух труб соединяются через специальную муфту, что обеспечивает их надёжное совместное использование.
Стыковая сварка, в свою очередь, используется при соединении труб с большим диаметром, превышающим 63 мм. Этот способ монтажа не требует дополнительных компонентов, что гарантирует прочность стыка. Можно также использовать соответствующие фитинги, такие как сварочные муфты. Если диаметр труб составляет 40 мм, их можно удобно сваривать вручную, в то время как более крупные трубные элементы обычно требуют применения специализированной машины, которая производит их предварительное выравнивание.
Перед началом монтажа системы отопления настоятельно рекомендуется внимательно изучить весь процесс подключения труб. Это поможет избежать появления нежелательных нюансов в ходе работы, которые могут негативно отразиться на качестве финального отопительного оборудования.
На следующем этапе мы подробно рассмотрим основные аспекты соединения пластиковых труб для отопительных систем:
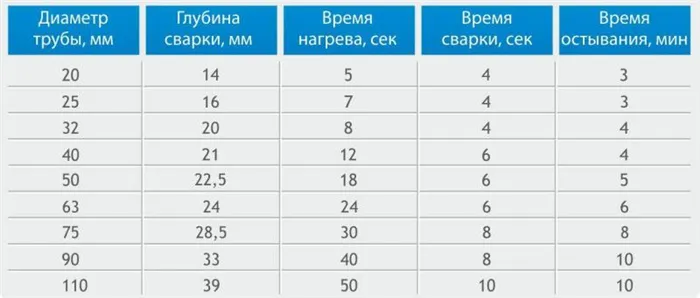
- Оптимальное время нагревания паяльника составляет 5 секунд.
- Рекомендуемая температура плавления полипропилена достигает 270°С, что можно установить с помощью специального тумблера на сварочном аппарате.
- Важно учитывать, что технология стыковки труб системы отопления будет варьироваться в зависимости от места проведения процедур и времени года. Например, в условиях отрицательных температур или при монтаже отопительных систем на улице необходимо немного увеличить время нагрева, либо повысить температуру для плавления полипропиленовых изделий.
- При соединении труб большего диаметра время нагрева материала также будет увеличено.
- Рекомендуемое время фиксации элементов большого диаметра после нагрева составляет не менее 30 секунд.
Теперь давайте подробным образом рассмотрим процесс сварки полипропиленовых труб:
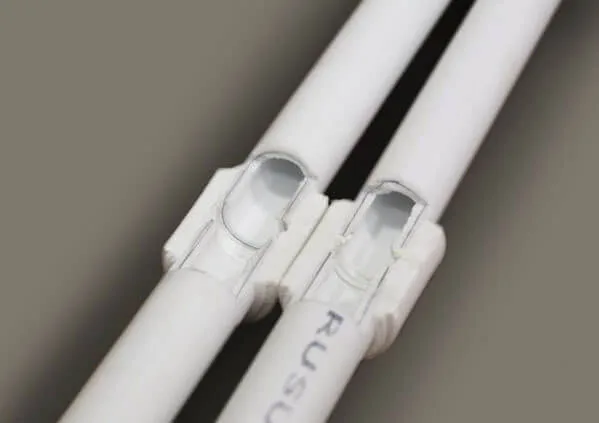
- По достижении необходимой температуры на насадки паяльника для полипропиленовых труб надеваются и одновременно разогреваются стыковочные детали — как для наружного, так и для внутреннего поперечного сечения труб.
- Во время процесса нагрева на концах труб формируются «отбортовки», что указывает на достаточное плавление материала.
- По завершении нагрева детали снимают с насадок и аккуратно соединяют, равномерно надавливая с обеих сторон друг на друга для фиксации в этом положении. Следует избегать каких-либо вращений или лишних движений, так как это может привести к образованию дефектов в шве.
- После соединения элементов важно удерживать их в зафиксированном состоянии на протяжении не менее 30 секунд, чтобы обеспечить надёжное сцепление. Борта соединения должны быть ровными на всей длине.
Когда детали полностью остынут, они будут готовы к использованию.
Методы соединения труб из металлопластика и PEX-труб
Металлопластиковые трубы и трубы PEX часто соединяются одним и тем же способом. Ниже представлена технология монтажа тепловых труб из упомянутых материалов.
Соединение металлопластиковых труб может производиться двумя основными методами:
- с применением компрессионных фитингов;
- с применением пресс-фитингов (опрессовка труб отопления).
Стыковка труб компрессионными фитингами
Компрессионные фитинги обеспечивают удобство в использовании. Фитинги с зажимными кольцами также подходят для монтажа систем холодного водоснабжения. Монтаж труб горячего водоснабжения также может выполняться с использованием тех же фитингов.
Для установки этих труб не требуется специального оборудования для соединения пластиковых и полипропиленовых элементов. Для соединения отрезков потребуется только гаечный ключ и ножницы.
Порядок нагрева элементов подключения выглядит следующим образом:
- На конец трубы со стороны соединения сначала надевается обжимная гайка.
- Затем за гайкой следует надеть кольцо разрезного типа, при этом край кольца должен располагаться на расстоянии около 1 мм от края трубы.
- Труба до упора насаживается на фитинг и фиксируется. При этом не нужно снимать фаску с трубы.
- Обжимная гайка прикручивается с помощью гаечных ключей.

Установка деталей для обжимного кольца и порядок сборки.
Важно не прилагать чрезмерных усилий при затягивании гайки, так как это может привести к порезанию трубы с последствиями герметичности соединения.
Стыковка труб с применением пресс-фитингов
Использование пресс-фитингов для металлопластиковых труб и для сшитого полипропилена предлагает надежные способы соединения частей отопительной системы. Однако стоит отметить, что такие конструкции не могут быть отключены после установки, что ограничивает возможность редактирования системы. В этом случае требуется использование профессионального пресс-инструмента.
Для подключения нагревательных элементов с использованием пресс-фитингов следует придерживаться следующей последовательности:
- На конец трубы надевается гильза зажимного типа с нарезной резьбой.
- В трубу до упора помещается расширитель, соответствующий необходимому поперечному сечению.
- Рукоятки расширителя соединяются и удерживаются в этом положении на короткое время.
- Штуцер фитинга вставляется в трубу. Благодаря уникальному молекулярному составу материала, трубы поддаются усадке, что обеспечивает плотное соединение фитинга с трубой.
- При помощи ручного или гидравлического пресса надежно выполняется запрессовка на фитинг.

Процесс опрессовки с помощью специального инструмента.
Особенности монтажа полипропиленовых труб
Установка дополнительного оборудования
При установке полипропиленовых труб необходимо учитывать коэффициент теплового расширения материала. Это особенно важно для систем отопления и горячего водоснабжения, поскольку в таких системах требуется установка компенсаторов для пластиковых труб.
Основные функции компенсаторов включают:
- Поглощение температурных колебаний и резких скачков давления в трубопроводах горячей воды и отопления.
- Сохранение целостности всей системы, что значительно увеличивает срок службы.
- Общая надежность пластикового трубопровода, что обеспечивает его долгосрочную эксплуатацию.
Компенсаторы можно классифицировать по материалу, из которого они изготовлены:
- осевые сильфонные компенсаторы (КСО);
- сильфонные компенсаторы общего назначения (ОПН);
- компенсаторы сдвигового типа (КСС);
- поворотные компенсаторы (КСП);
- универсальные компенсаторы (КСУ).
Деформационные швы общего назначения обычно устанавливаются в небольших строительных объектах. Кроме того, существуют устройства, включающие гибкие соединения из резины. Наиболее распространены U- и L-образные соединители, а также модульные компенсаторы и конструкции типа «змейка».

На изображении показаны шарнирные компенсаторы (слева) и U-образные компенсаторы (справа).
Резьбовое соединение с металлическими трубами (американка)
Резьбовое соединение пластиковых труб меньше по прочности в сравнении с сварным методом. Однако грубо сваренные элементы такой конструкции обеспечивают большую герметичность. Если по каким-то причина могут возникнуть трудности с использованием сварки, оптимальным решением будут американские муфты для полипропиленовых труб.
Эти специальные съемные комбинированные детали имеют металлическую нить с одной стороны и полипропиленовую основу с другой. Таким образом, одна часть прикручивается к металлическому элементу, а другая — приваривается к пластиковому трубопроводу.

Американские муфты могут использоваться повторно, что делает их экономически выгодными.
С какими деталями стыкуются изделия из полипропилена
Если вам требуется узнать, как соединить полипропиленовые трубы, данное объяснение будет вам полезно. Полипропиленовые трубы широко используются для прокладки водопроводных, отопительных и орошательных систем. Благодаря своей долговечности, которая достигает около 50 лет, такой вид труб часто выбирается для замены устаревших систем. Более того, их легко комбинировать с дополнительными элементами, изготовленными из стали или полиэтилена.
Полипропиленовые трубы классифицируются в зависимости от их назначения:
- Обычные трубы, используемые для монтажа трубопроводов, перекачивающих холодную воду (PN 10, 16).
- Универсальные толстостенные трубы, допускающие подачу горячей воды с температурой до +80ºC, что соответствует классу PN 20.
- Композитные трубы, имеющие прослойку из металла или капрона, очищаемую до сварки. Такие трубы используются в системах отопления, где температура горячей воды может достигать +95ºC (PN 25).
Трубные фитинги из полипропилена известны тем, что между соединяемыми элементами отсутствуют швы, что значительно упрощает процесс монтажа.
Для труб диаметром менее 50 мм можно использовать разнообразные типы фитингов:
- муфты для соединения труб одного диаметра;
- крестовины для создания ответвлений;
- заглушки для герметизации концов труб;
- переходники для соединения труб различных диаметров;
- штуцерные фитинги для стыковки труб с гибкими шлангами.

Если вы решились на самостоятельную укладку полипропиленовых труб, первым шагом станет приобретение или аренда специального паяльника и необходимых насадок.
Кроме того, не забудьте о дополнительных инструментах, необходимых для работы:
- ножницы для резки пластиковых труб;
- рулетка и маркер для разметки;
- инструмент для зачистки поверхностей труб.
Сваривание труб
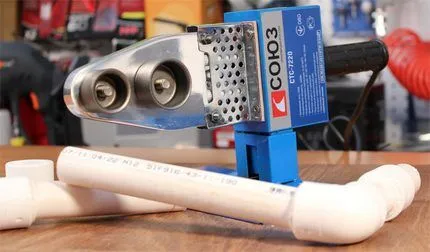
Трубная арматура включает обязательные нагревательные и быстроразъемные соединения. Для пайки полипропиленовых компонентов используются бытовые приборы мощностью до 1 кВт, что является достаточным для быстрого и качественного нагрева материала. В промышленности применяются более мощные и дорогие устройства. Если вы приобретете специализированный паяльник для этих целей, вы получите насадки под все возможные диаметры труб. Полипропиленовые трубы требуют нагрева снаружи, в то время как фитинги — изнутри.

Как правильно использовать паяльник? Сначала подключите аппарат к электросети и задайте нужную температуру нагрева, которая зависит от размера поперечного сечения применяемых труб. Среднее значение колеблется в диапазоне +250̊ до +270̊C.
Во-вторых, обязательно используйте защитные перчатки, чтобы избежать ожогов даже при минимальном касании к раскалённым частям. Важно соблюдать осторожность и основные меры безопасности в процессе сварки труб в домашних условиях. Дополнительную информацию по этому вопросу можно найти в статье «Какое соединение полипропиленовых труб самое безопасное — виды и свойства соединения».
Спаивание труб
Рассмотрим процесс соединения труб с помощью сварки:
- С помощью острых ножниц или ножовки, не создающей деформаций, отрезать трубы, соблюдая угол 90̊. Если вы не знаете, как это хранишь сделать, рекомендуется ознакомиться с дополнительной информацией.
- При наличии на торце заусениц тщательно их убрать.
- Определить глубину спайки — отмерить необходимый участок трубы для вхождения в муфту или тройник, отметив его маркером. Помните, что глубина погружения в соединительный элемент зависит от диаметра труб. Чем больше диаметр, тем больше должен быть участок для спайки.
Алгоритм несколько изменяется в случае армированных труб. Перед сваркой необходимо удалить верхний слой трубной продукции, содержащий алюминиевую фольгу, базальтовое волокно или капрон. Для этого используют специальный инструмент, который позволяет аккуратно снять необходимый слой. При удалении фольги необходимо проявлять предельную осторожность — даже небольшое превышение может негативно сказаться на герметичности сварного шва.

Дальнейшие шаги в процессе сварки:
- Разместить паяльник на ровной и прочной поверхности, установив соответствующие нагревательные насадки заранее, в зависимости от диаметра труб.
- Одновременно на раскалённые насадки с обеих сторон насаживаются труба и фитинг, продвигая их до заданной маркером разметки.
- Дать пластике нагреть достаточное время, которое зависит от диаметра труб. Например, если диаметр изделия составляет 20 мм, время нагрева стоит около 6 секунд; для 32 мм это время увеличивается до 8 секунд.
- Затем снимаем нагретые элементы с насадок и обеспечиваем плотное соприкосновение друг с другом. Никаких поворотов или дополнительных движений допускаем не следует.
- Для обеспечения качественного застывания полипропилена и создания неразъёмного соединения удерживайте элементы в зафиксированном положении от 4 до 10 секунд. Это время будет достаточным для уверенности в надёжности шва.
Обратите внимание, что максимально допустимое время нагрева должно строго соблюдаться. Недостаточное время может привести к протечкам. В то время как долговременный перегрев может вызвать уплотнение внутренней поверхности трубы и даже возгорание. Не убирайте нагретую ткань сразу, так как такой шаг может привести к дополнительной деформации. Лучше подождать охлаждения соединения и только затем удалить излишки.
Способы соединения полимерных труб
Соединение пластиковых труб может осуществляться одним из двух способов, в зависимости от условий монтажа:
- Пайка — это процесс, предполагающий разогрев и состыковку расплавленных концов элементов.
- Метод без пайки — подразумевает соединение труб посредством компрессионных фитингов или «холодной» сварки.
Второй метод удобен тем, что не требуется специальное оборудование, все работы осуществляются с помощью простого инструмента — накидного ключа.
Сварка полипропиленовых труб должна производиться с использованием сварочного аппарата, по типу того, что применяется для сваривания металлических труб.
Сварочное оборудование оснащено соплами для наружной сварки трубы и триггерами для внутренней сварки.
Нагревательный элемент сварочного устройства достигает требуемой температуры, установленной оператором, и передает её на сопло и шпиндель. Таким образом, это приводит к плавлению полимерных деталей до вязкого состояния.
Во время нагрева важно контролировать время, которое зависит от толщины стенки полипропиленовой трубы, чтобы остаться в рамках допустимых пределов. Перегрев может деформировать соединяемые детали, в то время как недогрев приведёт к недостаточно надежному соединению.
Полипропиленовые трубы с толщиной стенки более 4 мм и диаметром более 50 мм должны соединяться сваркой:
Трубы диаметром более 50 мм соединяются методом точечной сварки с использованием круглых нагревательных элементов.
Круглый нагревательный элемент адаптирован под диаметр соединяемой трубы.
Перед нагревом поверхности труб должны быть обработаны таким образом, чтобы они были идеально перпендикулярны их оси.
После нагрева соединяемые элементы должны быть быстро объединены, пока расплавленный полимер не начнёт застывать. Важно при этом аккуратно действовать и тщательно отцентрировать трубы.
Инструменты для соединения
Важнейшим инструментом для соединения пластиковых труб является сварочный поршень, который представляет собой паяльник, работающий через 220 В. Принцип работы данного устройства довольно прост. В качестве нагревательного элемента используется сварочная катушка, размещённая в металлическом корпусе.
Нагревательный элемент разогревает плату до определённой температуры, которая, в свою очередь, нагревает сопла. Термостат отвечает за поддержание оптимальной температуры сопла. Об этапе сварки и типичных ошибках, которые могут быть допущены при соединении полипропиленовых труб, рассказывается в следующей статье, которую мы рекомендуем вам прочитать.
Сварочный аппарат представляет собой компактное и лёгкое оборудование с пазами для размещения раструба трубы и шпинделем для фитингов.
Устройство включает полноценные нагревательные подушки, которые при нагреве до заданной температуры размягчают пропилен, обеспечивая надёжное соединение его частей.
Выбор насадок осуществляется в зависимости от диаметра используемых труб:
- 20-й размер — для труб диаметром в полдюйма;
- 25-й — для изделий диаметром 0,75 дюйма;
- 40-й — для элементов сечением 1,25 дюйма.
Поскольку стоимость такого сварочного инструмента может быть высокой, а потребность в частом использовании зачастую отсутствует, более разумным будет взять его в аренду на день или два помимо процесса монтажа.
Для качественного резания и подготовки сварных деталей рекомендуется использование специализированного инструмента — трубореза, который обеспечивает ровный, гладкий и аккуратный срез.

Режущий элемент трубореза включает лезвие из нержавеющей стали и снабжён резиновой рукояткой для удобства в использовании.
Если у вас нет трубореза, можно воспользоваться болторезом или ножовкой. Обратите внимание, что при использовании данных инструментов после реза на срезе может остаться только шов, который можно легко устранить, отшлифовав его наждачной бумагой.
Кроме основных инструментов, вам также понадобятся дополнительные инструменты, необходимые для выполнения работ:
- угольник;
- строительная рулетка;
- простой карандаш или маркер для отметок.
Если вы планируете соединять трубы с помощью «холодной» сварки, вам необходимо заранее приобрести термопластичный клей на основе полиэфирной или эпоксидной смолы или его термопластичный аналог на основе резины.
Основные этапы технологии пайки
Успешный монтаж полимерной системы водоснабжения или отопления зависит от тщательного расчета необходимого материала и профессионального выполнения соединений компонентов.
Этап #1 — расчет материала и комплектующих
Чтобы упростить процесс и минимизировать возможные ошибки, сначала необходимо нарисовать план создаваемой системы с указанием количества ответвлений и пересечений. При расчете суммы труб к длинам каждой секции следует добавлять 25-40 мм для учёта сварочных соединений.

Цена полимерных изделий и компонентов, необходимых для их монтажа, достаточно низкая, что позволяет в случае возникновения дефектных сварных соединений, которые могут привести к проблемам на ранней стадии эксплуатации, легко исправить данную ситуацию и сделать несоразмерные вложения.
Если у вас нет опыта в сварке полипропиленовых труб, стоит предварительно приобрести несколько трубных секций для практики. Они не только позволят вам ознакомиться с процессом, но и будут экономически оправданы.
Важно помнить, что пластиковые трубы могут значительно увеличивать коэффициент линейного расширения при высоких температурах.
Из-за этого, при повышении температуры или давления в системе, трубы могут деформироваться и провисать со временем. Чтобы избежать таких последствий, в местах установки длиной более 4-5 метров следует использовать компенсаторы.

Деформационные швы представляют собой соединители, оформленные в форме «U», которые действуют как шарниры, обеспечивая надёжность и функционирование системы.
Деформационные швы могут устанавливаться как в горизонтальном, так и в вертикальном направлении между двумя неподвижными опорами. В случае необходимости также можно приобрести специальные компенсаторы, которые помогают устранить линейное расширение на изгибах трубопровода.
Теперь выясним, как правильно сваривать полипропиленовые трубы, чтобы предотвратить утечки на стыках.
Этап #2 — пайка элементов трубопровода
Суть процесса сварки полипропиленовых труб заключается в нагреве краев соединяемых элементов под воздействием высокой температуры с последующим плотною их прижиманием друг к другу.

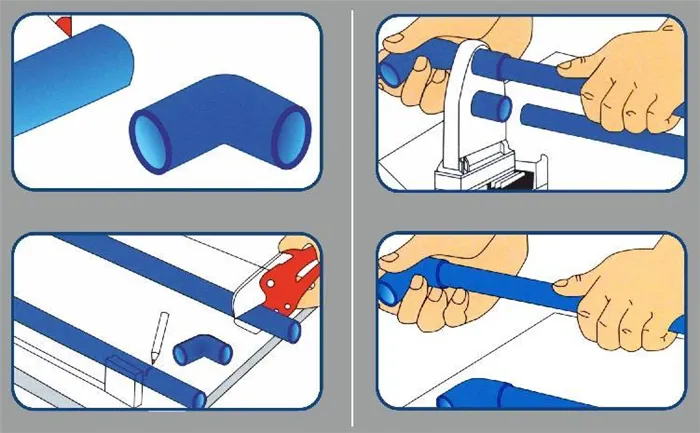
В процессе сварки труба нагревается с внешней стороны для создания надёжного герметичного соединения, в то время как вспомогательные элементы, используемые для сварки, нагреваются изнутри. На графике показана последовательность: 1 — маркировка; 2 — предварительный нагрев в течение необходимого времени; 3 — соединение двух деталей; 4 — протяжка по рекомендованному времени до остывания.
Перед началом работы подготовленные трубы, отрезанные до нужной длины, должны быть очищены от заусенцев и царапин. В случае если на трубе имеется внутренний или внешний мембранный слой, его обязательно надо предварительно снять с помощью зачистного инструмента с хорошо заточенными лезвиями.
Способы
Существуют различные технологии соединения полипропиленовых труб. Выбор метода будет определяться типом полипропиленовых труб и их назначением.
Холодная сварка основана на склеивании элементов между собой с прим использованием специального клея. Для начала потребуется обезжирить склеиваемые поверхности. После нанесения клея нужно подождать некоторое время, а затем соединить трубу с нужным элементом. Через примерно 20 минут соединение будет установленным и защищённым.


При подключении к фитингам из стали или чугуна данное методика допускается для труб с небольшим диаметром. Обычно фитинги применяются на поворотах и ответвлениях. Фитинги состоят из таких элементов, как колпачок, втулка и зажимное кольцо, которые опускаются в патрубок изделия. Труба крепится при помощи кованого кольца, входящего в конструкцию фитинга.
При соединении с фитингами необходимо соблюдать последовательность действий:
- разрезаем трубы под прямым углом;
- устраняем все заусенцы на соединяемой поверхности;
- надеваем гайку с фитинга на трубу и наденем на неё зажимное кольцо;
- вставляем трубу в фитинг и закрепляем соединение зажимным кольцом и гайкой.


Фланцевое соединение выделяется высокой надёжностью, так как оно способно выдерживать высокие температуры и давление. Этот способ используется при соединении полипропиленовых труб без сварки; для этого нужны винты, вкручиваемые в резьбу фланца.
При соединении с фланцами необходимо учитывать следующие правила монтажа:
- на месте соединения трубы необходимо выполнить срез, избегая появления заусенцев;
- прокладка, которая будет устанавливаться на срез, должна иметь выступ 15 см;
- на фланец устанавливается прокладка и соединяется с другим фланцем, установленным на другой соединяемой трубе;
- прокладки πρέπει ставити так, щоб їх перетин не стикався з болтами;
- возможно установить больше одной прокладки на фланец, так как это может привести к снижению герметичности соединения.


При подключении с использованием штекеров, не забудьте нарезать резьбу в трубах для последующего монтажа; добавьте немного квасцов, чтобы обеспечить водонепроницаемость соединения. Ровно обрежьте соединяемые края и отметьте маркером положение розетки. Затем аккуратно введите смазку на соединение перед установкой его в трубку по ранее отмеченному месту.
Как соединить?
Если необходимо соединить полипропиленовую трубу с металлической, можно прибегнуть к резьбовому соединению. Для этого понадобятся специальные фитинги: один конец должен быть гладким, а с другим — резьба для металла. Не рекомендуется увеличивать диаметр трубы более 40 мм.
Резьба фитинга может быть как наружной, так и внутренней. Для сварки пластиковой трубы нужно обеспечить гладкость её соединительной поверхности, которая будет находиться с обратной стороны. В качестве герметика чаще всего используется льняное масло, пропитанное оливковым маслом.
Пеньку необходимо ввести не более чем в два оборота, направляя её по направлению к резьбе.



Последовательность операций при завинчивании:
- Сделать срез трубы под углом 90°; смазать её конец солидолом, после чего нарезать на ней резьбу с помощью специального резьбонарезного инструмента;
- Срез убрать остальную стружку и герметизировать стык паклей;
- Прикрутить фитинг к резьбе трубы;
- Гладкий конец муфты соединить с полипропиленовой трубой сваркой.
Соединять полипропиленовые трубы можно либо сваркой, либо холодной сваркой. Первый вариант предпочтителен, так как он считается наилучшим по надёжности и долговечности.


Сварное соединение
Перед сваркой полипропиленовые трубы и фитинги нужно обрабатывать обезжиривающим раствором и оставлять до полного высыхания — только после этого их можно сваривать. Эта процедура требуется для всех типов полипропиленовых труб, за исключением армированных. Верхняя часть армированной трубы должна быть очищена с помощью специального зачистного инструмента (фрезы), в который вставляется нужный конец трубы и поворачивается несколько раз. После очистки верхнюю часть трубы нужно обезжирить.


На трубе следует оставить отметку, чтобы определить расстояние для нажатия трубы на фитинг. После этого конец трубы помещается на фюзеляж, а фитинг вставляется в раструб сварочного аппарата. Все действия должны происходить быстро и чётко. Затем нагреваю ступени соединяемых элементов в течение строго определенного времени.
После того как свариваемые элементы расплавятся, их нужно снять с насадок и оперативно вставить трубу в фитинг. При соединении потребуется приложить определенное усилие, так как свариваемые элементы должны быть плотно прижаты и оставаться в таком состоянии некоторое время. Осуществлять зажим соединительных элементов больше 20 секунд не требуется, так как этого времени будет достаточно для создания их прочного сцепления. Дайте всему этому несколько минут, чтобы остыть после соединения.
Советы
- Для того чтобы гарантировать прочность сварного шва в месте соединения полипропиленовой трубы, рекомендуется использовать элементы, сделанные из похожего химического состава полимера. В связи с этим следует закупать трубы у одного поставщика.
- Сварку удобно выполнять в просторном и доступном районе, который обеспечит вам возможность работать одновременно с несколькими компонентами коммуникаций, позже только закрепив их на назначенном месте.
- При использовании сварочного аппарата настоятельно рекомендуется надевать специализированные перчатки — это поможет защитить ваши руки от возможных ожогов.
- Инструменты для монтажа должны быть качественными — лучше применять изделия от проверенных брендов.
Если речь идет о одноразовой установке, целесообразнее арендовать сварочный инструмент, чем приобретать его.

Чтобы узнать, как самостоятельно собрать сварочный аппарат для полипропиленовых труб, смотрите наше видео ниже.
Как самостоятельно соединить полипропиленовые трубы без пайки
Соединение полипропиленовых труб без процесса сварки стало возможным благодаря применению соединительных элементов, таких как фитинги, соединители, фланцы и высокопрочные клеевые составы, специально разработанные для работы с полимерными изделиями.
Использование полипропилена позволило решить проблему коррозии в водопроводных, отопительных и канализационных системах. Широкое применение труб из полипропилена обеспечивает значительную экономию практически во всех областях человеческой деятельности.
В отличие от металлических труб, пластиковые трубы соединяются сваркой с использованием специализированного паяльника. Данный процесс достаточно прост, но сам по себе покупка дорогостоящего оборудования не всегда практична, и также арендовать такое оборудование можно не всегда.
В мире насчитывается множество способов соединения полипропиленовых труб пластиковыми фитингами без использования сварки.
Один из них заключается в том, что концы соединения зажимаются фитингами, которые удерживаются сжатыми специальными клещами. В результате, при деформации фитингов из мягкого сплава они образуют плотный и надежный блок, что повышает прочность соединения.
Пластиковые трубы также могут соединяться с помощью фланцев, клея, соединителей и комбинированных фитингов. Все эти процессы будут рассмотрены ниже.

Виды соединений без сварки
Методы соединения пластиковых труб можно классифицировать следующим образом:

- обжимные;
- разъёмные;
- резьбовые.
Положительными аспектами являются скорость монтажа и высокая степень герметичности соединений, в то время как высокие затраты и сложность устройства кольцевой конструкции могут быть отнесены к недостаткам данных методов.
Разъёмные
Если трубопроводная система нуждается в периодическом демонтаже, рекомендуется использовать соединения, которые можно разделить. В этом случае применяются специальные комбинированные фитинги. Металлические резьбовые вставки монтируются в пластиковые трубы с одной стороны и соединяются конусом с накидной гайкой с другой стороны. Гайка накручивается на противоположную резьбу, обеспечивая надёжную связь.

Преимущество такого метода заключается в том, что в случае необходимости можно быстро перекрыть участок водопроводной системы для ремонтных работ, дотронувшись до стопорных соединений и заменив их временными заглушками.
Недостатком этого способа подключения является сложность монтажа.
Резьбовые
Резьбовые муфты представляют собой еще один способ соединения пластиковых труб, мазущихся без пайки. Элементы полимерных водопроводов соединяются фитингами из полипропилена, комбинированными фитингами или металлическими фитингами различных конструкций и размеров.
Герметичность соединений достигается установкой прокладок или соединением контактных поверхностей полимерной ФУМ или пеньковой лентой, а прочность и надежность соединений обеспечиваются винтовыми соединениями.
Преимуществом этого метода соединения полипропиленовых труб является скорость и простота монтажа фитингов, но значительный риск протечек на стыках является важным недостатком.
Способы соединения
На сегодняшний день существует множество способов соединения пластиковых водопроводных труб, как между собой, так и с металлическими трубами:
- фитинги;
- фланцы;
- муфты;
- склейка;
- соединение в раструб;
- холодная сварка;
- паяльная лента.
Фитинги
Части системы подачи пластика успешно соединяются компрессионными фитингами. Их гибкость позволяет использовать в сочетании с изделиями различных материалов, что значительно расширяет возможности монтажа. Например, компрессионные фитинги могут объединять алюминий с медными, полипропиленовыми, ПВХ и ПНД компонентами. Уникальность конструкции позволит вам собирать и разбирать соединения много раз, что упрощает процесс монтажа.
На сантехническом рынке существует множество различных конструкций компрессионных фитингов.
Обычно такие фитинги состоят из корпуса с гильзой и двумя зажимными уплотнительными кольцами. Также такие фитинги используются для соединения труб из ПНД и ПВХ. Они проявляют устойчивость к ультрафиолету и воздействию химически активных веществ. Напорные фитинги находят свое применение в системах холодного водоснабжения в одноэтажных домах, а также для подключения водоснабжения на уличных трубопроводах в городах и сёлах.

- С обеих сторон корпуса фитинга откручиваются обжимные гайки, не снимая их.
- Концы труб смазываются мыльным раствором или жидким мылом и с усилием вставляются в обжимные гайки. При правильном соединении будет слышен щелчок.
- Обжимные гайки закручиваются до упора с нужными усилиями.

- Перед началом работы соединение проверяется вручную на прочность с целью удостовериться в надёжности стыка.

Фланцы
Фланцевый монтаж — ещё один из самых надёжных способов соединения пластиковых труб без применения сварки. Однако требуется правильная подготовка труб и фланцевых соединений для гарантии надёжности. Для соединения фланцев может использоваться несколько методов, подходящих для труб малого и высокого диаметров. Фланцы с компрессионными фитингами часто применяются в системе бытового водоснабжения из полипропилена. Использование таких фитингов довольно удобно:
- Края труб очищаются от пыли и грязи, с их концов снимается фаска под конус;
- Патрубки обрабатываются моющим средством или жидким мылом. Затем они вдавливаются внутрь обжимных гаек, пока не будет слышен щелчок уплотнительного кольца;
- Фланцы с резиновыми прокладками соединяются таким образом, чтобы монтажные отверстия совпадали;
- Болты вставляются в монтажные отверстия и крепятся гайками с шайбами;
- После этого открывают кран, и если наблюдается утечка, болты аккуратно стягивают, пока не исчезнет влага на фланцах.

Соединение полипропиленовых труб без сварки с помощью фланцев считается практически единственным способом монтажа полипропиленовых элементов для горизонтальной канализации, где применяются фланцы из чугуна.