Когда возникает необходимость сварки деталей в домашних условиях, часто прибегают к методу серебряной сварки. Это обусловлено тем, что этот метод можно легко осуществить вручную. Однако важно помнить, что серебро не должно использоваться самостоятельно, а должно комбинироваться с такими металлами, как цинк и медь, для достижения наилучших результатов.
Как и чем паять медь в домашних условиях: видео
Подготовка перед началом сварки включает в себя как сбор необходимых инструментов и материалов, так и организацию средств индивидуальной защиты, чтобы обеспечить безопасность при выполнении работы.
Существуют два основных метода для сварки меди: высокотемпературный и низкотемпературный. Первым методом является нагрев меди до 900 °C — этот процесс подходит для проводников, которые подвергаются высоким давлениям и тепловым нагрузкам.
Для низкотемпературной сварки достаточно нагреть медь до 600 °C, хотя обычно работа производится в диапазоне 300-380 °C. Этот способ вполне доступен для выполнения в домашних условиях. При работе используется мягкий припой, предназначенный для меди и латуни, который может быть представлен в виде проволоки или стержней диаметром до 3 мм. Для создания сварочного порошка используются материалы, состоящие на 97 % из олова, а также другие металлы, такие как медь, селен, серебро и сурьма.
Корректное выполнение сварки медных труб предполагает применение флюса — специального пастообразного состава, в состав которого входит хлорид цинка. Этот состав наносится на соединяемые участки труб. Флюс выполняет несколько важных функций:
- предотвращает окисление металла, удаляя кислород;
- улучшает адгезию припоя к меди;
- сигнализирует о достаточном уровне нагрева металла, указывая, когда пора подносить припой для соединения;
- способствует равномерному распределению припоя по стыку.
Важно помнить о безопасности. Несмотря на относительную простоту процесса, сварка медных труб требует соблюдения мер предосторожности. Резак создает открытое пламя, которое представляет опасность, а также стоит учитывать, что нагрев металл проводит очень эффективно. Поэтому, даже если только область сварного шва становится горячей, вся труба значительно нагревается и медленно остывает. Если требуется сварить медные трубы, которые еще не подключены к системе водопровода, их следует разместить на негорючих опорах в подготовленном месте, где они смогут остыть. Обязательно дождитесь полного остывания сваренного металла, прежде чем пытаться его трогать.

Открытое пламя, исходящее от факела, создает непосредственную опасность. Поэтому перед началом работ рекомендуется использовать инструмент, с которым вам будет удобно работать, предпочтительно с подвижной насадкой на длинной трубе.
Техника безопасности при пайке меди
Помните, что медь хороша теплопроводностью, и держать обработанные детали собственноручно, без каких-либо средств защиты, не рекомендуется, так как можно получить ожог. Для частей размером менее 30 см работы следует производить только с использованием плоскогубцев или в защитных перчатках. В случае, если флюс попал на открытые участки кожи, немедленно промойте их мылом и водой — это важно, так как флюс может вызвать как химические, так и термические ожоги.
Использование одежды из синтетических тканей не рекомендуется, так как она может воспламеняться или плавиться при контакте с открытым пламенем или раскаленным металлом. Обеспечение хорошей вентиляции также является неотъемлемой частью процесса, так как дым от горящего флюса вреден для здоровья.
Если у вас нет навыков в сварке, рекомендуется провести пробные работы на кусках трубы или проволоки, прежде чем перейти к серьезным проектам. На освоение основных приемов обычно необходимо всего лишь пара-тройка пробных швов. Если вы собираетесь формировать водопроводную систему, имеет смысл сначала собрать её на полу, а затем установить на место. После завершения всей сборки и сварки системы нужно тщательно промыть её теплой чистой водой, чтобы избавиться от остатков флюсов и сварочного порошка изнутри труб.
Медные трубопроводы и системы отопления стоят довольно дорого, однако они отличаются прочностью и долговечностью. Медь имеет высокую теплопроводность, устойчивость к коррозии и антибактериальные свойства, что делает её идеальной для создания таких систем. Сварка меди в домашних условиях не представляет тех трудностей, которые можно ожидать: для соединения труб достаточно надеть на одну из них гильзу и герметизировать шов. В некоторых случаях, вместо использования крана, можно развальцевать конец одной трубы, вставив в неё другую. Это соединение является практическим, так как не требует фитингов, а срок службы таких труб совпадает со сроком службы самих изделий.
Необходимые материалы и приспособления: олово и другие
Для выполнения работы с медными трубами необходимо следующее оборудование:
- труборез, ножовка по металлу или угловая шлифовальная машина с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди, например, пропановая горелка для пайки медных труб;
- защитные перчатки;
- бумажные салфетки.
В процессе резки труб необходимо использовать труборезы различных размеров. Более крупные инструменты имеют больший радиус вращения, что делает их неудобными для использования в ограниченных пространствах. Если ушли на резку части уже существующей трубы, то стоит использовать труборез меньшего размера. Также можно воспользоваться ножовкой или мелким диском для шлифовки, однако лучший результат получится именно с использованием трубореза.
После завершения резки обязательно нужно удалить заусенцы, так как это обеспечивает правильный поток жидкости и исключает вероятность возникновения турбулентности в системе. Без препятствий трубы будут работать без проблем в течение продолжительного времени.
Перед сваркой меди стоит тщательно отполировать концы труб с помощью мелкой наждачной бумаги, доступной в магазинах. В некоторых случаях для этой процедуры используются маленькие щетки диаметром около 22 мм, что позволяет достичь качественной очистки. Эти щетки можно установить на шуруповерт или дрель, чтобы значительно ускорить процесс.
При помощи флюса, который наносится на хорошо зачищенную поверхность, удается значительно уменьшить риск окисления меди.
Работа с резиновыми перчатками защищает руки, так как во время резки и обработки меди образуется множество мелких металлических частиц, которые могут напоминать занозы, а вращающаяся щетка при обработке поверхности также может повредить перчатки.
Для качества выполнения сварки меди обязательно необходимо, что между этапами зачистки, нанесения флюса и самой сварки прошло не более 30 минут. В противном случае придется повторить процедуру зачищения. Если флюс наносится с помощью кисточки или другого инструмента, то на поверхности не должно остаться щетины или волосков, иначе герметичность соединения может быть нарушена, что приведет к течи после добавления воды.
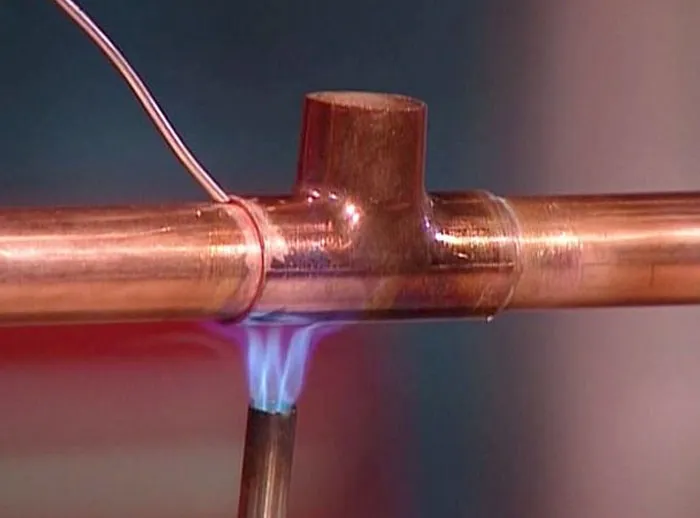
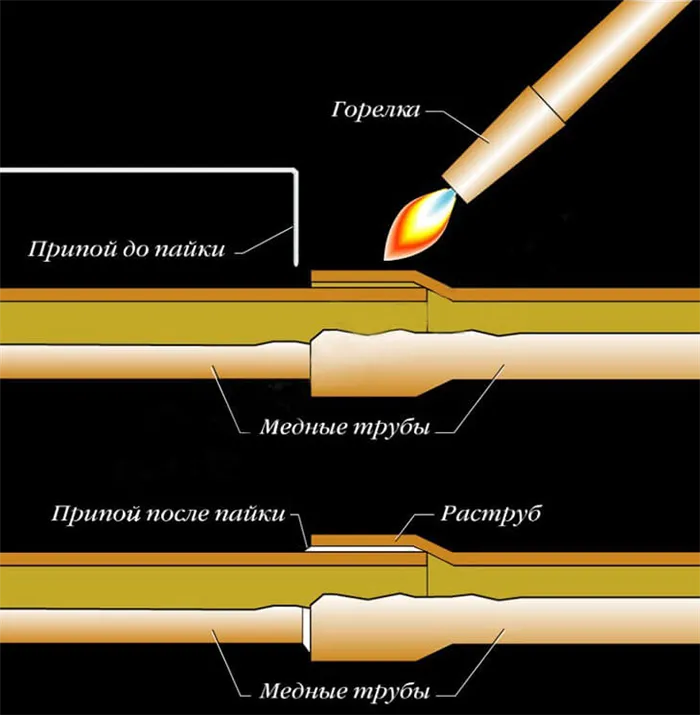
После вставки трубы в соединительный элемент поток флюса не удаляется полностью бумажным полотенцем, а оставляет небольшое количество в ободке высотой 1-2 мм в раструбе; именно этот ободок упрощает процесс создания соединения благодаря капиллярному эффекту. Для начала стык нагревается горелкой, что позволяет испарить влагу, находящуюся между стенками труб. Затем пламя поднимается, и медь медленно нагревается, в то время как флюс начинает приобретать оловянный цвет. В этот момент клейкий материал наносят на лицевую сторону, создавая шов, при этом расплавленный металл перетекает на нижнюю часть и застывает в ходе процесса. Выступающие металлические выступы, образующиеся на нижней грани, необходимо отделять друг от друга. Существует множество методов сварки меди.
Как спаять медные элементы: общая информация
Наиболее часто возникает необходимость сварки скрученных медных проводов. Однако вне зависимости от того, какие металлы спаиваются, их поверхности всегда необходимо очищать от загрязнений, жировых отложений и окислов. Для этой цели используют канифоль, пасту для сварки медных труб или специальные сварочные кислоты.
Рекомендуется сначала обработать элементы отдельно флюсом, а затем отжигать их. Это значит, что необходимо нанести тонкий слой припоя на поверхность, чтобы обеспечить прочное соединение. После этого детали можно соединить и хорошо прогреть, добавляя немного клея. Олово расплавится и соединит их максимально плотно.
В некоторых случаях вместо паяльника целесообразно использовать газовую горелку, что особенно актуально, когда свариваемые детали оказываются довольно крупными. В таких ситуациях даже мощность самого лучшего паяльника может оказаться недостаточной, и без дополнительного источника тепла прочное соединение становится невозможным. Газовая горелка, как правило, дает более равномерный нагрев.
Некоторые данные по расходным материалам
В процессе работы с медными трубами используются следующие расходные материалы:
- флюс;
- припой;
- соединительные фитинги.
Давайте подробнее остановимся на этих материалах.

Использование флюса для пайки меди
Флюс — это соединение, которое очищает поверхность металла от грязи и оксидных слоев. Наиболее распространёнными флюсами являются канифоль и сварочная кислота, которые можно приготовить и в домашних условиях. Для этого используется обычная серная кислота и цинк. Цинковые таблетки добавляют в соляную кислоту, что вызывает химическую реакцию. Кислота считается готовой, когда реакция, известная как травление, прекращается.

В ситуациях, когда флюс не доступен под рукой, можно воспользоваться обычной смолой, если она имеется, например, от сосновых древесин или деревьев, которые могут служить эффективным средством очистки от оксидов и других примесей.

Припой для пайки меди и его состав
Припой — это соединительный материал с низкой температурой плавления, который обеспечивает надежную герметизацию стыка. Обычно используются сплавы олова и свинца, хотя многие современные материалы содержат очень малый процент свинца, что упрощает процесс сварки. На рынке представлены сварочные проволоки, которые содержат флюс, что избавляет от необходимости предварительной обработки кислоты или канифолью.

Фитинги и их применение при пайке
При необходимости соединения медных труб в системах водоснабжения или отопления используются фитинги. Это вспомогательные элементы, которые позволяют соединять, развивать или изгибать основные трубы. Небольшие фитинги могут значительно облегчить процесс сварки

Нюансы самостоятельной пайки меди: что требуется знать
Для достижения качественного сварного шва следует изучить различные методы работы с паяльником и газовой горелкой при сварке медных труб и других компонентов. На данном этапе также важно рассмотреть различные сплавы, начиная от жаропрочных и заканчивая мягкими.

Использование газовой горелки для пайки меди и иными металлами
Газовая горелка необходима для сварки больших деталей, таких как медицинские приборы, чайники или провода с большим сечением. В таких случаях лучше применяется борная кислота как флюс. Предпочтительно использовать высокопрочные сплавы для получения надежного соединения, для чего идеально подойдет PMF 7 (медно-фосфорная сварка). Температура его плавления выше, чем у олова, однако он легко поддается обработке горелкой.
Пайка медных проводов: пошаговая инструкция
Разберем детальный процесс пайки медных проводов на примерах с фотографиями.
Более подробную информацию о том, как это делать, можно узнать из видео ниже.
Флюс или припой для пайки медных проводов можно купить в магазинах для дома. В современных магазинах представлен широкий ассортимент соединительных изделий и сплавов, специально разработанных для этих целей.
Различия в работе с мягкими и твердыми припоями
Для несложных домашних работ рекомендуется использовать мягкие сварочные проволоки, которые легко доступны и могут быть использованы с низкомощными сварочными аппаратами. Напротив, твердые сплавы требуют более серьезного подход, используя сварочные молотки или специальные горелки.

Виды флюсов и припоев: особенности работы с ними
Мастера знакомы с множеством твердых и мягких материалов, необходимых для качественной сварки металлов. В большинстве случаев используется олово — низкотемпературный сплав, который может использоваться в разных температурных условиях без снижения прочности соединений.
В состав сварочных изделий иногда вводится серебро, обладающее выдающимися технологическими свойствами. Мастера часто используют трехкомпонентные сплавы, состоящие из серебра, олова и меди. Хлорид цинка – частый компонент в материалах для низкотемпературной сварки.
Преимущество мягких сварных швов заключается в том, что они обеспечивают лучшее покрытие поверхности и имеют высокую прочность и надежность.

Мягкие припои
Мягкая сварка применяется при установке систем водоснабжения и отопления, где диаметр труб достигает 10 см, а температура воды не превышает 130 градусов. К их числу относятся:
- свинцово-оловянный тип;
- с низким содержанием олова;
- специальные и легкоплавкие.
Для этого процесса часто используется бессвинцовый флюс. Компоненты, содержащие олово, распространены из-за их низкой цены и экономичности. Нанося немного припоя на половину обрабатываемой поверхности, он свободно распределяется по всей площади благодаря высоким проникающим свойствам олова.
Твердые припои
При необходимости учитывать условия среды, в которой будет проходить сварка, рекомендуются твердые припои. Так, такие соединения обеспечивают очень прочные швы. Наиболее распространенные соединения включают в себя:
- медно-цинковые;
- медно-фосфорные;
- чистую медь;
- флюсы без отмывки.
Твердые соединения могут быть огнеупорными и легковоспламеняющимися, и каждый тип имеет свои свойства. Например, медно-фосфорный флюс считается более доступным заменителем дорогого серебряного флюса. Однако стоит отметить, что он не подходит для низкотемпературных условий.
Медно-цинковые флюсы и многокомпонентные составы считаются самыми крепкими среди твердых соединений. Они хоть и стоят дороже, однако их цена оправдана надежностью соединения. Кроме того, при сварке меди обязательно нужно использовать флюс, чтобы достичь прочного соединения двух деталей.
Зачем нужна паяльная паста
Паяльная паста — это состав, который включает в себя мелкие сварочные частицы, флюс и специальные добавки. Обычно такая паста используется в промышленности для пайки компонентов печатных плат. Правильный выбор такого материала определяет несколько параметров:
- после нанесения должны оставаться легкоудаляемые частицы;
- состав должен сохранять вязкость и клейкость;
- не должен оказывать негативного влияния на обрабатываемую поверхность;
- паста не должна просачиваться на одежду во время плавления.
Способ обращения с пастой зависит от ее типа и размера содержащегося в ней припоя. Наличие флюса (канифоль, смываемый водой или без смывки) также создает различные варианты пасты. Она необходима для фиксации мелких деталей и упрощения процесса соединения.
Технология пайки
Процесс пайки очень прост, и когда необходимо соединить детали в домашних условиях, хозяин зачастую справляется сам, без помощи специалистов. Тем не менее, успех операции зависит от подготовки.
Качество соединения во многом определяется состоянием деталей, которые должны быть строже вертикальными, без заусенцев и с гладкими краями. Если присутствуют малейшие неровности, их поражают наждачной бумагой, пока детали не будут идеальны.
При соединении двух медных труб, вставьте одну трубу в фитинг, проверьте идеальную подгонку разреза, затем вытяните её. Поверхность, соприкасающаяся с соединением, необходимо очистить от окислов. Далее следует нанести флюс, что не требует особых усилий: просто втирайте его по всей поверхности, уделяя внимание местам соединения.
Соедините детали и обеспечьте их неподвижность, что может потребовать помощи другого человека. Если таковой нет, попробуйте решить задачу самостоятельно.
В большинстве случаев при сварке в домашних условиях используется непрерывное соединение. Но можно также приобрести специализированные пасты, которые могут эффективно соединять трубы или радиодетали.
Сварку осуществляют как при высоких, так и при низких температурах. В первом случае создается прочный шов, который сохраняет термостойкость; это будет критично, если соединение служит частью различных коммуникационных систем. Но важно помнить, что высокотемпературная сварка не подходит для резьбовых соединений — такой процесс, как правило, регулируется пламенной горелкой, работающей на пропане.
Низкотемпературная сварка отличается тем, что используется мягкий шов, паста или гель. Этот метод подходящий для начинающих, так как он интуитивно понятен и несложен. Температура в этом случае не превышает 425 градусов, что позволяет использовать паяльники, которые почти у каждого есть дома.
Работа с паяльником
Каждый человек в своем жизненном опыте, вероятно, сталкивался с паяльником, и многие используют его регулярно. Поэтому пайка медных элементов с его помощью обычно не вызывает трудностей. Основной процесс заключается в нагревании спая до момента, пока он не начнет плавиться.
Когда он застынет, обе детали будут прочно друг с другом соединены. Для достижения качественного сварного шва важно равномерно распределить состав по всей поверхности, заполнив все пустоты. Важно выбирать материал, который выдерживает высокие температуры, которые создает паяльник.

Работа с горелкой
Запустите горелку, когда две детали уже соединены. Не держите инструмент слишком рядом со швом продолжительное время, так как температура может достигать нескольких тысяч градусов. Достаточно нагреть необходимую часть до 250-300 градусов.
Как паять?
Теперь давайте подробнее рассмотрим процесс пайки в различных вариантах.
Трубы
При сооружении трубопровода возможно сварить детали в домашних условиях. Предварительная очистка не требует сложного вмешательства или применения агрессивных соединений. Высокотемпературная сварка осуществляется при температуре 450 градусов. Для сваривания используются серебряные или медные материалы. В процессе высокотемпературной капиллярной сварки обычно используется BAg или BcuP.
Рекомендуется провести предварительный отжиг металла для его размягчения и предотвращения потери прочностных характеристик за счет естественного охлаждения подготовленных швов. Избегайте сильного обдува, особенно погружения в холодную воду. Твердая сварка применяется к трубам с сечением от 1,2 до 15,9 см, а высокотемпературная сварка — для газовых труб. В сантехнической практике высокая температура важна при выполнении монолитного соединения в фитингах диаметром более 2,8 см, или при поддержании циркуляции жидкости, нагреваемой более чем до 120 градусов.
Высокотемпературные процедуры также используются при создании нагревательных контуров. Легкий процесс создания ответвления от уже существующей системы возможен без демонтажа заранее выполненной работы. Низкотемпературная сварка также позволяет создавать швы шириной от 0,7 до 5 см. Из-за низкой прочности ее нецелесообразно применять для соединения газовых труб. Тем не менее, так как такой метод не требует отжига, прочностные характеристики остаются приемлемыми, а сама процедура более безопасна для выполнения, что позволяет создавать соединения от 0,6 до 10,8 см.
Обычно трубы обрезаются до необходимого размера с использованием ручного трубореза. Прямой срез достигается удерживанием заготовки под строго вертикальным углом 90 градусов к арматуре. Условие для стыковки прессуемых деталей — отсутствие заусенцев, поскольку они могут мешать нормальному течению жидкости. Перед нанесением флюса детали необходимо хорошо обезжирить. После равномерного нанесения флюса можно соединять и сваривать трубы.




С алюминием
Но, помимо медных труб или проводов, существует необходимость также с алюминием. Этот процесс может быть довольно сложным и сопряжен с высокими рисками ошибочных действий. Мастер должен быть предельно внимателен, чтобы избежать дополнительных проблем. Обычные флюсы для алюминия и меди здесь не подойдут.
Только опытный специалист сможет достичь нужного результата. Для этого необходимо использовать специальные расходные материалы. В некоторых случаях требуется применение стальных адаптеров, так как другие варианты могут оказаться неэффективными. По мнению экспертов, идеальная связка (Castolin192FBK) представляет собой стержень с флюсом низкой температуры, благодаря чему можно закрыть даже крупные отверстия и дефекты.
Рекомендации
Перед процессом сварки поверхности обязательно должны быть очищены от мелких пятен порошка или краски. Избегайте перегрева материалов, чтобы не дать им остыть, поэтому стоит работать активнее. Если опыта нет, предварительно рекомендуется потренироваться на ненужных деталях. Научитесь определять достигнутую температуру визуально.
Не забывайте о том, что сварка меди — это опасный процесс. Всегда защищайте руки перчатками и убедитесь, что деталь остыла до безопасной температуры, прежде чем пытаться к ней прикоснуться. Идеальным вариантом будет работать на открытом воздухе или в хорошо проветриваемом помещении. Сварка твердых и кислотообразных металлов должна производиться строго в респираторе и защитных очках.

Перед началом работы обязательно проверьте все используемые инструменты. Закрепляйте соединяемые детали в тисках или зажимах. Для того чтобы шов образовывался правильно, необходимо тщательно нагревать соответствующую зону. Используйте только одежду из материалов, которые не поддерживают горение. Перед добавлением в расплав следует предварительно нагреть металлы и соли, чтобы удалить всю влагу, так как такое пренебрежение может привести к взрыву.
Гигроскопичные флюсы следует смешивать только с помощью инструментов, имеющихся на огне — это предотвратит случаи внезапного выброса или взрывов. Компоненты, которые подвержены испарению или износу, добавляются в самую последнюю очередь. После внедрения требуется пристальное средение, чтобы избежать перегрева сплава. Сварочные формы и ванны должны оставаться в чистоте и должны быть подогреты перед заливкой сварного шва (флюса).

Способы нанесения флюса подразумевают его распределение кистью или фарфоровым шпателем в нужных местах. Для получения наиболее безопасной и менее непрозрачной формы порошка, его обычно смешивают с растворителем, что позволяет создать пасту. Рекомендуется обрабатывать рабочие столы и другие поверхности легко очищаемыми материалами. При длительных сварочных работах лучше всего оборудовать каждую рабочую зону отдельным защитным колпаком.
В следующем видеоролике показаны основные принципы и способы сварки медных труб.
Как выбрать, чем паять
Сварка меди позволяет соединять различные трубопроводы, независимо от сложности — это может быть как водопровод, так и системы отопления и газоснабжения, медные кабели и охлаждающие трубки.
Рекомендации по выбору подходящих материалов для сварки:

- Средне- и высокотемпературные припойные сплавы чаще используются в производственных условиях, в то время как низкотемпературные материалы, подходящие для разогрева стандартным ручным паяльником используются в домашних условиях.
- Высокотемпературные припои, которые плавятся при температуре 1100 ºС и выше, неудобны для использования в бытовых условиях, так как для этого потребуется дорогостоящее паяльное оборудование и соблюдение строгих норм по обеспечению пожарной безопасности.
- Для пайки тонкостенных труб лучше использовать мягкие припои, расплавляющиеся при низких температурах. Твердые сплавы стоит использовать лишь для соединений толстостенных трубопроводов.
- При пайке газопроводов предпочтительно применять составы с содержанием серебра. Этот элемент обеспечивает прочность шва, высокую точность соединения. Изготавливаемые соединения отличаются повышенной стойкостью к механическим воздействиям и коррозии.
Стоит отметить, что пайка чистым серебром является довольно дорогой, однако обеспечивает самые надежные, прочные и долговечные соединения, что особенно актуально для газовой промышленности.
Как пользоваться
При выполнении пайки медных деталей высокотемпературными сплавами чаще всего используется дополнительный флюс, который предварительно обрабатывает соединяемые медные детали и предотвращает окислительные процессы на их поверхности, что в дальнейшем может привести к разрушению сварного соединения.

Продукты, которые могут использоваться в качестве флюсов:
- окись бора;
- тетраборат натрия;
- метаборная кислота.
К перечисленным флюсам часто добавляют фтористые элементы кальция и калия для повышения их эффективности.
Буру можно использовать для пайки медных элементов — этот флюс является самым доступным и недорогим. Его можно приобрести в виде небольших кусочков или порошка.
Опытные сварщики иногда окунают сварочный пруток непосредственно в порошок флюса, чтобы облегчить соединение медных деталей. Бывает так, что сварочный состав плохо измельчается, и его смешивают с флюсом до формирования однородного состава, однако такая практика довольно трудоемкая и редко применяется.

Правильная подготовка медных труб к процессу соединения:
- Трубы сначала обрезаются до нужных размеров, затем зачищаются, причем необходимо удалить заусенцы на концах, чтобы обеспечить максимальную стыковку;
- Внутренние стенки концов соединяемых труб также зачищаются щеткой по металлу, что увеличивает пропускную способность;
- Стыковочную область очищают флюсом, чтобы удалить оксидную пленку — это улучшает сцепление медной поверхности и снижает поверхностное натяжение в месте соединения.
После завершения всех подготовительных работ можно начинать саму сварку системы из медных труб.
Способы пайки
Существует несколько методов сварки, требующих предварительного подогрева швов, что достигается с помощью газовой горелки. Для больших объемов работ нужно использовать баллон с газом — пропан-бутановой смесью.
В домашних условиях для проведения разовых работ подойдёт электрический паяльник, который в состоянии разогреть как мягкие, так и твердые сварочные материалы до низких температур.

Низкотемпературный процесс пайки
Низкотемпературная сварка популярна в домашнем ремонте для соединения сантехнических фитингов, систем водоснабжения и отопления, а также других труб небольшого диаметра. Температура, не превышающая 450 °C, делает процесс безопасным.
Низкотемпературная сварка не допускает отжига металлов и является наиболее безопасной методом для выполнения домашних работ.
Основные этапы низкотемпературной сварки включают:
- Обрезка соединяемых труб;
- Зачистка производимых деталей как с внутренней, так и с внешней стороны;
- Проверка зазора между плоскостями соединяемых компонентов;
- Нанесение флюса на обрабатываемые поверхности;
- Стыковка производится между деталями;
- Нагрев рабочей области;
- Расплавление припоя и заполнение им стыковочного места;
- Охлаждение шва;
- Удаление остаточного флюса и зачищение соединения.
Качество образованного шва будет в значительной степени зависеть от тщательной подготовки срезов и правильных технических зазоров.

Высокотемпературный метод
Перед началом сварки медных труб в высокотемпературном процессе сначала производится сварочный сплав, который является основой процесса. Использованы тугоплавкие твердые сплавы на основе серебра и меди, и температура сварки составляет более 450 °C. Полученные соединения обеспечивают стабильность и устойчивость к механическим нагрузкам и высоким температурам.
В отличие от низкотемпературного метода, в процессе высокотемпературной сварки металл отжигается. После такой процедуры сплав становится более мягким, что сказывается на прочностных характеристиках металла.
Для минимизации этого эффекта сварной шов подлежит физическому охлаждению после окончания пайки двух деталей. Использование быстрого охлаждения, например, при помощи потока холодного воздуха или погружения в холодную воду, строго запрещается.
Высокотемпературная сварка используется для соединения медных труб диаметров от 12 до 160 мм, для монтажа газовых труб, а также соединения водопроводных труб диаметром 28 мм и так далее. Этот метод такжеативно используется для установки трубопроводов, которые должны транспортировать хладагенты с температурой более 120 °C.

Чтобы эффективно и без труда сварить медные трубы в домашних условиях, без привлечения мастеров, важно правильно подобрать методы и материалы для сварного шва.
Все сварочные действия должны выполняться по инструкции, ориентируясь на выбранную технологию, а также рекомендации специалистов. Лишь следуя этим рекомендациям можно обеспечить прочно, надёжное и долговечное соединение медных деталей.