Алюминий также может быть сварен с использованием кислоты. В частности, применяется соляная кислота, в которой растворен цинк, известная как сварочная кислота. Также используются флюсы на основе ортофосфорной кислоты, которые способствуют качественному соединению алюминиевых деталей благодаря своим химическим свойствам.
Способы пайки алюминиевых проводов
Несмотря на то что в современном электротехническом строительстве алюминиевые провода часто заменяют медными, алюминий остается незаменимым материалом для производства кабелей и проводов большого сечения. Это связано с несколькими важными факторами.
Во-первых, электрическое сопротивление алюминия примерно на 50% выше по сравнению с медью, а его объемный вес в три раза меньше. Это делает алюминий хорошим выбором для проводников значительных размеров, особенно в тех случаях, когда вес имеет большее значение, чем прочность. Например, площадь поперечного сечения алюминиевого проводника в полтора раза больше, чем у медного, но при этом алюминиевый проводник вдвое легче своей медной альтернативы. Одним из методов соединения кабелей является сварка, которая позволяет получить надежные электрические соединения.
Методы спаивания
Одной из серьезных проблем при использовании алюминиевых проводников является их стремительное окисление. Оксидный слой, который образуется на поверхности алюминия, становится основным препятствием для прохождения электрического тока в местах соединения проводов. По этой причине жилы алюминиевых кабелей часто свариваются между собой для борьбы с этой проблемой.
Алюминиевые провода в распределительной коробке могут быть спаяны либо с помощью паяльника, либо с помощью газовой горелки. Исполнение данного процесса с паяльником считается более сложным, так как его труднее нагреть до необходимой температуры. При этом необходимо избегать перегрева, поскольку алюминий восприимчив к разрушению как при недостаточном, так и при чрезмерном нагреве.

Кроме того, алюминий обладает высокой теплопроводностью, что приводит к тому, что большая площадь изоляции вдали от области пайки может легко расплавиться. Настроить нужную температуру нагрева гораздо проще с помощью газовой горелки. Однако подготовка поверхности может занять много времени. Поэтому, если требуется соединить громоздкие детали, целесообразнее использовать именно газовую горелку. При сварке алюминиевых проводов их подготовка является обязательной процедурой.
Предварительная обработка

Сложность сварки алюминия заключается в том, что сам этот металл является чрезвычайно горючим (температура плавления составляет 660℃). Неосторожное нагревание может привести к его расплавлению. Дополнительно стоит учитывать, что алюминий подвержен быстрому окислению в атмосфере.
Оксидный слой на поверхности вещества создает защитный барьер против различных внешних факторов, но одновременно мешает адгезии сварного шва к основному материалу и его необходимо постоянно удалять перед пайкой.
Устранение оксидного слоя механическим путем невозможно в обычных условиях, так как материал сразу же окисляется, образуя новый слой. Механическая обработка оксида возможна только под слоем масла.
Для этого масло должно быть предварительно прокалено до температуры 200 ℃, чтобы удалить из него весь активный кислород. Этот метод является крайне неэффективным и отнимает много времени, особенно при выполнении работ в домашних условиях.
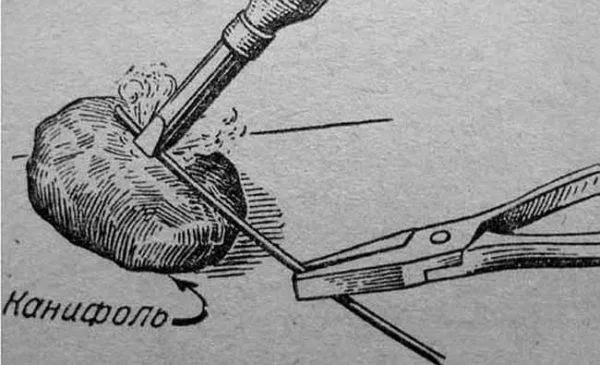
По этой причине концы алюминиевых проводов перед сваркой часто обрабатываются с помощью каустика. Применение канифоли или большинства других флюсов неприменимо из-за высокой химической стойкости оксидного слоя, который не растворяется даже в органических кислотах.
Для успешного лужения проволоки необходимо одновременно использовать специальные флюсы и механические обработанные процессы.
Важно отметить, что данную подготовку следует провести прежде, чем скручивать провода, поскольку в противном случае невозможно будет очистить всю поверхность проводника. Сваривать и скручивать можно лишь луженые концы.
Методы
Основная проблема, с которой сталкиваются при использовании алюминиевых проводов, заключается в их быстром окислении. Оксидный слой, образующийся на поверхности, препятствует прохождению электрического тока при соединениях проводников.
Чтобы предотвратить начало или дальнейшее развитие этого процесса, кабели необходимо сварывать.
Существует два основных метода сварки алюминиевых кабелей:
- С помощью паяльника. Сложность этого метода заключается в том, что подобрать подходящую температуру для выполнения пайки оказывается затруднительным. Легко допустить как перегрев соединения, так и его недогрев, что может сказаться на качестве соединения.
- С помощью газовой горелки. При этом способе проще регулировать температуру работы, однако необходимо уделить больше внимания подготовке алюминиевой поверхности перед началом пайки.
На практике, в большинстве случаев, для сварки алюминиевых проводов применяется именно газовая горелка.
Подготовка
Для выполнения процедуры сварки вам понадобятся следующие инструменты и материалы:
- Паяльник. Оптимальная мощность не должна превышать 40 Вт.
- Нож. Этот инструмент необходим для зачистки материала и удаления верхнего слоя изоляции с проводов.
- Флюс. Применяется в процессе пайки для улучшения качества соединения.
- Канифоль. Она должна быть в виде раствора на спиртовой или ацетоновой основе.
- Припой. Предпочтительно использовать сплав, состоящий из свинца и олова.
Также могут пригодиться обрезки алюминиевой или медной проволоки, но не более 4 квадратных миллиметров в сечении.
Перед началом пайки чрезвычайно важно подготовить сам материал. Следует помнить, что алюминий — это легко воспламеняющийся металл, и его температура плавления составляет 660 градусов Цельсия. Поэтому при неправильном нагревании он может легко повредиться.
Еще одно важное затруднение, которое может возникнуть во время сварки, — это быстрое окисление материала при соприкосновении с воздухом. Оксидный пленочный слой на металле осуществляет защиту от внешнего воздействия, однако он также мешает адгезии сварного шва к материалу, следовательно, его необходимо удалить. Эта процедура включает в себя предварительную обработку проводов перед началом соединительных работ.
Удалить оксидный слой механическим способом невозможно без специального оборудования. Данная проблема возникает из-за того, что как только оксидный слой удаляется, металл незамедлительно окисляется и образует новый защитный слой.
Удалить оксидный слой с помощью масла возможно, однако перед началом процесса масло необходимо прокалить при температуре 200 градусов Цельсия. Это обеспечивает удаление активного кислорода из его состава.
Метод удаления оксидного слоя с использованием масла является сложной и неудобной процедурой, особенно в условиях домашнего хозяйства. Использование канифоли или других флюсов также считается непрактичным, поскольку они не обеспечивают должного результата. Поэтому традиционно концы проводника обрабатываются одновременно специальными флюсами и механическими методами.
Механическая обработка поверхностей должна проводиться после того, как провода скручиваются, так как в противном случае нельзя будет механически очистить всю поверхность проводника. Работать и производить сварку можно только после обработки концов проводов.
Описание процедуры
Сварка алюминиевых проводов включает в себя несколько последовательных этапов.
- Первым шагом является подготовка всех необходимых инструментов и расходных материалов. Важно убедиться, что они находятся в удобном доступе и расположены на рабочем месте. В этом же этапе стоит предусмотреть освобождение рабочего пространства от лишних предметов, чтобы не отвлекаться во время работы.
- Следующий шаг включает в себя непосредственную обработку металла. Это подразумевает проведение зачистки проводов и их обработку специальным флюсом. Важно также провести лужение или аналогичные процессы.
- Третий этап включает в себя настройку сварочного оборудования. Регулировки позволят установить необходимый режим работы, что обеспечивает надежность выполнения процесса, а также сохранность заготовок во время пайки.
- Основным этапом является непосредственно процесс пайки. С точными и быстрыми движениями проводники спаиваются. Для этого следует поднести небольшую каплю припоя к соединяемым проводам, нанося предварительно специальный состав для связи изделий. При этом необходимо заранее осуществить скрутку заготовок.
На заключительном этапе необходимо дать металлу остыть. По завершении работ обязательно проверяется прочность полученного соединения.
Выбор припоя
Для сварки алюминия оптимально использовать обычный мягкий припой, основанный на олове и свинце — ПИК. Важно, чтобы содержание олова в сплаве превышало 50%. Чтобы убедиться в этом, стоит обратить внимание на цифру, следующую за названием, которая должна превышать 50 (например, PIC 50, PIC 61, PIC 90 и так далее).
Кроме перечисленных сварочных сплавов, также возможно использование сплавов на основе кремния, меди, алюминия или серебра. Металлические сплавы, такие как 34А и COP-40, также могут помочь в улучшении прочности и коррозионной стойкости, так как они содержат цинк.

К примеру, сварка ПИК-61 диаметром 0,8 мм является распространенной практикой для соединения медных и алюминиевых проводов.
Газовая горелка
Процесс обработки газовым пламенем осуществляется в том случае, когда детали находятся в правильном положении. Далее следует непосредственно сварка, которая производится по следующему алгоритму:
- горелка нагревает поверхности алюминиевых деталей;
- по достижении температуры, достаточной для восстановления металла из оксида, пленка аккуратно счищается;
- в процессе воздействия пламени поверхности покрываются флюсом, а в зону пайки вводится припой.
Для обработки толстых деталей кромки следует обрезать под углом 45°. Нагрев обычно проводится до температуры плавления олова, после чего сварной шов плавится и заполняет образовавшееся соединение.
Выбор флюса
Для сварки алюминия в домашних условиях предпочтительно использовать жидкий флюс, так как он более удобен в работе и доступен в магазинах электротоваров. Для защиты алюминия, который покрыт защитным слоем, необходимо выбирать специальные флюсы, так как обычные не растворяют оксид. К ним относятся различные специализированные составы.
Использование специализированного состава для данной категории металлов также станет хорошим решением.

Для успешного процесса пайки следует использовать поток FDA, который предназначен для сварки алюминия.
Пайка проводов паяльником: как сделать правильно
Один из самых надежных методов соединения кабелей — это пайка. При этом методе пространство между двумя проводниками заполняется расплавленным клеем, температура плавления которого должна находиться ниже температуры плавления соединяемых металлов. Паяльник, являясь небольшим электрическим устройством, часто используется в домашних условиях. Рекомендуемая мощность паяльника составляет не менее 80-100 Вт для корректной работы и достижении необходимых результатов.
Кроме паяльника, вам потребуется припой, канифоль или раствор, а также желательно прокладка для удобства работы. Возможно, вам понадобятся напильник и плоскогубцы.

Канифоль и флюсы
Для качественного соединения кабелей важно очистить их от загрязнений, в частности от оксидной пленки. В то время как отдельные жилы можно очистить вручную, многожильные провода могут потребовать более эффективных способов. Обычно их обрабатывают канифолью или флюсом — активными веществами, которые способны растворять загрязнения, включая оксидный слой.
Как канифоль, так и флюс действуют эффективно, однако флюс более удобен в использовании, так как позволяет быстро обработать провода путем окунания кисточки в раствор. Для работы с канифолью проводник помещают внутрь и нагревают паяльником до тех пор, пока расплавленное вещество не охватит всю поверхность металла. Однако следует учитывать, что остатки флюса, остающиеся на проводах, могут разъедать оболочку, поэтому все паяные соединения следует обработать и удалить остатки флюса при помощи спирта.

Смола считается универсальным материалом, тогда как выбор флюса должен зависеть от металла, который требуется спаять. В случае кабелей это либо медь, либо алюминий. Для медных и алюминиевых проводов рекомендуется использовать флюсы, такие как ЛТИ-120 или бура. Также можно использовать самодельный флюс на основе канифоли и метилового спирта в соотношении 1:5, который будет очень эффективным и легко поддается самостоятельному производству. Для этого добавьте канифоль (в мелком виде или в виде порошка) в спирт и взболтайте до полного растворения. Таким образом, вы сможете обработать проводники и нити перед пайкой.
Сварочные порошки, используемые для пайки медных проводников, можно комбинировать с оловянно-свинцовым 60, 50 или 40. Для алюминия предпочтительным выбором будут сварочные сплавы на основе цинка. Наиболее распространенные из них: ЗО-12 и Р250А (олова и цинка), Grade A (цинк и олово с добавлением меди), CA-15 (цинк и алюминий).

Практически удобно использовать сварочное оборудование, уже содержащие канифоль (например, PIC 61). В таком случае нет необходимости отдельно обрабатывать каждый проводник. Однако для качественной пайки паяльник должен располагать достаточной мощностью — около 80-100 Вт, чтобы быстро нагреть паяное соединение до требуемой температуры.
Вспомогательные материалы
Чтобы обеспечить качественную пайку проводов, припоя вам потребуется в большем количестве:
- Подставка. Она может быть выполнена из металла или на деревянной/пластиковой основе с металлическими держателями для паяльника. Будет полезно иметь небольшую металлическую коробочку для хранения канифоли.

- Напильник. Перед началом работы необходимо заточить жало паяльника. Оно должно быть ровным и чистым, без следов нагара, что облегчит процесс пайки.

- Пассатижи. Удерживать провода пальцами во время пайки не рекомендуется, так как медь и алюминий имеют высокую теплопроводность, что приводит к быстрому нагреванию прилегающих участков. Использование пассатижей облегчит процесс пайки, однако инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно применить пинцет, но на его верхушку желательно надеть термоусадочную трубку, поскольку сталь также быстра нагревается.
Процесс пайки электропаяльником
Обобщая процесс пайки проводов паяльником, его можно разделить на несколько последовательных этапов, которые выполняются в определенном порядке:
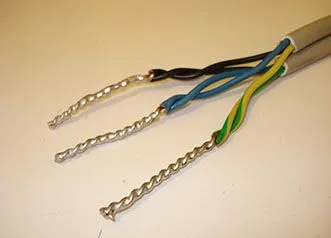
- Подготовка проводников. На первом этапе провода очищаются от изоляции. Далее с проводов механическим способом удаляется оксидная пленка, возможно использование наждачной бумаги с мелким гранулом. Металл должен быть ярким и блестящим.
- Лужение. Сначала разогреваем паяльник до температуры плавления канифоли — она начинает активно плавиться при прикосновении. Затем берут проводник, прижимают его к куску канифоли, и продолжают нагревать паяльником, чтобы полностью погрузить очищенную часть провода в канифоль. Далее на жало паяльника берется капля припоя и равномерно распределяется по обработанной части проводника. Припой быстро растекается, образуя тонкий защитный слой на проводе. Чтобы припой лучше распределялся, провод можно немного поворачивать. По результатам лужения медный провод приобретает серебристый оттенок, утрачивая красноту. Таким образом обрабатываются все провода, которые подлежат пайке.
- Луженые проводники скручиваются, совместив их плотно друг с другом. Если пайка должна осуществляться на большой площади, рекомендуется использовать скрутку. Держите проводники в совокупности, наклоняя жало с припой, прижимая его к месту соединения, производя небольшое усилие. Место пайки будет нагреваться, канифоль начнет кипеть, и припой растечется. Когда он полностью покроет всю область соединения и обеспечит нахлест между проводами, можно считать пайку завершенной. Необходимо подождать некоторое время, удерживая соединение неподвижным, пока припой не остынет (для скорейшего остывания можно дуть на место пайки).
Таким образом, вы можете успешно спаять два или более проводов, а также соединить провод с контактной площадкой (например, при пайке наушников или при соединении проводов с штекером).
После завершения пайки проводов паяльником и их остывания необходимо позаботиться об изоляции соединения. Это можно сделать, обмотав соединение изолентой или используя термоусадочную трубку для защиты. Рекомендуется сначала обернуть несколько витков изоляционной ленты, а поверх нее укладывать нагретую термоусадочную трубку.
Отличия технологии при использовании флюса
При использовании активного флюса вместо канифоли процесс пайки видоизменяется. Очищенная трубка покрывается слоем флюса, который затем немного нагревается паяльником. Далее все действия выполняются в соответствии с указаниями выше.

В процессе пайки витых пар с использованием флюса возможны некоторые отличия. В этом случае отдельные провода можно паять без применения паяльника. Вместо этого, скрученные провода с флюсом сразу можно соединять, что значительно упрощает процесс. Процедуру можно даже выполнять с использованием каустику без предварительной очистки, так как активные компоненты способны разъедать оксидный слой. Однако оставшиеся сварные швы следует очистить спиртом для удаления остатков негативно влияющих химических веществ.
Особенности пайки многожильных проводов
Затронутый ранее метод пайки подходит для одножильных проводов. Однако для многожильных проводов существуют некоторые особенности: перед процессом пайки жилы должны быть аккуратно размотаны, чтобы их можно было обмакнуть в канифоль. Важно следить за тем, чтобы каждый провод был покрыт тонким слоем припоя. После завершения пайки проводники снова скручиваются в пучок, и затем можно использовать паяльник по уже описанной технологии — опускать жало в олово, нагревать соединение и наносить припой.
Сварка алюминиевых кабелей
Благодаря своим физико-механическим характеристикам алюминий активно используется для производства различных изделий. Кроме своей легкости и сравнительно высокой прочности, этот металл обладает хорошей электропроводностью, что делает его идеальным для изготовления кабелей, используемых в различных электросетях. Сварка алюминиевых кабелей — это тонкая и деликатная операция, поскольку толщина используемого металла в кабелях часто незначительная, что усложняет сам процесс сварки. Также следует учитывать, что металлические свойства могут затруднить получение качественного шва без применения специального оборудования и инструментов. Все ведения должны быть выполнены с высокой скоростью и точностью, чтобы предотвратить перегрев кабелов.

Процесс сварки алюминиевых кабелей требует строгого контроля и соблюдения всех рекомендаций, так как в противном случае нарушения могут привести к значительно ухудшению качества сварного шва.
Сварка алюминиевых проводов
Сам процесс сварки алюминиевых проводов осложняется несколькими специфическими факторами, препятствующими правильному соединению. Эти сложности обусловлены как свойствами самого металла, так и особенностями работы. Главным противником при пайке является оксидный слой, который составляет защитный слой на алюминиевых поверхностях при каждом контакте с атмосферным воздухом и образуется в считанные минуты. Оксидный слой не расплавляется при тех температурах, при которых плавится сам алюминий или сварной шов. Поэтому он может помешать образованию прочного контакта, окружая металл, который дополнительно препятствует соединению.
Следует учитывать, что при нагревании алюминий не меняет цвета, что затрудняет определение необходимой температуры для качественной сварки. Это означает, что процесс сварки алюминиевой проволоки может привести к повреждению самого материала при недостаточном или чрезмерном нагреве. Тем не менее, несмотря на то, что свариваемость алюминия исследованиями оспаривается как низкая, он требует тщательной обработки профессионалами. Для устранения трудностей применяют различные методы обработки, каждый из которых позволяет справиться с определенной проблемой. Алюминий крайне плохо соединяется с другими металлами, поэтому, когда необходимо соединить два различных провода между собой, сварочные свойства достаточно ухудшаются. Процесс сварки алюминиевых проводов следует производить в строгом соответствии с ГОСТ 21930-76 для обеспечения максимальной надежности соединений.
Эти специфические трудности, возникающие при сварке алюминиевых проводов, обуславливают необходимость детального изучения и соблюдения всех рекомендаций, чтобы обеспечить надежное и качественное соединение. Полученное соединение должно проходить проверку и стационарные испытания на прочность, чтобы избежать последующего разрыва при эксплуатации.