На современном рынке существует множество разнообразных флюсов, которые различаются не только по химическому составу и принципу функционирования, но и по своей общей форме. В частности, их можно классифицировать на три основных типа: жидкие, гелеобразные и твердые.
Флюс для пайки: особенности, виды, советы
Соединение двух или более неметаллических или металлических веществ с помощью специального припоя, который играет роль клеящего элемента, называется пайкой. В первую очередь, стоит разобраться, что представляет собой флюсовый припой, как его можно изготовить самостоятельно в домашних условиях, а также изучить основные свойства и методы приготовления флюсового припоя для таких металлов, как медь, серебро, олово и нержавеющая сталь.
Чтобы добиться качественного сварного соединения, необходимо поддерживать определенный температурный режим в месте шва. Обычно эта температура колеблется в диапазоне от 50 до 100 градусов Цельсия. При этом важно учитывать, что температурный предел, необходимый для плавления сварного шва, значительно выше, чем обычная температура плавления обрабатываемого металла. К положительным характеристикам процесса сварки можно отнести следующие аспекты:
- обеспечение полной герметичности соединенных деталей;
- высокая прочность образуемых соединений;
- значительная экономия времени и усилий по сравнению с традиционными сварочными процессами;
- образование специального защитного слоя или пленки на местах спайки, который препятствует воздействию коррозии и окислению металлов.
Виды припоя
Существуют определенные критерии, которым должны соответствовать сварные швы, так как они представляют собой специфическую группу веществ. Эти критерии включают в себя:
- высокие показатели теплопроводности и электропроводности;
- сильная прочность соединений и высокий коэффициент растяжения;
- устойчивость к коррозии;
- переход в жидкое состояние при воздействии высокой температуры во время сварки;
- заметная разница в температуре остывания металла при пайке и кристаллизации самого припоя.
Эти свойства во многом зависят от температурного режима процесса сварки и могут быть представлены как мягкими, так и твердыми материалами.
Пайка мягкими припоями
Процесс пайки мягкими припоями может осуществляться только при температурах ниже 400 градусов Цельсия. Мягкие припои создают прочный и мягкий шов, который не просто эластичен, но и обладает хорошей устойчивостью к физическому воздействию и коррозионным процессам.
К категории мягких припоев относятся:
- Свинцово-оловянные припои;
- Припои с низким содержанием олова;
- Специальные и легкоплавкие припои.
Сварные швы с рабочей температурой от 185 до 267 градусов Цельсия обычно получают из комбинации свинца и олова, при этом в небольших количествах может добавляться сурьма. Перед покупкой припоя обязательно ознакомьтесь с соответствующим ГОСТом, где указана вся информация о применении и характеристиках материала. Важно помнить, что эти припои подходят для соединений, которые не подвержены механическим нагрузкам, ударам или постоянной вибрации.
В дополнение к свинцово-оловянным припоям используются бессвинцовые флюсы, которые также называют флюсами с низким содержанием олова. Они применяются для соединения небольших печатных плат, контактов в чувствительных электрических цепях и других подобных задач. Максимально допустимая температура плавления для таких флюсов не превышает 330 градусов Цельсия.
Среди наиболее необычных типов припоя можно выделить аппараты для сварки плавлением, которые функционируют при температуре от 60 до 145 градусов Цельсия. Такие устройства используют для сварки при пониженных температурах или для очень аккуратной ручной пайки. Тем не менее, их не следует отнести к основным типам припоев, поскольку они обладают слишком низкими показателями прочности и эластичности. Обычно их применяют для повторной или ступенчатой пайки.
В некоторых случаях может возникнуть необходимость создания специальной рецептуры, свойства которой будут идеально соответствовать нуждам при работе с особо сложными материалами (например, для никеля, мягкой стали, алюминия, вольфрама и чугуна).
Рассмотрим наиболее распространенные смеси:

- Флюсы для пайки алюминия непременно должны содержать основу на оловянной основе. В их составе также могут присутствовать такие вещества, как бура, цинк и кадмий, однако содержание олова достигает более 99%. Цинк и кадмий усиливают диффузию, что позволяет им проникать даже в глубокие слои алюминия.
- Паста-флюс или гель, используемые для пайки микросхем и других компонентов, также часто применяются для печатных плат.
Для этих сплавов используются разные формы припоя, которые могут поставляться в виде толстых стержней, полосок или мотков проволоки (как это происходит при традиционной сварке). Существуют также полу-заполненные канифольной жидкостью стержни.
Что это такое и зачем нужен?
Сварочный порошок представляет собой обычный химический состав, применяемый в сварке для удаления жировых пленок и окислов с рабочих поверхностей. Такая подготовка заметно снижает поверхностное натяжение деталей и улучшает поток сварочного материала. Сварочный поток также защищает сварные швы от негативного воздействия окружающей среды, включая влагу и кислород.
Стандартные сварочные флюсы, которыми управляют при сварочных работах, должны удовлетворять следующим требованиям:
- обладать температурой плавления, меньшей, чем у самого припоев;
- обеспечивать равномерное растекание припоя (в газообразной форме) и его затекание между соединяемыми деталями (в жидком состоянии);
- не взаимодействовать с запаиваемым металлом (или сплавом);
- удалять (разрушать) образовавшуюся неметаллическую пленку с поверхности деталей.
Сегодня на рынке представлены флюсы в различных формах: пастах, жидкостях и порошках, последний из которых напоминает мелкие белые кристаллы.
Мастера часто изготавливают флюсы самостоятельно в домашних условиях, но целесообразно приобретать их в готовом виде, так как готовое средство хорошо себя зарекомендовало в большинстве практических ситуаций.
Обзор видов
При ремонте электронного оборудования или производстве радиоприемников ключевым аспектом является аккуратность и точность при проведении пайки компонентов, поскольку от этих факторов зависит долговечность изделия в дальнейшем. Перед началом процесса пайки необходимо выбрать подходящий флюс и клей, что крайне важно для обеспечения качественного соединения металлических деталей, а также для защиты сварного шва от деформации и негативного воздействия окружающей среды (перепадов температуры, высокой частоты и окислителей).
Существует широкая классификация флюсов, каждый из которых обладает специфическим составом и эксплуатационными характеристиками.
По температурному интервалу активности
Флюсы делятся на легкоплавкие и тугоплавкие. Первый тип чаще всего используется для сварки твердых сплавов (нержавеющая сталь, вольфрам, серебро, никель и золото) в промышленных условиях при температурах плавления от +450°C до +800°C. Эти составы обычно содержат магний и медь, что придает им особую стойкость.
Тугоплавкие флюсы, предназначенные для использования при высоких температурах, не подходят для ремонта радиодеталей. В основном они применяются для сварки латуни, чугуна и других металлов с высокой температурой плавления и представлены в виде различных стержней.
Легкоплавкие флюсы активно применяются в радиотехнике и часто используют для сварки печатных плат в радиоаппаратуре. Они подходят для температур до 450 °C; обычно их состав включает в себя цинк, висмут, свинец и кадмий. Также существуют оловянные флюсы, которые плавятся при температуре плюс 145 °C. Для предварительной обработки и затворения пластин, часто использую твердый сплав розе, который плавится при 95 °C и помещается в кипящую воду.
Флюс на основе буры идеально подходит для сварки эмалированной проволоки и нержавеющей стали.
По природе растворителя
В зависимости от типа растворителя, флюсы можно разделить на водные и безводные. Водные флюсы считаются наиболее распространенными, так как они просты в применении: флюс наносится на поверхность детали кисточкой, а вода испаряется при нагревании, оставляя стеклянное прозрачное покрытие. Интересно, что цвет этого покрытия может изменяться на зеленый или синий при взаимодействии с кислородом. Безводные флюсы могут быть на основе спирта или глицерина, они отличного качества, однако стоят дороже.
По природе активатора
Сварочные агентства также классифицируются на активные и пассивные в зависимости от содержания активаторов. Активные флюсы основаны на кислотных реагентах, таких как хлорид аммония, соляная или ортофосфорная кислота. Они не требуют промывания и эффективно действуют против окислов и жировых отложений, но могут со временем вызывать коррозию материалов и «износ» в сварных швах. Кислотные флюсы редко используются в домашних условиях, так как способны вызвать ожоги кожи и выделять вредные пары. Хлорид аммония, бура и аммиак являются активными флюсами, широко применяемыми в практике.
Неактивные (химически пассивные) флюсы чаще всего используются для удаления жировых загрязнений и небольших оксидных пленок с поверхности сплавов. Нейтральные флюсы могут включать в себя воск, стеарин или канифоль. Они состоят из органических компонентов, которые защищают поверхности сплавов от окислительных процессов и предотвращают коррозию.
Как подобрать?
Ввиду того, что флюс состоит из различных химических компонентов, при выборе следует учитывать несколько факторов, включая оптимальную температуру начала процесса сварки, тип обрабатываемого металла и наличие или отсутствие дополнительных поверхностей вблизи сварного соединения. Важно также выяснить, присутствует ли антикоррозийная пленка на поверхности материала.
При работе с алюминиевыми сплавами может быть непросто выбрать подходящий флюс, так как в процессе работы на поверхности алюминия практически мгновенно формируется оксидная пленка. Чтобы предотвратить это, рекомендуется использование расплавленной канифоли, которую следует незамедлительно наносить на очищенную поверхность. Все работы с алюминием должны выполняться с использованием мощного паяльника, для чего придется иметь специальное оборудование. Опытные мастера предпочитают использовать оловянно-свинцовый флюс при соединении алюминиевых деталей, так как он содержит цинк, кадмий, висмут и другие необходимые элементы, что способствует долговечности соединений.
Бинарный флюс (ортофосфорная кислота) также может быть эффективным при сварке алюминия. Этот флюс наносят тонким слоем на поверхность алюминиевой детали, пока она не станет белой. Как альтернативу можно рассмотреть флюсы, которые плавятся и не требуют предварительной очистки. Для сварки деталей из нержавеющей стали предпочтителен флюс на основе ортофосфорной кислоты. Этот неорганический флюс представляет собой бесцветные, гигроскопичные кристаллы, которые становятся жидкими при нагреве до 213 °C. Флюс для нержавеющей стали может быть изготовлен на основе 85%-ного раствора фосфорной кислоты. Как растворитель чаще всего используется этанол.
При сварке латуни важно подбирать специализированные флюсы, но если такой вариант не найти, можно использовать универсальный сварочный материал, который обычно применяется для меди, бронзы и других коррозионно-стойких сплавов. Перед применением рекомендуется хорошо взболтать этот флюс. Он обеспечит надежный сварной шов, а после его нанесения образует защитный антикоррозионный слой.
Для серебра необходим отдельный флюс, который дезинфицирует сварное соединение и предотвращает образование оксидного слоя. Перед нанесением флюса рекомендуется немного подогреть поверхность серебряных деталей с использованием газового пламени. Черные металлы можно сваривать с помощью хлорида цинка, который считается активным флюсом. В качестве альтернативы для сварки можно использовать вещества средней и низкой активности, например, хлорид аммония. Он часто применяется для обработки эмалированных ванн и может быть представлен в виде пасты, порошка или раствора.
Для пайки микросхем и аналогичных деталей из других металлов специалисты рекомендуют использовать только канифоль, которая относится к активным флюсам. Однако нежелательно применять раствор канифоли на спиртовой основе, поскольку при нагревании он может отделить не только окисел, но и сам металл. Более того, канифоль порой вызывает трудности при очищении металла после процесса пайки; остатки можно удалить только с помощью спирта или специализированных растворителей.
Виды флюсов
Все токи делятся на три основных группы:
- Кислотные (активные);
- Слабоактивные;
- Нейтральные (неактивные или защитные).
Основное практическое отличие активных флюсов от слабоактивных или нейтральных заключается в необходимости удаления их остатков по завершении процесса пайки. Кислоты и агрессивные соли, которые могут остаться на свариваемых поверхностях или компонентах, значительно ускоряют коррозийные процессы.
Примечание: в дополнение к классификации по температуре плавления, тема флюсов разделяется также на две основные группы — тугоплавкие и высокоплавкие материалы.
Легкоплавкие материалы (канифоль, спиртовые растворы, сварочные кислоты) служат для соединения черных и цветных металлов оловянно-свинцовым сплавом при температуре до 500 °C. Тугоплавкие вещества (прокаленная бура, раствор борной кислоты, хлориды кальция и бария) используют в промышленности для соединения черных и цветных металлов с медными, серебряными и медно-латунными клеями при температуре выше 500 °C.
Канифоль
Это аморфное стеклообразное вещество светло-желтого или темно-оранжевого цвета, получаемое из смолы хвойных деревьев. Канифоль плавится при низкой температуре, обладает низким дымообразованием и не выделяет вредных для здоровья человека веществ.
Смола канифоли применяется для склеивания радиодеталей методом оловянно-свинцовой пайки.
Паяльные кислоты
Флюсы данного типа состоят из неорганических кислот с низкой концентрацией: ортофосфорной или соляной. Часто добавляются соли, такие как хлорид цинка, для повышения кислотной активности и улучшения растворимости оксидных слоев. Благодаря своей текучести они идеально подходят для использования в труднодоступных местах.

Интересно, что главным недостатком сварочных кислот является необходимость удаления остатков после завершения работ.
Сварочные кислоты обычно используются для сварки коррозионно-стойких сталей, меди, оцинкованного железа, а также никелированной или хромированной стали.
Спиртовые растворы
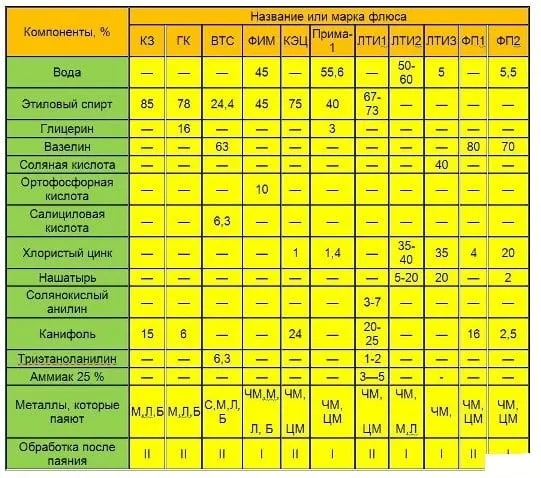
Наиболее распространенным вариантом в этой категории является спиртовой раствор цианофталевой кислоты — 20-25%-ный раствор канифоли в этиловом спирте. Часто для увеличения активности и диапазона применения в такой раствор добавляют разные соли: хлорид цинка, хлорид диэтиламмония и другие. Благодаря жидкой форме данный флюс наносится быстро и не требует удаления остатков после пайки.
Спиртовые растворы без добавок подходят для обычной сварки с использованием плавящихся швов, а вариации с активными солями используют для пайки черных и цветных металлов, а также их сплавов (медь, латунь, алюминий и др.).
К основным недостаткам спиртовых растворов канифоли относят легкую летучесть основного ингредиента — этилового спирта, который сильно испаряется при нагреве и хранится в открытых контейнерах.
Водные растворы и подручные средства
К наиболее часто используемым водным растворам относятся 16%-ный водный раствор ортофосфорной кислоты с добавлением 3,7-4,0% технического этанола. Такие растворы подходят для сварки как черных, так и цветных металлов и их сплавов.
Хранение
Эти соединения должны храниться в герметичных упаковках, подальше от маленьких детей и домашних животных. Не рекомендуется хранить их рядом с продуктами питания, медикаментами и семенами растений. Следует выделить для хранения флюсов отдельный шкаф или ящик.
Метод использования флюсов зависит от их состояния и химического состава:
- Твердую канифоль наносят на спаиваемые поверхности нагревом, при этом жало паяльника уже должно иметь расплавленный припой;
- Паяльную кислоту наносят на обрабатываемые детали или поверхности с помощью кисточки, ватной палочки или спичек;
- Жидкий спирто-канифольный флюс наносится при лужении с использованием носика-дозатора, установленного на емкости с раствором;
- Гелеобразные флюсы наносятся с помощью специальных пистолетов-дозаторов, в которые помещаются картриджи.
Важно отметить, что флюсы обычно являются небезопасными для здоровья человека и требуют предельной осторожности. При контакте с кожей необходимо немедленно промыть пораженный участок и, при необходимости, применять нейтрализующее средство.
Как приготовить флюс для пайки своими руками
Теперь, когда мы разобрались, что такое флюс, давайте рассмотрим простой способ его приготовления, который можно использовать для пайки печатных плат при работе с радиодеталями:
- Пара кусков канифоли помещается в плотный кусок ткани;
- При помощи тяжелого молотка по образовавшемуся упаковке канифоль тщательно измельчается;
- Полученную массу добавляют в емкость с этиловым спиртом и тщательно перемешивают до получения однородного раствора.

Для ускорения процесса растворения канифоли, емкость поместите в горячую воду. Чтобы получить гелеобразное вещество, в раствор добавляют глицерин.
Активные и антикоррозионные
Активные флюсы также часто изготавливаются на основе измельченной канифоли. Однако в этом случае приготовленная смесь дополнительно содержит небольшие количества органических соединений (кислоты или амины).

Эти составы позволяют приваривать к металлическим подложкам не только медные детали, но и элементы из серебра, никеля или стали.
Для более сложных видов сварки требуются порошковые активные составляющие, к которым путем реакции замещения добавляется хлорид цинка. Эти флюсы хорошо известны многим профессионалам: они обычно продаются под названием «сварочная кислота». Кислотные флюсы жизненно важны для пайки алюминиевых деталей.
Эти составы необходимы для сварки медных и серебряных элементов и также применяются для соединения различных сталей и сплавов.
Поскольку эти реагенты являются химически активными соединениями, сварка с их помощью эффективна в отношении оксидных пленок. Высокая активность обеспечивает интенсивное взаимодействие с основным материалом, из которого изготовлены свариваемые детали.
Другой важной чертой этих реагентов считается их высокая электропроводность, что исключает возможность их использования как защитного изолирующего слоя.

Существует множество составов, основанных на фосфатных и органических кислотах. Для чего вообще нужны эти флюсы? Они относятся к категории ингибиторов коррозии и служат для удаления остатков и следов ржавчины с металлических поверхностей, а также для предотвращения образования оксидов после сварки в процессе эксплуатации.
Используя кислые ингредиенты, подобные тем, что применяются в сварочных кислотах, флюсы только защищают от повреждений, вызванных реакциями окисления, без их удаления.
Порядок применения

Флюсы могут быть как в твердом (паста), так и в жидком состоянии, доступные в различных формах и количествах.
Твердая канифоль представлена в плоских банках с герметично закрывающимися крышками.
В зависимости от состояния агломерации флюсов можно выделить следующие методы их использования:
- при использовании твердого флюса во время пайки жало паяльника сначала погружается в флюс, после чего берется небольшое количество припоя;
- в случаях с приготовленным или готовым жидким флюсом его наносят на место спайки с помощью кисточки;
- при работе с пастообразным составом небольшие порции наносятся на место контакта с использованием любой подходящей палочки (например, шприца с обрезанным кончиком).
Канифоль нередко продается в коммерческом формате в виде специального геля, который уже помещен в шприц определенной емкости.
Гелеобразные составы, как правило, являются нейтральными реагентами, которые активно используются в радиоэлектронике для соединения мелких компонентов.
Самостоятельное приготовление
Рабочая смесь на основе канифоли может быть подготовлена самостоятельно. Достаточно измельчить канифоль до порошкообразного состояния, высыпать полученный состав в контейнер и добавить небольшое количество технического спирта.
Состав ингредиентов для изготовления флюса должен быть предварительно установлен в соотношении три к пяти. Смесь следует хорошо перемешать и оставить на несколько дней для полного растворения канифоли в спирте.
Оптимальным контейнером для хранения жидкого флюса будет обычная бутылка из-под лака с встроенной кисточкой. Непосредственно перед использованием рекомендуется тщательно вымыть бутылку, чтобы удалить все остатки лака.
Профессионалы часто пользуются вместе с флюсом другим типом активной добавки, известной как сварочная смазка. Этот реагент, в свою очередь, считается условно нейтральным соединением. Он служит для улучшения условий сварки металлических соединений.
Перед приобретением флюса необходимо изучить инструкции по его применению и четко понимать, для чего именно он предназначен.
Только так вы сможете гарантировать качественный сварной шов.
Классификация флюсов
Разобраться, как функционирует сварочный флюс, не составляет труда. Однако правильный выбор флюса требует внимания к множеству деталей, и в этом заключается основная сложность, поскольку учитывается множество параметров.
Ниже представлены различные виды флюсов для сварки и их отличия.

По типу воздействия на контакты
Виды флюсов для сварки делятся на:
- Бескислотные флюсы или «нейтральные». Они не утрачивают качество спайки и не вызывают никакой химической реакции в зонах пайки. Обычно используются для спайки небольших деталей. В состав входят этиловый спирт, глицерин, скипидар. Температура плавления, как правило, достигает 150 градусов.
- Антикоррозионные флюсы содержат ортофосфорную кислоту как основной ингредиент, и их активно применяют для производства антикоррозийных пропиток. Они не только очищают зону спайки от возникшей коррозии, но и предотвращают ее повторное появление при нагреве.
- Активные составы содержат соляную кислоту и применяются только для работы с железом. Они не подходят для радиотехники, так как могут нанести ущерб платам. Данные флюсы удаляют окислившиеся пленки и вступают в реакцию с самим металлом, что обеспечивает крайне прочные соединения. Зачистка перед использованием обязательно, так же как строжайшее соблюдение правил безопасности — эти вещества токсичны при испарении. Работая с ними, следует быть осторожным, так как они выступают в роли хорошего проводника, и неаккуратные действия могут привести к короткому замыканию. Иногда активные флюсы изготавливаются на основе хлористого цинка.
- Активированные составы изготавливаются из салициловой кислоты или анилина солянокислого, однако перед их использованием не требуется очистки, так как они сами очищают зону спайки. Удаление флюса не требуется, но обычно рекомендуют это делать. Такие составы часто применяются в условиях, где соединения подвергаются постоянным механическим нагрузкам.
- Защитные флюсы для пайки не вступают в химические реакции, не выделяют вредных веществ во время товарного процесса, а также предохраняют детали от коррозии. Обычно изготавливаются из вазелина, воска или оливкового масла, начинают плавиться при температуре 70 градусов, и в этом случае зачистка перед использованием не требуется.
Это не весь спектр сварочных флюсов, но они охватывают самые популярные вариант флюсов.
Существуют также альтернативные составы для пайки специализированных материалов.
По состоянию
Помимо состава, сварочные флюсы различаются и по консистенции:
- Пастообразные формы, безусловно, легче всего используют. Они просто наносятся и не сохнут быстро после применения, что делает их подходящими для всех типов пайки. Однако следует помнить, что пасты являются наиболее распространенными, и вот тут есть риск приобрести подделку, поэтому нужно внимательно выбирать. Обычно их хранят в шприцах, нанося необходимое количество флюса в конкретном месте пайки.
- Твердые составы подходят многим благодаря своей цене и нейтральным свойствам. Но их недостатками служат низкое поверхностное натяжение и то, что они не удаляют окислы; наносить их не всегда удобно, а также они выделяют множество вредных испарений.
- Жидкие флюсы легко и удобно применять, благодаря чему экономится время на пайку. Однако, такие флюсы способны быстро высыхать и могут пролиться, что затрудняет их удаление с различных поверхностей. Наиболее популярным жидким флюсом для пайки является канифоль, которая продается вместе с кисточкой для удобного нанесения.
Какой флюс лучше выбрать
При выборе флюса для сварки убедитесь, что он соответствует материалу, который вы собираетесь сварива:
- Для меди чаще всего используют канифоль. Она довольно универсальна и подходит для любой простой электроники, а также для больших объемов проводов.
- Жидкие припои с вазелином или салициловой кислотой подходят для радиаторов и проводов с одной жилой.
- Жидкая канифоль превосходно подходит для многожильных проводов.
- Пастообразные соединения хорошо будут работать с радиодеталями и разъемами, например, для сим-карт и флешек.
- Для проводов и разъемов необходимы активные флюсы для пайки.
- Для мелких радиокомпонентов на платах предпочтительнее выбрать нейтральные пастообразные флюсы. При работе с платами важно выбирать такие средства, которые не загрязнят саму плату, так как удалить остатки с этой поверхности обычно не представляется возможным.
- При пайке микросхем обычно применяются активированные составы, которые не требуют смывания. В таких случаях лучше использовать жидкости или гели.
Также рекомендуется изучить отзывы других пользователей о Пайке, чтобы выбрать проверенные марки, поскольку флюсы для сварочных работ производятся многими компаниями, но не все из них обеспечивают высокое качество.
Существуют заменители флюсов, но ими могут пользоваться исключительно опытные сварщики, так как в работе с ними есть свои нюансы.
Хранение
Флюсы могут оставаться пригодными к использованию на протяжении 12 месяцев, однако для этого необходимо соблюдать правильные условия хранения. Это критично для того, чтобы не сократить срок службы флюсов:
- Закрывайте тубус или упаковку сразу после применения, плотно закручивая крышку;
- Не допускайте контакта с влагой самого состава;
- Не храните флюсы рядом с открытым огнем или под воздействием тепла;
- Избегайте повышения температуры хранения выше 25 градусов.
Перед каждым использованием желательно проверять упаковку на наличие повреждений, так как это может стать причиной нарушения герметичности. Если вы обнаружите повреждения, следует выбросить продукт и купить новый. Также следует избегать использования флюсов по истечении срока годности.
В случае повреждения упаковки, её можно переупаковать, но важно, чтобы она оставалась плотно закрытой.
Можно ли приготовить флюс самостоятельно?
Если вы предпочитаете не покупать флюс в магазине, вы можете изготовить его самостоятельно, следуя точному рецепту и инструкциям по созданию флюса.
Для хранения самодельного флюса актуальны те же правила, что и для обычного флюса, срок хранения составляет от 6 до 12 месяцев.
Как пользоваться флюсом для пайки
Чтобы правильно использовать паяльный флюс, следуйте рекомендациям по его применению:
- При использовании твердого припоя, например, из олова, предварительно окуните паяльник в реагент, а затем берите немного припоя;
- Жидкий флюс должен вы наноситься специальной кисточкой. Здесь важно быть внимательным, так как высокие температуры могут быстро испортить кисточку;
- Пасту наносят с помощью палочки, зубочистки или шприца с обрезанным кончиком иглы.
Перед началом процесса необходимо:
- очистить поверхность от окислов, хотя иногда это не требуется, если флюс это позволяет;
- нанести слой флюса;
- нагреть состав и детали на паяльной станции.
После завершения пайки стоит подождать, пока сварной шов застынет.
Техника безопасности
При выполнении сварочных работ обязательно надевать защитные перчатки, так как в флюсах могут содержаться разрушающие химические вещества, в том числе кислоты. Поэтому особенно важно, чтобы сварочный материал не попал в глаза, на слизистые оболочки или вдыхался.
Внимательно мойте руки после работы с флюсами и не забывайте умывать лицо, поскольку пары могут оседать на коже и попадать на слизистые. Пары могут также случайно оказаться в еде или напитках, находящихся рядом, поэтому рекомендуется убрать их подальше от зоны работы.
Чтобы уменьшить воздействие паров, используйте фильтры с активированным углем или, как минимум, работайте в хорошо проветриваемом помещении. Например, если вы в первый раз используете флюс или после длительного перерыва в работе, может возникнуть легкое головокружение, что считается нормой.
Тем не менее, если данное состояние со временем увеличивается, рекомендуется немедленно обратиться к врачу.
Работать с флюсом просто, однако правильный выбор флюса требует большего внимания. Следуя всем инструкциям, вам будет проще подобрать сварочный флюс и безопасно его использовать.