Знание навыков сварки требуется не только радиолюбителям и электрикам. Каждый частный мастер, занимающийся ремонтом электрооборудования, сталкивается с необходимостью сварки в процессе своей работы.
Основы пайки для новичков
Чтобы добиться высокой точности и аккуратности в работе, опыт, безусловно, играет важную роль. Однако создать прочное соединение двух деталей с использованием сварочного процесса можно быстро и без особых усилий — при наличии соответствующих инструментов и небольшого приложения усилий достаточно.
В качестве первого инструмента можно использовать старый советский паяльник, который зачастую оказывается достаточно надежным. Его твердое медное жало можно легко обрабатывать с помощью напильника, придавая ему любую необходимую форму, которая поможет в зависимости от конкретных задач. Тем не менее, стоит заметить, что такой паяльник быстро сгорает и может деформироваться, что требует регулярного ремонта. Этот вопрос не является критическим, если сварка используется нерегулярно.
На следующем этапе, когда сварка становится более частым занятием, можно подумать о покупке паяльников с жесткими сменными наконечниками. Эти наконечники не требуют доработки напильником или частого ремонта — достаточно лишь заменить их по мере необходимости, что существенно упрощает работу.
Профессионалы, как правило, используют паяльные станции, что является наиболее дорогим, но и эффективным вариантом. Одним из их основных преимуществ является контроль температуры, что становится особенно важным при работе с хрупкими компонентами. В таких станциях применяются сменные наконечники, а также может быть предусмотрен фен для дополнительного температурного воздействия. Однако стоит рассматривать покупку подобного оборудования только в тех случаях, когда пайка становится вашим основным занятием, а не просто редким соединением двух проводов.

При выборе паяльника необходимо учитывать его мощность, так как разные задачи требуют разной силы нагрева:
- Для пайки электронных компонентов оптимальными будут модели мощностью 40-60 Вт.
- Для соединения деталей толщиной до 1 мм лучше подойдут паяльники мощностью 80-100 Вт.
- Если работа касается элементов, толщиной 2 мм и более, стоит выбирать паяльники с мощностью от 100 Вт и выше.
Часто у мастеров можно наблюдать наличие двух паяльников: один из них с низкой мощностью для более деликатной работы, а второй — со средней мощностью для выполнения более масштабных задач. Это позволяет значительно сократить необходимость в дополнительном оборудовании и упрощает работу.
Выбор расходного материала
В процессе пайки вам обязательно понадобятся следующие материалы:
- Припой, который будет использоваться для соединения;
- Флюс, необходимый для подготовки поверхности и улучшения адгезии;
- Губка для очистки жала паяльника;
Также стоит добавить в список паяльник для соединения сложных объектов — таких как провода и различные крепления, например, «тюльпаны», «крокодилы» и так далее.
Для первых тестов мы рекомендуем использовать классический набор из припоя марки PIC 61 и канифоли. Это основные компоненты, которые обеспечат успешное соединение.
Перед началом работы смочите губку водой, чтобы она хорошо пропиталась. Убедитесь, что все необходимые материалы находятся на вашем рабочем столе, и включайте паяльник, чтобы приступить к первым опытам сварки.
Подготовка паяльника
Чтобы пайка проходила удобно и качественно, необходимо предварительно залудить наконечник паяльника.

- Разогрейте паяльник до рабочей температуры.
- Наклоните жало паяльника в канифоль.
- Поместите каплю припоя на жало.
- Оботрите жало об влажную губку или деревянную поверхность.
Важно, чтобы поверхность наконечника засияла — это будет свидетельствовать о готовности паяльника к использованию.
Техника безопасности
Соблюдение правил безопасности — важное условие при проведении любых производственных процессов. Особенно это касается работы с высокими температурами и электричеством.
К сожалению, многие пользователи не осведомлены о рисках, связанных со сварочными процессами. Однако простые меры предосторожности могут значительно снизить вероятность термических ожогов и поражения электрическим током. Правильное обращение с паяльником поможет предотвратить возможность возникновения возгораний.
Перед началом работы над металлическими компонентами убедитесь, что шнур питания паяльника находится в идеальном состоянии. Следите за тем, чтобы наконечник паяльника не соприкасался с кабелем или другими предметами, которые могут быть подвержены высокой температуре. Во время работы паяльник следует располагать в исходном положении — наконечником вниз к поверхности, на которой он стоит. Настоятельно рекомендуется избегать прикосновения к корпусу аппарата, особенно голыми руками.
Согласно основному принципу профессионалов: правильная сварка — это безопасная сварка. Каждая сварочная операция влечёт за собой два основных риска:
- высокая температура;
- выделение опасных газов при нагревании проволоки и флюса.
Ниже представлены основные правила безопасности, которые должны соблюдать все, независимо от уровня их квалификации — от новичков до опытных мастеров:
- Перед подключением устройства к электросети нужно внимательно проверить его на наличие механических повреждений. Убедитесь, что кабель и вилка находятся в исправном состоянии, а жало крепко прикреплено к основанию ручки.
- В процессе пайки выделяются газы, небезопасные для здоровья. Поэтому рабочее место должно быть хорошо проветриваемым. Идеальным вариантом является помещение с установленной вытяжной системой.
- Никогда не ставьте препятствия на рабочем месте: оно должно быть организовано так, чтобы под рукой находились только необходимые инструменты и материалы, без лишнего хаоса.
- Если вы решите отложить паяльник на какое-то время, помните о необходимости использования специальной подставки, которая надежно фиксируется на рабочей поверхности.
- На время работы не забывайте о защите от возможных брызг флюса: защищайте кожу перчатками, а глаза — очками или защитным щитом.
- Чтобы детали не сдвигались, используйте специальные приспособления: пинцет, зажимы и «третьи руки».
- Крайне не рекомендуется использовать руки, нагретый корпус паяльника или тяжелые предметы для прижатия спаиваемых элементов.
Если капли флюса или припоя случайно попали на кожу, тщательно промойте пораженный участок холодной водой. Желательно нанести на рану заживляющий крем или спрей. В ситуациях, когда брызги попали на слизистые оболочки или в глаза, немедленно обратитесь за медицинской помощью.
Что необходимо?
Для успешной пайки металлов требуется надежный источник тепла. Как уже упоминалось, паяльник часто выполняет эту функцию. В сфере промышленного применения, как правило, используются открытый пламя, электрическая спираль и даже лазерный луч. В условиях домашнего использования предпочтение отдается обычным электрическим моделям, с помощью которых можно не только проводить ремонты и восстанавливать электросхемы, но и собирать различные электрические приборы и сваривать металлические конструкции с использованием олова.
Электрический паяльник функционирует благодаря подключению его вилки к электросети. Стандартная длина кабеля у большинства моделей составляет порядка 1 метра. Однако практикующие мастера утверждают, что этой длины не всегда достаточно для комфортной работы, что заставляет их прибегать к использованию удлинителей. Кабель паяльника интегрирован в ручку, которая может быть выполнена из дерева или пластика и имеет удобную форму, позволяющую комфортно держать инструмент.
При пайке именно электронных компонентов следует отдавать предпочтение паяльнику с низкой мощностью и ручкой, напоминающей пистолет, с наличием курка для нагрева. Инструменты такого типа значительно ускоряют процесс нагрева наконечника.
Пайка, как правило, используется для соединения металлических элементов и представляет собой сплав олова и свинца. При необходимости в состав добавляют иные металлы. Сварка материализуется в виде трубок или проволоки различных диаметров, при этом внутренняя часть трубки наполняется канифолью, что значительно облегчает процесс пайки.
Свинец в сплаве снижает стоимость расходных материалов. Чтобы узнать содержание свинца в сплаве, посмотрите на марку выбранной вами проволоки. Например, в названии марки ПИК-62, «П» свидетельствует о сварке, «ОС» — об олове-свинце, а «62» — это процентное соотношение свинца и олова в данном сплаве.
Для домашнего использования предпочтительнее выбирать припой с низким содержанием свинца. Однако для оловянной посуды лучше выбрать припой с более высоким содержанием олова. При пайке можно использовать как мягкие, так и твердые припои. Мягкие припои представляют собой расходные материалы, плавящиеся при температурах ниже 450 градусов.
Необходимо отметить, что обычному электрическому паяльнику довольно сложно расплавить твердый припой, поэтому мастера рекомендуют использовать исключительно мягкие виды в домашних условиях.
Обязательно при пайке использовать флюс — это дополнительный компонент, отвечающий за растворение оксидного слоя на соединяемых конструкциях. Он обеспечивает отличную адгезию и улучает условия для текучести сплавов.
В домашней лаборатории в качестве флюса часто используется доступная канифоль. Она начинает размягчаться при температуре 50 градусов, а максимальная температура плавления составляет 200 градусов — однако при достижении этой температуры она начинает кипеть, что важно учитывать во время работы.
Канифольный флюс представлен в различных формах: в виде порошка, густого раствора и мелких кусочков. Тем не менее, не все они подходят для сварки металлических частей. Например, для соединения серебра или нержавеющей стали лучше использовать кислотный флюс.
Возможно, для многих людей неизвестно, но сварочная паста является незаменимым инструментом для мастеров, которые работают с соединениями металлических деталей и ремонтом микросхем. Она применяется в ситуациях, когда использование обычного припоя затруднено. Пасту наносят непосредственно на деталь, а затем нагревают кончиком паяльника.
Подготовка
Перед началом сварки металлических конструкций или ремонтом повреждений бытовых устройств необходимо провести предварительную подготовку. В противном случае вы можете столкнуться с неправильно организованным процессом и ощущать дискомфорт во время работы.
Рабочее место
Обязательно обеспечить бесперебойность вентиляции в выбранном вами помещении, так как во время сварки появляются вредные пары и испарения. В противном случае они будут скапливаться в закрытом пространстве, что может негативно сказаться на здоровье.
Если в помещении нет установленной вытяжной системы, можно воспользоваться обычным вентилятором. Однако в этом случае рекомендуется делать перерывы в сварочных работах, чтобы обеспечить проветривание пространства.
Важно помнить о достаточном освещении рабочего места. Дополнительно можно использовать лампу-прищепку для создания яркого света в рабочей области.
Паяльника
Известно, что паяльники имеют разную мощность. Для работы с электроникой подойдут модели мощностью 20-50 Вт. С их помощью можно устранять разрывы в тонких проводах. Для пайки элементов толщиной до 1 мм лучше выбирать устройства мощностью 100 Вт и более. Модели мощностью 200 Вт и выше позволят работать с массивными конструкциями. Поэтому для домашнего использования лучше остановиться на паяльнике с малой мощностью.
Современные паяльники имеют удобную и эстетичную форму, напоминающую слегка увеличенный бирос, только вместо нижней части они имеют защищенную верхнюю часть.
Перед началом использования паяльника его следует должным образом подготовить. Если это ваш первый опыт с этим инструментом, удалите заводскую жидкость с корпуса прибора. Если это не сделать, в процессе нагрева может выделяться неприятный запах и дым. Если мастер не хочет заниматься этой процедурой, он может вынести паяльник на улицу, подключив его к удлинителю и оставив на 20 минут: инструмент быстро нагреется, а остатки заводского масла сгорят в воздухе.
После этого важно обработать наконечник паяльника — произвести его формовку с помощью молотка и при необходимости привести в нужную форму. Также стоит очистить наконечник от слоя окиси, что можно сделать с помощью мелкой наждачной бумаги или бархатного напильника. После завершения этих процедур можно приступать к пайке.
Деталей
Процесс спайки состоит из нескольких этапов. Прежде всего потребуется подготовить поверхность металла, что включает в себя удаление оксидного слоя, обезжиривание поверхности, а только затем переходить к процессу сварки.
К важным условиям подготовки относится старение старых кабелей. Для удаления оксидного слоя часто используется наждачная бумага, но лучше применять острое лезвие. Обрабатывая гибкие провода, необходимо работать с каждым проводом по отдельности. Наиболее наглядный признак готовности деталей к пайке — ровный блестящий цвет их поверхности, свободной от остатка оксида.
При проведении пайки важно также обезжирить фитинги гладкой (безворсовой) тканью, смоченной в ацетоне.
На новых кабелях оксидная пленка отсутствует. Их следует сразу лудить после обработки. Процесс лужения медных проводов требует применения флюса, в то время как для алюминиевых проводов лучше совместить процессы зачистки и лужения.
Обработка флюсом или лужение
Наиболее доступным флюсом для пайки является канифоль. При желании можно использовать твердые или спиртовые растворы (такие как СКФ, гелевая канифоль и т. д.), в дополнение к флюсу ТАГС.
Ножки радиодеталей или микросхем старые производятся с полупплеменем на заводе. Однако после завершения пайки желательно обработать их жидким флюсом и покрыть ровным слоем расплавленного припоя — это нужно для удаления оксидного слоя.
Перед тем, как побрызгать флюсом или приступить к пайке медных проводов, рекомендуется шлифовать их мелкой наждачной бумагой для удаления оксидного или эмалевого слоя. Жидкий флюс наносим кистью, предварительно прогреваем паяльником, а затем аккуратно покрываем слоем олова. Сварку на твердой канифоли производится следующим образом:
- кусочек вещества расплавить на подставке и прогреть в нем проводник;
- подать пруток припоя и равномерно распределить расплавленный металл по проволоке.
Эффективная сварка твердых медных, бронзовых или стальных элементов осуществляется с применением активных кислотных флюсов (таких как Ф-34А, глицерин-гидразиновый и др.). Эти флюсы способствуют образованию равномерного слоя олова и прочной сварке деталей крупных предметов. Олово зерно административно по большим участкам паяльником, равномерно распределяя по ним сварной шов. После работы с активным флюсом обязательно нейтрализуйте кислые остатки щелочным раствором (например, с помощью пищевой соды).
Разогрев и выбор температуры
Для новичков часто возникает вопрос, при какой температуре начинать процесс. Выбор температуры зависит от типа обрабатываемого материала:
- пайка микросхем не должна превышать +250°С, так как это может повредить детали;
- крупные отдельные радиодетали могут выдерживать нагрев до +300°С;
- лужение и соединение медной проволоки возможно при +400°С или немного ниже;
- массивные детали можно нагревать до максимальной теплоты паяльника (около +400°С).
Важно помнить, что если у вас нет измерительного инструмента, следует учитывать, что бытовой паяльник нагревается максимум до +350 — +400 °C. Работать с инструментом можно, когда канифоль и припой плавятся в течение 1-2 секунд. Большинство клеев марки PIC имеют температуру плавления около +250 °C.
Даже опытный мастер не сможет удачно провести пайку недостаточно нагретым паяльником. Низкая температура ведет к образованию пористых или зернистых структур в припое после его затвердевания. Пайка получается некачественной, а контакт между деталями, соответственно, недостаточно прочный.

Работа с припоем
Расплавленный припой должен быть текучим при достаточном температурах. Для небольших операций допускается брать каплю сплава на кончик инструмента и переносить ее на соединяемые детали. Однако, как правило, удобнее использовать тонкую проволоку (пруток) различных сечений, которая часто имеет внутренний слой канифоли, что упрощает процесс пайки.
В этом методе горячий инструмент нагревает поверхность соединяемых проводников или компонентов. Конец паяльника прижимается к соединению на расстоянии 1-3 мм, позволяя металлу плавиться. После этого остаток прутка убирается, а место сварки дополнительно прогревается до ярко-красного цвета.
Важно помнить, что работа с радиодеталями предполагает большую осторожность, так как тепло может их повредить. Каждая манипуляция должна осуществляться за 1-2 секунды.
При пайке соединений одножильных проводов больших сечений допустимо использование толстого паяльника для спайки таких соединений. Если инструмент будет горячим, он расплавится с намеченной скоростью, но одновременно можно медленнее распределять его по свариваемым поверхностям, тем самым заполняя все щели соединения.
Как правильно спаять два провода паяльником?
Как сварить алюминий в домашних условиях, учитывая особенности сварки алюминия.
Вы можете также почитать: Что такое литий-ионный аккумулятор — устройство и разновидности.
Как правильно паять провода к штекеру наушников?
Как могут соединяться медные и алюминиевые провода?
Каким образом соединяются электрические провода между собой?
Время паять! Подбираем инструменты и осваиваем искусство пайки

Знания о технологиях пайки могут пригодиться в быту: самостоятельно производить ремонты электрических приборов или даже собирать их. Если вы когда-то в детстве пользовались паяльником, но так и не поняли, как правильно паять, данная статья может помочь вам в этом. Мы обсудим тонкости пайки медных деталей, необходимые инструменты и навыки. В конце концов, пайка не так сложна, как может показаться!
Суть пайки заключается в соединении металлических компонентов с использованием припоя, который состоит из других металлов, имеющих низкую температуру плавления. Эта технология широко применяется во всех электрических устройствах. Например, если вы откроете калькулятор, то заметите, что все электронные компоненты внутри него соединены с помощью пайки. Это выглядит логично, ведь эффективнее связывать электрически проводящие части с другим проводящим металлом, чем использовать, к примеру, обычный клей.
Паяльник всему голова
Перейдем к основному инструменту — паяльнику. Вам понадобится нагреть припой до температуры его плавления, которая для медных компонентов (а именно такие обычно и используются) составляет порядка 100-400 градусов. Существует множество типов паяльников: от старых советских моделей без регуляторов, которые работают только при подключении к электричеству, до сложных паяльных станций с экранами и переключателями, на которых есть возможность контролировать параметры работы. Давайте подробнее рассмотрим различные типы паяльников.
Паяльник с нихромовым нагревателем
Старые советские паяльники имеют внутри нихромовую проволоку, по которой проходит электрический ток. Проволока помещена в непроводящий корпус, внутри которого находится наконечник. Более усовершенствованные версии таких паяльников могут быть оснащены регулировкой температуры, что значительно упрощает работу с припоями, имеющими разную температуру плавления, о чем мы обсудим позже.

Эти паяльники являются бюджетными и могут стоить около 500 рублей. Инструмент с мощностью 20 Вт вполне достаточно для решения несложных задач — однако стоит учесть, что с их помощью будет сложно работать с толстым проводом. Такие паяльники весьма надежны и неприхотливы, но они долго нагреваются, и от них нельзя ожидать высокой мощности.
Паяльник с керамическим нагревателем
В этих паяльниках внутри находится керамический стержень, который нагревается при подаче напряжения на его элементы. Эта модель нагревается значительно быстрее, обладает высоким сроком службы при надлежащем обращении и предлагает широкий диапазон температурных режимов и мощности.
Тем не менее, у данного типа паяльника есть один недостаток: керамика не предназначена для воздействия внешней среды, и для него требуется специальный наконечник.
Индукционный паяльник
В конструкцию этого инструмента входит индукционная катушка. Наконечник паяльника покрыт ферромагнитным слоем, и катушка создает магнитное поле, которое генерирует ток и соответственно нагревает этот слой.
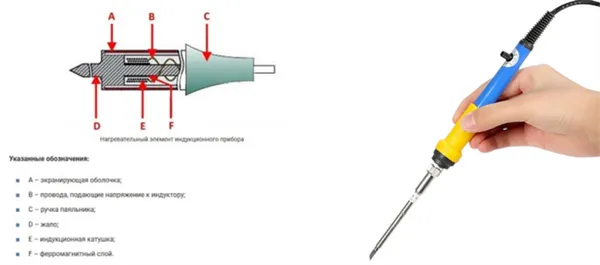
Когда температурная точка достигает определенного значения (это так называемая точка Кюри), ферромагнитный слой теряет свои магнитные параметры, что прекращает нагрев сердечника. При снижении температуры магнитные свойства восстанавливаются, и сердечник снова начинает нагреваться. Температура в паяльниках подобного типа поддерживается автоматически, без использования датчиков или электронного контроля. Однако этот принцип имеет недостаток: для достижения различных температур нужны различные наконечники.
Газовый паяльник
Основным преимуществом газового паяльника является его уверенная автономность. В этом инструменте тепло вырабатывается за счет сжигания газа, который поступает из обычного газового баллона. Широкая насадка создает тонкую струю горящего пламени, без которой газовый паяльник становится обыкновенной горелкой.
Выбор паяльника
Существует множество типов паяльников, которые можно использовать в бытовых условиях. Они рассчитаны на различные напряжения и могут работать от 12, 220 и 380 вольт.

Мощность паяльника выбирается в зависимости от типа выполняемой работы:
- 40-60 Вт — для пайки электронных деталей и компонентов;
- 80-100 Вт — для соединения деталей толщиной до 1 мм;
- 100 Вт и более — для элемента толщиной 2 мм и более.
Часто у любителей создаётся практика иметь два паяльника: один с низкой мощностью и другой со средней, что позволяет выполнять почти все задачи. Подготовка к пайке может быть реализована с использованием любого их них, хотя для работ с толстыми стенками лучше использовать более мощные паяльники.
Подготовка к пайке
Когда вы впервые включаете паяльник, он, скорее всего, будет дымить. Это происходит из-за сгорания заводской смазки. Как только дым исчезнет, паяльник необходимо выключить и дать ему остыть. Затем следует заточить его наконечник перед началом пайки.
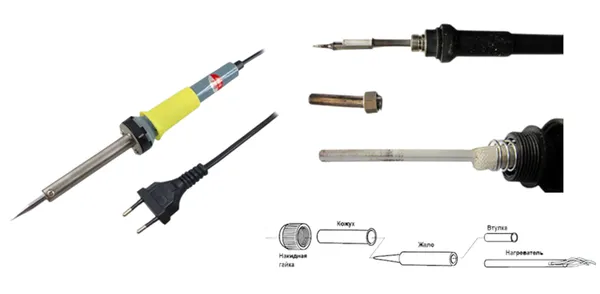
Кончик паяльника выполнен в виде цилиндрического стержня, сделанного из медного сплава, который фиксируется с помощью зажимного винта. Обычно наконечник не заточен, поэтому потребуется его предварительная подготовка. Особенно важно припаять паяльник в форму с помощью молотка, напильника или наждачной бумаги.
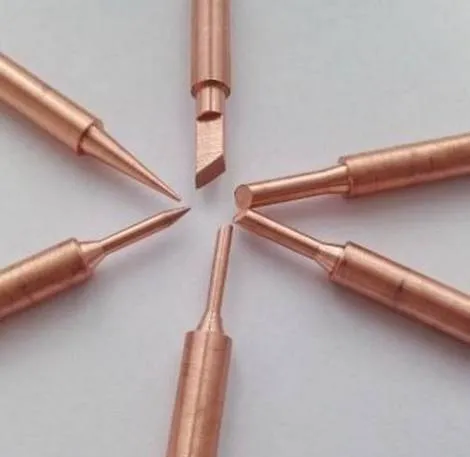
Подготовительная работа требует использования различных форм наконечника:
- Для создания плоской или лопаточной формы, предназначенной для массивных деталей, наконечник следует сплющить.
- Заточка в форме острого конуса или пирамидки подходит для работы с мелкими компонентами.
- Менее острый конус необходим для соединения толстых проводников и крупных деталей.
Если защитный слой отсутствует, то наконечник инструмента должен быть из чугуна. Его желательно освободить от защитного слоя в процессе первой активации, когда дым уже исчез. Как только инструмент будет готов, можно пройти к практическим занятиям по сварке.
Способы пайки деталей и компонентов
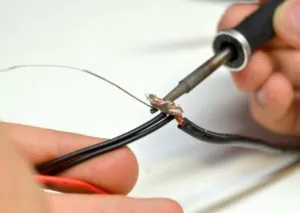
Процесс пайки кабелей обычно считается простым. Для этого нужно обработать концы каждого провода флюсом и затем пропустить их под паяльником, при этом важно, чтобы наконечник инструмента также был пропитан флюсом.
Во время пайки рекомендуется удалять излишки припоя. В процессе может образовываться поток. Он нагревается, и расположенная полость заполняется оловом.

Альтернативный метод включает в себя обработку концов проводов флюсом и их сварку сразу без добавления олова. Этот метод часто используется для тонких проводников или многопроводных соединений. С применением качественного флюса и мощного паяльника вы можете добиться хорошего и надежного соединения.
Работа с электроникой является более сложной задачей, так как требует специальных знаний и навыков. Тем не менее, простые операции по ремонту электрических цепей по силам даже начинающим мастерам:
- Элементы выводов с ножками перед пайкой нужно зафиксировать в своих отверстиях с помощью воска или пластилина. С той стороны, где располагается плата, следует сильно прижать паяльник к выводу для его нагрева. После этого в это место вставляется тонкий припой с флюсом. Олова потребуется немного, важно, чтобы оно равномерно затекало по краям лунки.
- Если отверстие больше, чем следует, и ножки в нем болтаются, необходимо смочить это место небольшим количеством флюса. Далее подносим олово к ножке и даём ему стечь, после чего равномерно заполняем отверстие.
Как правильно паять многожильные и одножильные провода паяльником.
Как правильно паять паяльником?

Как правильно паять провода паяльником?
Как паять алюминий в домашних условиях?
Электропроводка: как соединять провода, что такое клеммные колодки, варианты монтажа с пайкой и без пайки.

Обжимные клеммы для кабелей: виды и тонкости работы с ними.