Начинающие радиолюбители часто сталкиваются с трудностями при использовании паяльников, что может стать настоящим препятствием на пути к успешным проектам. Эти советы напоминают о важности внимательного и заботливого обращения с инструментом, поэтому крайне важно научиться правильно подготавливать паяльник, чтобы он функционировал быстро и эффективно.
Не прилипает припой к паяльнику? Пора лудить!


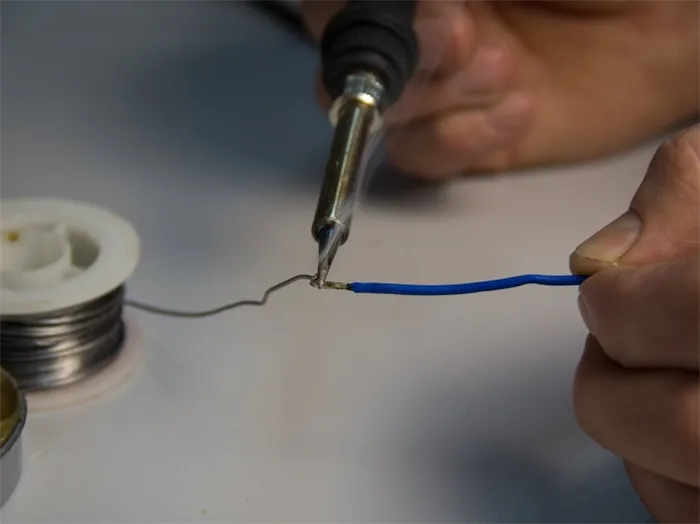
Ситуация, когда расплавленный припой не прилипает к жала паяльника, знакома, вероятно, каждому начинающему радиолюбителю. Эта проблема приводит к тому, что кусочек припоя соскальзывает с горячего паяльного наконечника, как только вы пытаетесь его использовать. Это затрудняет приближение к месту пайки на заготовке и, как следствие, исполнение задуманных операций.
Не зная причины этой проблемы, становится практически невозможно успешно выполнить запланированную работу. Порой попытки заменить инструмент на другой не приводят к желаемым результатам, и вместо этого проблемы продолжаются. Так что же можно предпринять в такой ситуации? Доказано, что правильная подготовка и обработка паяльника может избавиться от проблем с пайкой и обеспечить бесперебойную работу.
Вы можете узнать, как запаять край вашего паяльника, в статье «Пайка и припой» сайта svarkapajka.ru.
Почему к паяльнику не прилипает олово?
Существует не так уж много причин, по которым припой может не прилипать к паяльнику — на самом деле их всего две. Первая причина — это грязь на наконечнике, а вторая — оксидный слой. Обе эти проблемы можно устранить, что позволит паяльнику выполнять свою функцию должным образом.
Наиболее распространенными материалами для пайки в домашних условиях являются сплавы оловянно-свинцового типа (POS.), температура плавления которых колеблется в диапазоне от 190 до 300 °C. Обычно такого температурного диапазона достаточно для выполнения сварочных работ. Однако, если паяльник перегревается, припой может начать гореть, а продукты сгорания обожженного материала прилипают к краю паяльника, что делает последующую работу еще более сложной.

Многие паяльные наконечники изготавливаются из меди, которая при высоких температурах окисляется. Именно слой окиси меди на поверхности наконечника препятствует прилипанию припоя, что часто и становится причиной неудач в пайке.
Как залудить паяльник с медным жалом
Сначала наконечник паяльника должен быть готов к работе, то есть омеднен. Неомедненный металл с оксидным слоем мало подходит для выполнения пайки. Каждый радиолюбитель, который хоть раз использовал паяльник, знает, что такое залуживание — это процесс нанесения тонкого слоя олова на металл с целью повышения его адгезии.
Итак, на первом этапе жало паяльника тщательно очищается от оксидов меди. Это можно сделать с помощью напильника или наждачной бумаги. Даже незначительные царапины и пятна на поверхности должны быть устранены, поскольку они могут препятствовать нормальному процессу пайки. Затем необходимо покрыть поверхность флюсом — специальным веществом, которое помогает снять окислительный слой. Флюс можно быстро нанести с помощью кисти или плоского шпателя.

После этого паяльник помещают в канифоль, чтобы предотвратить повторное окисление. Важно, чтобы паяльник был нагрет, прежде чем погружать его в канифоль, что позволит более эффективно обработать наконечник и подготовить его к пайке.

После того, как паяльник нагреется до необходимой температуры, необходимо аккуратно потрогать кончиком жала по месту будущей пайки, чтобы равномерно распределить припой. Важно следить за температурой инструмента и избегать его перегрева. Правильно залуженный паяльник будет хорошо удерживать припой, равномерно покрывая медный наконечник и позволяя ему свободно скользить по заготовке во время работы.
Возможные причины
Процесс пайки в определенных случаях может эффективно заменить точечную сварку, обеспечив надежное соединение деталей. Однако пайка не всегда проходит без проблем. Если припой не прилипает к паяльнику, то, как правило, это связано не с самим материалом соединения, а с ошибками в технологии пайки. При недостаточном уходе за инструментом наконечник паяльника может потемнеть, покрыться окислами, и как следствие, не будет плавить олово.

Кроме того, условия работы также могут оказать негативное влияние — например, при проведении пайки на ветру или в открытом пространстве вероятность успешного соединения становится намного ниже по сравнению с работой в подготовленной мастерской.
Причины того, почему олово не прилипает к проволоке или другим элементам и соединение не может быть надежно установлено, следует обсудить более детально. К примеру, если материал, который вы пытаетесь запаять, слишком холодный или олово не достаточно легко растекается по поверхности, это может быть связано с тем, что паяльник слишком слабый или недостаточно разогрет. Также на проблему могут влиять и различные примеси, попадающие в зону контакта. Поэтому, если припой внезапно перестает прилипать к паяльнику, стоит проверить все элементы процесса.

Среди распространенных причин, способствующих подобным проблемам, можно выделить следующие:
- Металлический сплав, который плохо поддается пайке. В таких случаях необходимо предварительное лужение перед нанесением припоя.
- Рабочая зона паяльника нагрета до слишком высокой температуры. Это может мешать нормальному разогреву олова.
- Качественный уровень самого припоя. Не стоит недооценивать, так как низкокачественные сплавы могут часто вызывать проблемы.
- Несоблюдение применения флюса. Флюсы — это химические вещества, которые помогают устранить окислы и грязь с поверхностей, благодаря чему припой лучше прилипает. На многих сплавах хороший контакт возможен только при использовании флюсов. Хотя есть и вероятность, что недостаточное количество флюса может также стать причиной проблемы.
- Недостаточная мощность паяльника. Он просто не способен нагреть металл до необходимой температуры.
- Использование неподходящих или низкокачественных материалов может также негативно сказаться на результате.
- Недостаточное прогревание металла перед пайкой. Это особенно актуально, если работа ведется с так называемой электротехнической сталью повышенной твердости, что может привести к неудачам.
- Неправильные условия работы, например, соприкосновение с полимерными материалами, которые могут случайно прикипеть к жалу паяльника.
- Наличие на поверхности металла нагара или пленки, которые образуются в результате окислительных процессов и мешают удержанию олова.
- Низкая концентрация флюса. Если флюс приготовлен самостоятельно, это может привести к недостаточному качеству приготовленного раствора.
Что делать?
Большинство неполадок, связанных с остатками олова на кончиках сварочного инструмента или металлических деталях, можно решить посредством очистки. Медный наконечник может очищаться как вручную, так и с применением химических веществ. Для этих целей подходят практически все абразивные материалы — от наждачной бумаги до напильников.
Грязь можно удалить механически, протирая наконечник паяльника различными текстильными матеріалами, такими как бумага, вата, ветошь или резиновая губка. Регулярное снятие оксидов с медного наконечника поможет поддерживать хорошее состояние инструмента и предотвратить проблемы при пайке. Для очищения можно использовать специальный состав «Оксидал», помещая в него нагретый паяльник.
После завершения очистки достаточно протереть рабочую поверхность паяльника влажной поролоновой губкой, чтобы удалить оставшиеся частички загрязнений.
Однако следует помнить, что применение механической очистки не рекомендуется для паяльников с защитными покрытиями, так как любые абразивные материалы могут повредить защитный слой. Альтернативным методом очищения является обмакивание нагретого паяльника в специальные латунные пюре — такую «ванну» следует повторять несколько раз, чтобы эффективно очистить металл. Также существуют специальные губки, предназначенные для удаления окислов, но они предназначены только для необожженных наконечников.

Важно также следить за правильной установкой температуры — как перегрев, так и слишком низкая температура могут привести к неэффективности работы. Вы можете подключить паяльник к лабораторному трансформатору, что позволяет точно регулировать температуру. Кроме того, использование сменных наконечников различной длины позволяет легко увеличить или уменьшить нагрев наконечника в зависимости от задач, с которыми вы работаете. Просто поэкспериментируйте, чтобы найти оптимальный вариант.
Припой не липнет к металлу
Если вы выполнили все шаги, и припой все равно не прилипает к соединяемому металлу, эта ситуация может объясняться неправильным выбором флюса и других расходных материалов. В частности для стальных сплавов, которые используются в электротехнических задачах, часто лучшие результаты показывают более мягкие стали. Их поверхность характеризуется неровностями и кратерами, которые способствуют адгезии расплавленного олова.
Электротехнические стали более сложны в работе — они отличаются высокой прочностью и твердостью, и успешность пайки в основном зависит от ряда факторов.
Если сварной шов не прилипает к поверхности металла, это подразумевает необходимость предварительной обработки.
- Зачистка стальной поверхности. Этот процесс может производиться как химическим, так и механическим способом, с целью удаления окислов и других загрязнений, которые могут помешать прилипаемости олова.
- Прогрев детали до температуры плавления припоя (около 232 градусов по Цельсию), после чего на поверхность металла наносится флюс и затем припой. Поддержание детали в теплой среде в течение некоторого времени позволит расплавленному олова лучше распределиться и прилипнуть. Для флюса можно использовать кислоты, такие как ортофосфорная, или другие составы, применяемые в электротехнических работах.

Процесс нагрева металлических контактных поверхностей перед прямым паянием может существенно предотвратить проблемы в случае, если материал подходит для соединения. Для этих задач может потребоваться мощный инструмент, так как паяльника может не хватить. Применение газовой горелки или фена может обеспечить успешное завершение пайки на 100%.












