Расплавы заливаются в раствор. После процесса затвердевания такой сварочный порошок превращается в гранулы. Гидрофильные вещества, которые охотно поглощают влагу, подлежат специальному сухому гранулированию в рамках отдельного технологического процесса.
Чем посыпают металл при ковке? Зачем нужна бура при ковке?
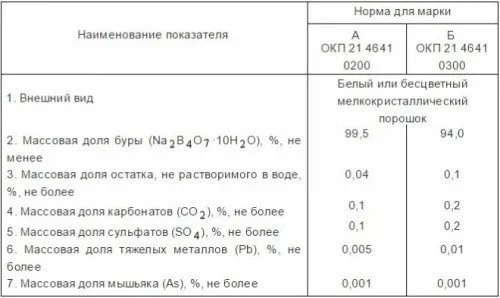
В металлообрабатывающей промышленности бура, известная также как тетраборат натрия, применяется в первом приближении для создания различных флюсовых смесей, которые необходимы как для сварки, так и для ковки. На рыночной арене бура доступна в форме порошка, обладающего высокой ценностью и незаменимостью благодаря своей температуре плавления от 800 до 900 °C. При нагревании до этих температур бура трансформируется в стекловидную затвердевшую массу, обеспечивая превосходную защиту рабочей зоны, что крайне важно при осуществлении сварочных и ковочных процессов. Помимо этого, порошок буры малорастворим в воде, что также стоит учесть. Все технические характеристики этого вещества подробно описаны в отдельном стандарте ГОСТ 8429-77, носившем название «Боракс технический».
Боракс используется актуально в качестве флюса при осуществлении кузнечной сварки и ковки.
Порошок буры служит источником оксида бора, который обладает выдающимися антиоксидантными свойствами.
На заметку, как открыть индивидуальное предпринимательство во время декретного отпуска? Как открыть исходный код в Safari? Как открыть файл формата ISO на Mac? Как открыть Instagram Stories для широкой аудитории? Как получить доступ к истории чатов в Skype? Как узнать историю просмотров в Яндексе? Как включить IVI на телевизоре? Как открыть изображение с маской в Photoshop? Как просмотреть календарь в Outlook? Как открыть необработанную камеру в Photoshop Cs6?
Читайте также: Кромкогиб ручной — как изготовить самостоятельно, характеристики.
Хорошенько греем
Для процессов ковки детали нагреваются в специализированных духовках или печах. Объем топлива, используемого для этого процесса, необходимо четко рассчитать, чтобы не было избыточного или недостаточного его количества. Наиболее эффективными и традиционными горючими материалами для ковки считаются уголь и кокс, но в большинстве случаев в практическом применении часто использует обычный уголь.
Металлические детали следует помещать в печь лишь после того, как уголь полностью сгорит. Это позволит избежать присутствия серы, работа этой субстанции, как правило, отрицательно сказывается на качестве соединений.
Температура, при которой требуется нагревать детали, обязана быть выше той, при которой начинается процесс ковки. Конкретный уровень температуры определяется в числовом выражении в зависимости от содержания углерода в стали: чем меньше процент углерода в сплаве, тем выше должна быть температура нагрева для его плавления.
Для низкоуглеродистых сталей температура нагрева должна достигать как минимум 1350 — 1370°C, что можно заметить по ярко-белому цвету металла. В случае же стали с высоким содержанием углерода, достаточно нагреть ее примерно до 1150°C, и цвет станет желтоватым.
Флюс добавляется в сварной шов с целью его защиты. Это обильное образование соединений солей под действием температуры. Флюс применяется в это время довольно трансформативно. В кузнечной сварке флюс необходимо добавлять в строго определенный момент, когда температура нагрева находится в диапазоне от 950 °C до 1050 °C.
Основа смеси формируется с использованием мелкого, чистого речного песка с добавлением 10 % буры, которая предварительно хорошо прокалена. Бура, содержащаяся в песке, способствует эффективному образованию шлака, что облегчает последующую очистку металла от нежелательных примесей.
Толщина слоя флюса имеет решающее значение: в случае, если он окажется слишком толстым, это приведет к ухудшению скорости и качества обработки деталей. По этой причине флюс для сварки поковок следует наносить в тонком и ровном слое. Применение буры в смеси флюса обладает особым значением и является необходимым при использовании некачественного углерода.
Из флюсовой смеси образуется шлак, который может стекать с металлического изделия, что крайне нежелательно. С целью предотвращения этого в слитки добавляется дополнительное количество песка, но делать это нужно аккуратно и в умеренных количествах.
Примечательную совместимость с бурой демонстрируют мягкие железные опилки или ферромарганец. Такие опилки способны поглощать углерод с поверхности металла при высоких температурах, что существенно улучшает качество процесса сварки.
В случае, если требуется сварить детали из различных металлов или различных типов стали, первоочередно нагревают сталь с наименьшим содержанием углерода, поскольку ее температура плавления выше. Лишь только после этого начинается работа с другим компонентом, обладающим более высоким содержанием углерода.
Преимущества использования
Медные трубки в настоящее время очень популярны в качестве компонента трубных соединений для множества различных применений. По этой причине процесс сварки меди порошковой проволокой с флюсом, таким как бура, стал распространенным. Данный метод соединения медных изделий может использоваться не только для установки новых трубопроводов, но и для ремонта тех, которые уже эксплуатируются.
Боракс эффективно удаляет оксидный слой с поверхности и содействует растеканию жидкого припоя.
Внедрение технической буры в качестве флюса при сварке меди имеет множество преимуществ.
Читайте также: Как быстро и без повреждения снять жгут проводов.
Флюс в кузнечном деле

Флюс или флюсовые смеси представляют собой ключевой ингредиент в процессах ковки и сварки металлов.
Однако существует ряд проблем, связанных с нагревом металлических деталей, поскольку после начала процесса ковки на поверхности формируется окалина. Нагрев является обязательным для всех сталей и других металлов: для низкоуглеродистых сталей необходимо получать белое каление при температуре не ниже +1350-1370 °C, тогда как высокоуглеродистые стали можно на нагревать до +1150 °C.
Флюс, который добавляется в металл в процессе ковки, выполняет несколько полезных функций:
Жидкость должна распыляться на заготовки в строго определенный момент — когда металл достижим нагрет до температурного диапазона в +950–+1050 °C. Если флюс налить в виде толстого слоя на заготовку, это негативно скажется как на качестве ковки, так и на сварки, а также увеличит продолжительность всего рабочего процесса. Поэтому флюс рекомендуется наносить тонким и равномерным слоем.
Что используется в качестве флюсов
Человечество освоило ковку металлов более двух тысяч лет назад, и первое вещество, которое использовалось для посыпки кузнечного металла в зародыше ковки, был песок. Это вещество эффективно используется и в наши дни. В идеале речь идет о мелком, сухом речном песке, свободном от глины и прочих нежелательных примесей.
Песок служит основой для текучего раствора. Однако для улучшения его качества в песок добавляют иные ингредиенты:
Тем не менее, среди кузнецов боракс более популярен, и на этом процессе стоит остановиться подробнее.
Бура и преимущества ее использования при ковке металлов
Бура, представляющая собой белый кристаллический порошок, является неорганическим соединением и натриевой солью борной кислоты, получаемой из природных минералов.
Определяя, что распылять на металл во время ковки, большинство мастеров выбирают флюсовые смеси с содержанием буры в пределах 5-10%. С целью удаления влаги из буры и песка данная смесь флюса подлежит предварительному нагреву.
Одним из основных преимуществ тетрабората натрия его является его безопасность при использовании. Это вещество применяется не только в ковке и сварке, но также в производственных процессах бумаги, цветного стекла, стеклянной посуды, моющих средств, косметики, лекарственных препаратов и многих других имеющихся товарах.
В металлургии бура считается незаменимо для флюсов в ювелирном деле, а также для изготовления изделий из дамасской стали.
Существует две формы буры, которые могут использоваться в сварочном и ковочном процессе:
- Известно кристаллическое вещество в форме порошка, которое допускает равномерное распределение флюса в уязвимых местах металлических заготовок, позволяя создавать тонкий и ровный слой.
- Бура в виде раствора используется для пайки и ковки мелких изделий даже при низкой температуре нагрева. При этом посыпать ничего и не требуется — детали просто погружаются в готовый раствор.
Теперь вы осведомлены о том, какие вещества необходимо распылять на металл во время ковки, однако, не менее важным является то, как это правильно делать.
Ковка или кузнечная сварка с бурой
Технологический процесс ковки сопровождается значительным нагревом деталий — это важная особенность этой технологии. Как следствие такого нагрева, на поверхностях свариваемых металлических деталей образуется в значительных количествах слой соли, вплоть до запекания.
Здесь и возникает необходимость в буре: металлические поверхности обрабатываются слоем смеси песка и буры, создавая оптимальный флюс.
Для глубинного понимания и оценки метода флюсования с использованием буры, необходима более детальная информация о самом процессе. Кузнечная сварка представляет собой комбинированный естественный процесс, в ходе которого осуществляется воздействие на металлы с целью их соединения.
По своей сути это механическое воздействие, осуществляемое в виде ударов молотка, в сочетании с повышением температуры для повышения пластичности металла.
Кузнечная сварка используется для соединения стальных сплавов с минимально допустимым содержанием углерода, составляющим 0,3%. Стали, имеющие высокое процентное содержание углерода, не предназначены для ковки, так как их свойства по свариваемости не позволяют использовать такой метод.
Точное удаление всех загрязнений и оксидных слоев с поверхностей заготовок — необходимое условие перед стартом процесса.
Стоит заметить, что в своей сути кузнечная сварка обычно не дает прочного металлического соединения. Это не самый надежный метод ковки, и его применение невозможно без высокого уровня мастерства кузнеца — без этого ничего не сработает.
По этой причине кузнечная сварка редко применяется в промышленных масштабах или на заводах. Однако, в ситуациях, когда речь идет о ремонтных работах на местах и в неблагоприятных условиях, этот метод можно наблюдать довольно часто.
Хорошенько греем
Как было упомянуто, детали нагреваются в духовках или печах. Объём топлива должен быть четко рассчитан — слишком много или слишком мало недопустимо. В качестве топлива, оптимального для ковки, традиционно используется уголь и кокс, но на практике действенным оказывается обычный уголь.
Металлические заготовки помещаются в печь лишь после полном сгорании угля, чтобы исключить наличие серы, которая может негативно повлиять на итоговое качество соединений.
Температура, до которой необходимо нагреть детали, обязана превышать ту, при которой начинается процесс ковки. В цифровом выражении уровень температуры нагрева зависит от содержания углерода в стали: чем меньше его процентное содержание, тем выше должна быть температура для достижения плавления.
Для низкоуглеродистых сталей температура нагрева должна составлять не ниже 1350 — 1370°C, что отражается в ярко-белом цвете металла. Стали с высоким уровнем углерода можно добиться нагрева примерно до 1150°C, и в этом случае цвет приобретает желтоватый оттенок.
Флюс добавляется в сварочный шов для защиты его от внешних воздействий. Это обильное образование солей под воздействием тепла. Флюс применяют с этой целью. Необходимо добавлять флюс для кузнечной сварки в строго определенный момент — когда температура находится в диапазоне от 950 °C до 1050 °C.
Основной компонентом смеси становится мелкий, чистый речной песок, дополненный 10 % буры после предварительного прокаливания. Бура, содержащаяся в песке, улучшает образование шлака и облегчает дальнейшую очистку металла от загрязнений.
Как паять бурой
Сварочный процесс не представляет собой ничего предосудительного, если вы делаете это самостоятельно. Осуществление сварки проходит на промышленных предприятиях на специализированных сварочных постах. Процесс сварки начинается с тщательной подготовки поверхности соединяемых деталей. Для этого с них следует удалить загрязнения с помощью проволочной щетки или наждачной бумаги. Оксидная пленка и жировые остатки эффективно растворяются бурой при нагреве. При подготовке медных труб важно зачистить стенки и внутри, и снаружи.
Следующий этап — это нанесение тонкого слоя порошка на шов или равномерное распределение подогретого раствора. При этом флюс с истекшим сроком годности следует предварительно расплавить, а потом размолочь в порошок. Сварка с использованием буры должна выполняться при температуре не менее 400 °C. Это достаточно для соединения даже стальных заготовок, когда при сварке используется бура, смешанная с борной кислотой.
Необходимо осуществить нагрев деталей с помощью резаков или газовой горелки, оставляя небольшой зазор между ними. Также можно прогреть место соединения с использованием сварочного оборудования с угольным или графитовым электродом. Как только бары равномерно распределится и изменит свой цвет на голубоватый, следует заполнить щель расплавленным клеем. Если во время сварки будет добавлено слишком много флюса, это приведет к плохому качеству соединения из-за неравномерного распределения припоя. Конкретные рекомендации по количеству флюса отсутствуют, поскольку это значение зависит от типа металла и размеров шва. Опытный мастер сам должен определить пропорции флюса, основываясь на собственном опыте.
После завершение процедуры, на сварном шве не должны быть видны капли припоя. Оставшиеся флюсы и соли следует удалить проволочной щеткой или наждачной бумагой. Если шов перегрет или при сварке использовалась некачественная жидкость, на нем могут проявляться черные корки шлака.
Сварка рекомендуется проводить в хорошо проветриваемых помещениях, поскольку бура при нагреве выделяет значительное количество дыма. Рабочие должны надевать перчатки, чтобы предотвратить попадание флюса на кожу. Качество сварного шва подлежит проверке как с помощью неразрушающего контроля, так и через визуальный осмотр, в том числе с помощью лупы.