Все медные сплавы обладают общими характеристиками, но каждый из них также имеет свои уникальные свойства, которые помогают их различать. Одна из отличительных черт латуни заключается в том, что она содержит цинк, который, плавясь и испаряясь, создает определенные трудности при сварке. В процессе работы возникают несколько сложностей, которые нужно учитывать для достижения качественного результата.
Сварка аргоном латуни: видео и технология
Сварка латуни с использованием аргона представляет собой довольно сложный процесс, так как основная проблема заключается в наличии в составе сплава цинка. При высокой температуре цинк плавится и затем испаряется, что негативно сказывается на прочности сварного соединения. Кроме того, пары цинка очень опасны для здоровья, поскольку они токсичны. Совсем недавно специалисты разработали инновационную технологию сварки латунных материалов с использованием аргона, что стало значительным достижением в области сварочного производства.
Многие начинающие сварщики, когда им нужно соединить два куска латуни, предпочитают традиционные методы сварки, которые они считают более простыми и эффективными. Однако такая практика часто приводит лишь к повреждению деталей и разочарованию, а также снижению самооценки сварщика.
Особенности сварки латуни
Латунь, как сплав меди и цинка, является трудносвариваемым материалом. В состав сплава могут добавляться никель, олово и свинец, что также влияет на его сварочные характеристики. Цинк, который выделяется в процессе сварки, может создавать поры и снижать прочность соединения. Заметим, что теплопроводность латуни значительно выше, чем у стали, поэтому для ее обработки целесообразно использовать мощные сварочные горелки.

Чтобы минимизировать негативные последствия при сварке, рекомендуется настроить оборудование так, чтобы избыток кислорода в зоне сварки составлял не менее 25%. Это поможет уменьшить пористость сварного шва и повысит его прочностные характеристики. Если же избыток кислорода слишком большой, может произойти нежелательное окисление цинка. В таких случаях может быть полезна латунная порошковая проволока с использованием сильного окислителя, например кремния, который потом можно удалить в процессе шлакообразования с помощью определенных флюсов.
Читайте также: Чем обработать медь, чтобы избежать окисления.




Особенности подготовки деталей к сварке
Подготовка деталей из латуни к сварке схожа с подготовкой медных элементов. Однако латунные фитинги, как правило, имеют небольшую толщину и не требуют предварительного подогрева. Тем не менее, если речь идет о более толстых деталях, их необходимо предварительно прогреть в тех местах, где будет происходить сварка. Надлежащая подготовка деталей существенно улучшает качество соединения, что в конечном итоге приводит к созданию более прочного изделия.
Обработке рабочих кромок при подготовке стоит уделить особое внимание. Если толщина кромок меньше 1,5 мм, целесообразно изготовить дополнительный фланец, что позволит увеличить процент прочности соединения. Если же толщина кромок соответствует нормам, прокладка не является обязательной. Однако между соединяемыми элементами рекомендуется сохранять расстояние около 2 мм. Увеличить это расстояние можно с помощью специальных распорок.
Для соединений, где необходима повышенная прочность, целесообразно использовать сварку с обеих сторон. Достижение значительной толщины сварного шва позволяет значительно улучшить прочность и надежность соединения.
Подготовка деталей к сварке является обязательным и важным этапом. Если не правильно оценить толщину материала или длину шва, конструкция может подвергнуться деформации, что произойдёт из-за избыточной нагрузки на металл. Если требуется соединить толстые листы или работать с конструкциями повышенной прочности, рекомендуется обратиться к услугам профессионалов.
Технологии сварки изделий из латуни
Латунь, как известно, является сплавом меди и цинка. В некоторых случаях, для получения специфических свойств металла в него добавляют и другие химические элементы, такие как олово, никель и свинец.
Цинк, который содержится в большом количестве в латуни, испаряется при высоких температурах, что приводит к образованию пор в сварных швах. Более того, пары цинка, взаимодействуя с кислородом из окружающего воздуха, образуют оксид цинка, который формирует белое токсичное покрытие на соединяемых деталях. Это покрытие представляет серьезную опасность для здоровья человека из-за своей высокой температуры плавления, что делает процесс сварки латуни сложным и требующим особого подхода.
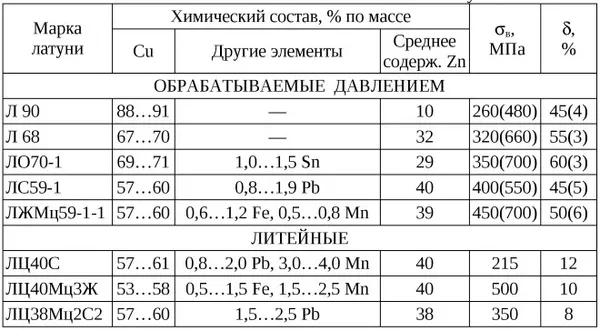
Механические свойства и химический состав латуни важны для понимания процесса сварки.
С учетом всех вышеперечисленных факторов специалисты разработали разные технологии для эффективной сварки латуни. К ним можно отнести:
- газовую и электродуговую сварку;
- соединение деталей из латуни под слоем флюса;
- сварку, проводимую в среде защитного газа, наиболее часто используется аргон.
Из всех перечисленных методов наиболее популярной является аргонодуговая сварка латуни благодаря ее высокой эффективности, позволяющей получать качественные сварные швы при различных условиях.
Особенности сварки латунных изделий в среде аргона
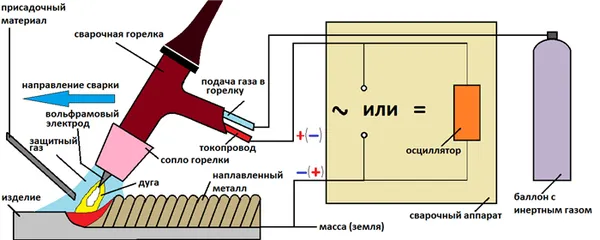
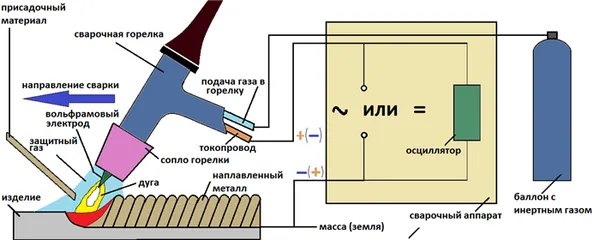
Сварка латуни в среде инертного газа аргона чаще всего применяется при необходимости соединения деталей с толщиной более 5 мм. В этом процессе источником тепла становится электрическая дуга, которая возникает между электродом и поверхностью соединяемых деталей. Электрод прикрепляется к токопроводящему зажиму аппарата, который подает защитный газ к зоне сварки через сопло. Сварной шов выполняется присадочным металлом, который должен максимально соответствовать материалу соединяемых деталей.

Присадочный металл, который вводится в зону ручной сварки, также плавится дугой, которую разжигают между электродом и заготовками.
Перед сваркой латуни важно тщательно очистить поверхности свариваемых деталей от загрязнений и оксидных слоев. Качественная чистка должна приводить к появлению металлического блеска на поверхности латунных изделий. Окисный слой можно легко удалить с латунных изделий с помощью азотной кислоты, а затем промыть горячей водой.
В процессе сварки латунных изделий можно услышать характерный трещащий звук, который возникает из-за активного выделения паров цинка. Пары цинка также придают дуге необычный цвет, что хорошо фиксируется даже на видеозаписи процесса сварки.
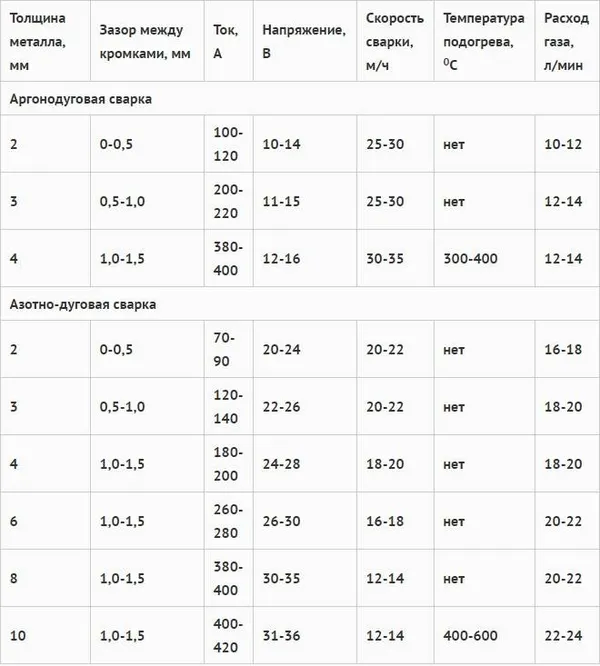
Примерные условия сварки латуни с использованием вольфрамового электрода достаточно важны для получения качественного результата.
Техника сварки латунных изделий также заключается в том, что соединение выполняется не сплошным швом, а отдельными валиками. При этом зазор между деталями тщательно заполняется расплавленным присадочным металлом на необходимую глубину. Эта мера устраняет риск прожога соединяемых деталей, который может произойти при непрерывном шве.
В процессе сварки латуни важно соблюдать еще одно правило. Когда присадочный металл заполняет кратер шва, напряжение дуги необходимо постепенно снижать, в то время как длину дуги следует увеличивать. Вы можете ознакомиться с обучающим видео, чтобы увидеть, как это осуществляется на практике.
Хотя сварка латуни возможна в домашних условиях, следует помнить о высоком риске для здоровья от паров цинка. Поэтому лучшим решением будет проводить эту процедуру на свежем воздухе, если в вашем помещении нет вентиляции. В любом случае сварщик должен обеспечивать защиту, используя респираторную маску.
Преимущества аргонодуговой сварки деталей из латуни
Аргонодуговая сварка латуни без использования специальных электродов завоевала свою популярность не спроста. Преимущества этого технологического процесса проявляются в следующих аспектах:
- Для сварки латуни в среде аргона нет необходимости в электродах со специальным покрытием, которые могут значительно повысить стоимость работ, а также в флюсах.
- Данная сварочная технология отличается экологичностью и чистотой.
- Аргонная сварка позволяет выполнять сварочные работы с высокой скоростью.
- Сварные швы, полученные с помощью этой технологии, имеют высокие эстетические характеристики.
- На швах, выполненных по данной методике, отсутствует шлаковая корка, которая требует последующей очистки.
- Кромки соединяемых латунных деталей надежно защищены от образования оксидных и нитридных корок благодаря использованию инертного газа.
- Струя аргона, подаваемая в зону сварочного процесса, эффективно выдувает все отходы, образующиеся во время работы.
- Данный способ сварки универсален; его можно использовать для соединения как мелких, так и крупных изделий из латуни, а также для восстановления деталей методом наплавки.
Как подготовиться к сварке?
Латунь сваривают электрической дугой, газовым пламенем или аргоном. Тем не менее вне зависимости от метода, заготовка должна быть предварительно подготовлена. Для достижения успешного результата необходимо обрезать края и подрезать сварочные кромки. Будущее место сварки также следует отполировать до блеска.
Для этой цели можно использовать крупнозернистую наждачную бумагу или оснащенный напильником инструмент.
На поверхности латунных деталей часто формируются оксидные налеты, которые могут значительно снизить качество сварного соединения. Поэтому важно удалить эти окислы в процессе подготовки. Для этого могут помочь концентрированные растворы азотной или соляной кислоты. Необходимо отметить, что очистку поверхности следует проводить до начала самой сварки.
Технология сварки
Процедура сварки не зависит от выбранного метода обработки. Тем не менее существуют определенные основные правила, требования и рекомендации, которые могут способствовать успешному выполнению сварки.
- Во время сварки важно следить за скоростью процесса. Она должна составлять не менее 15 см шва за 1 минуту. Снижение скорости повышает риск возникновения пор в шве, а также ведет к чрезмерному испарению цинка, что негативно влияет на качество материала и здоровье окружающих.
- Вертикальную сварку следует производить снизу вверх. При необходимости стоит дополнительно прогревать место стыковки.
- Проводить потолочную сварку соединяемых латунных элементов запрещено из-за высокой текучести металла.
Выбор типа сварки зависит от предпочтений человека, который выполняет работу. При выборе метода также следует учитывать толщину свариваемого листа и желаемые характеристики конечного продукта. Обычно используются следующие приемы:
- аргоновая;
- электродуговая;
- газопламенная.
Аргоновая сварка считается наиболее эффективной в сравнении с другими методами, поскольку использование этой технологии позволяет быстро соединять латунные детали.
Эта техника наиболее подходит для сварки деталей толщиной до 5 мм. Аргон защищает шов от повреждений и деформации в процессе работы.
Для нагрева латуни используется электрическая дуга, через которую проходит ток, что позволяет осуществлять процесс сварки. Аргоновый процесс имеет множество достоинств. Дуговой процесс подходит как для самосварки, так и для полуавтоматической сварки. В последнем варианте необходимо подготовить специальные электроды, при этом следует учитывать характеристики используемых материалов.
В рамках дуговой сварки применяется электрический ток с обратной полярностью. Для снижения образования паров цинка наилучшим образом подходят короткие дуги. Перед началом сварки следует очистить и протереть область сварки. Также важно, чтобы электроды были отожжены.
По завершении дуговой сварки сварной шов должен быть подвергнут отжигу или металлическому отжигу. Отжиг — это процесс медленного снижения температуры. Отжиг можно осуществлять также после кратковременного нагрева материала. Эти процессы существенно повышают качество исходного материала и улучшают характеристики сварного соединения.
Метод газового пламени используется для создания надежного и высокопрочного соединения. Его также можно применять для сварки латунных элементов со стальной основой.
Однако для того чтобы обеспечить надежное соединение, также следует применять окислительное пламя, которое формирует защитную пленку на поверхности соединения и предотвращает чрезмерное сгорание цинка.
Процесс горения генерируется с использованием специальной проволоки, тип и качество которой зависят от материала. Опытные специалисты советуют использовать расходные материалы, которые содержат бор, что исключает необходимость выхода с флюсом на поверхность латуни.
Полезные рекомендации
Как уже упоминалось, цинк сгорает в ходе сварочных работ и образует токсичный оксид. Его наличие можно распознать по маленьким белым хлопьям. Процесс горения оксида цинка сопровождается треском. При выполнении сварки в домашних условиях необходимо использовать средства индивидуальной защиты. В закрытых помещениях нужно обеспечить хорошую вентиляцию, а работа на открытом воздухе была бы оптимальным вариантом.
Кроме того, необходимо следовать правилам безопасности. К ним относятся ношение плотной и невоспламеняющейся одежды, а также тщательная подготовка рабочего места. Во время сварочных работ стоит иметь в наличии огнетушитель. В некоторых случаях сварка латунью может быть предпочтительнее, чем изготовление соединений специальной сварочной горелкой. При этом методе используется припой в качестве присадки и бура в качестве жидкой основы. Расплавленное олово заполняет образовавшуюся трещину, придавая диффузному слою необычный медный цвет.
Как сварить латунь, смотрите в видео ниже.
Технология сварки латуни
Технология сварки в принципе не изменяется в зависимости от выбранного метода. Существуют некоторые общие правила и требования к производству таких работ. Рекомендуется вести сварку на высокой скорости — не менее 15 см в минуту. При снижении этой скорости возрастает риск появления пористости и чрезмерного испарения цинка. Вертикальная сварка должна проводиться снизу вверх, при этом, если нужно, дополнительно прогревать шов. Ни в коем случае нельзя проводить сварку сверху, поскольку латунь отличается высокой текучестью и легко плавится.
Выбор метода сварки латуни определяется индивидуальными предпочтениями, толщиной листа и желаемыми характеристиками готового продукта.
Наиболее популярными методами сварки являются:
- аргоновая;
- электродуговая;
- газопламенная.
 Аргоновая сварка считается на сегодняшний день наиболее эффективным способом заваривания латунных изделий. Обычно ее применяют при соединении элементов с толщиной более 5 мм. Сварочные процедуры выполняются в аргоновой среде, где инертный газ защищает шов от внешних повреждений и деформации. Нагревание латуни осуществляется с помощью электрической дуги. У этой технологии имеется множество преимуществ, выгодно выделяющих ее среди аналогов.
Аргоновая сварка считается на сегодняшний день наиболее эффективным способом заваривания латунных изделий. Обычно ее применяют при соединении элементов с толщиной более 5 мм. Сварочные процедуры выполняются в аргоновой среде, где инертный газ защищает шов от внешних повреждений и деформации. Нагревание латуни осуществляется с помощью электрической дуги. У этой технологии имеется множество преимуществ, выгодно выделяющих ее среди аналогов. В домашних условиях сварка латуни может выполняться с использованием электродуговой сварки, включая полуавтоматическую. При этом важно применять соответствующие электроды. Работы следует вести постоянным током обратной полярности. Ключевым является поддержка короткой дуги, что помогает предотвратить избыточное испарение цинка. Перед виркой рекомендуется предварительно прогреть место соединения и отжечь электроды.
В домашних условиях сварка латуни может выполняться с использованием электродуговой сварки, включая полуавтоматическую. При этом важно применять соответствующие электроды. Работы следует вести постоянным током обратной полярности. Ключевым является поддержка короткой дуги, что помогает предотвратить избыточное испарение цинка. Перед виркой рекомендуется предварительно прогреть место соединения и отжечь электроды.
Обработка сварного шва может включать ковку или отжиг металла. Во время отжига температура медленно снижается после интенсивного нагрева, что значительно улучшает качество сварного шва и прочность соединения.
Технология газовой сварки также используется для создания надежного соединения. Этот метод можно применять для сварки латунных изделий со стальными. Однако для достижения крепкого соединения требуется применение окислительного пламени, которое создает защитную пленку и предотвращает сгорание цинка. Газовая сварка осуществляется с помощью присадочной проволоки. Выбор типа и качества проволоки необходимо выбирать с учетом состава сплава и желаемых характеристик конечного продукта. Рекомендуется применять проволоку, содержащую бор, для исключения необходимости использования флюсов.
Аргоновая сварка

Сварка латунных изделий с использованием аргона является наиболее эффективным методом и находит свое широкое применение в промышленности благодаря своим преимуществам, среди которых выделяются следующие:
- Для сварки латуни не требуется использование электродов со специальным покрытием, что значительно снижает затраты на проведение работ. Отсутствие необходимости в флюсах также делает процесс более доступным.
- Данная технология соответствует современным стандартам безопасности. Благодаря защите инертным газом компоненты сплава не вступают в реакцию с кислородом воздуха, что предотвращает выделение вредных веществ.
- Аргонодуговая сварка препятствует образованию шлака на стыке, который обычно требует постобработки.
- Сварка латуни с использованием аргоном может выполняться точечно, обеспечивая аккуратные и эстетически привлекательные швы.
- Готовые сварные швы обладают аккуратным и привлекательным внешним видом.
- Кромки соединяемых деталей защищены от окислительных процессов благодаря использованию аргона.
- Струя аргона эффективно очищает рабочую зону от пыли и других отходов.
- Универсальность данного метода позволяет соединять элементы различных размеров в различных условиях.
Каждый сварочный процесс имеет свои преимущества и недостатки. Поэтому выбор должен основываться на индивидуальных характеристиках сплава, конечного продукта и технических возможностях.
Сварка латуни аргоном — технология
В начале следует отметить, что детали из латуни толщиной более 3 мм подлежат сварке. Все изделия толщиной меньше 3 мм должны быть спаяны или сварены. В зависимости от толщины, метод обработки может изменяться. Если толщина латуни составляет до 4 мм, сварка может выполняться без разделки кромок; при толщине 4-10 мм следует делать односторонний наклон на 60-70°. Если металла больше 10 мм, необходимо снять фаску по обеим кромкам (20-35°). Для латунных изделий толщиной 15-25 мм рекомендуется выполнить X-образный разрез. Обязательно обработайте поднятые края.
После этого можно приступать к обезжириванию и шлифовке деталей, не забыв надеть респираторную маску. Обычно окислы и жировые следы удаляются с помощью азотной кислоты. Можно использовать специальные флюсы для того, чтобы минимизировать испарение компонентов, таких как бор.
На следующем этапе происходит сама сварка латуни аргоном. Перед началом работы нужно включить вытяжной шкаф и надеть респиратор для защиты от паров цинка.

Под свариваемую область следует подложить асбестовую прокладку для защиты. Настройки аппарата (инвертора) следуют рекомендациям производителя и могут определяться посредством проб и ошибок. Для обеспечения эффективного проникновения тока рекомендуется использовать небольшие величины тока. Если есть такая возможность, стоит протестировать весь процесс на пробных изделиях или проводить несколько тестов, чтобы определить оптимальные решения. Если толщина свариваемого металла превышает 10 мм, то целесообразно провести предварительный подогрев до 750 (± 50) °C.
Во время сварки необходимо поддерживать короткую дугу, избегая колебаний кончика электрода и используя постоянный ток с обратной полярностью. Для сварки можно применять как перекрывающиеся, так и одиночные шарики.
Сварка осуществляется с помощью однослойного вольфрамового электрода. В качестве присадочного металла можно использовать аналогичный кусок материала, но это обязательно должно подразумевать качественную обработку сварного шва, а также шлифовку всего изделия. Также допустимо применение медной проволоки, а также безоловянной меди в марках БрАМц9-2, БрАЖМц10-3-1,5, БрАЖН10-4-4, БрАЖ9-4 и БрКМц3-1. Еще одним вариантом может быть использование кремниевой латунной проволоки, содержащей 0,5% кремния.
Следует соблюдать осторожность не только из-за потенциального воздействия паров цинка, но также необходимо принимать меры по предотвращению появления трещин в латунном шве при температуре в диапазоне от 300 до 600 градусов Цельсия.












