Для того чтобы модифицировать инверторный сварочный аппарат в полноценный полуавтоматический аппарат, вам потребуется следующий набор оборудования и аксессуаров:
Переделка сварочного инвертора в полуавтомат
Полуавтоматический сварочный аппарат представляет собой высокоэффективное оборудование, которое пользуется большой популярностью среди профессиональных сварщиков и мастеров, особенно в деталях кузовного ремонта. Хотя такие устройства можно приобрести в готовом виде, многие владельцы инверторных сварочных аппаратов интересуются, возможно ли модифицировать свой аппарат в полуавтомат, вместо того чтобы вкладываться в покупку нового оборудования. Создание полуавтомата из инвертора своими руками представляет собой сложную задачу, но для тех, кто обладает достаточной мотивацией и навыками, это вполне осуществимо.
- 1 Способы переделки
- 1.1 Способ 1
- 1.2 Способ 2
- 1.3 Способ 3
- 2.1 Необходимые материалы и инструменты
- 2.2 Механизм подачи электродной проволоки
- 2.3 Схема управления механикой
- 2.4 Изменение ВАХ инвертора
Способы переделки
Начнем с анализа существующих вариантов переделки инвертора в сварочный полуавтомат.
Способ 1
Для сборки полуавтомата вам потребуется так называемое головное устройство. Это именно сварочный аппарат, который отвечает за настройку рабочих параметров дуговой сварки. Однако не каждая модель сварочного аппарата может быть использована в роли головного устройства.
Выбор достаточно мощного сварочного аппарата является важным шагом. Напряжение можно изменять с помощью регулятора широтно-импульсной модуляции (ШИМ). Но, во-первых, доступность такого устройства не является нормой для большинства сварщиков. Во-вторых, регулировка является очень трудоемким процессом и требует времени. Наконец, подобные тесты могут выполнять только специалисты, обладающие высоким уровнем знаний в области электротехники.
Поскольку опция использования ШИМ-тестера недоступна для большинства сварщиков, рекомендуется применять более простой метод. Во-первых, выбираемая дозирующая машина должна быть в состоянии корректно выполнять свои функции. Во-вторых, для самостоятельного создания полуавтомата вам понадобятся патрон для люминесцентных ламп, который можно легко найти в любом магазине запчастей. Выходное напряжение катушки будет служить в качестве входа обратной связи. Подробное объяснение процесса составления принципиальной схемы и выполнения всех необходимых монтажных работ продемонстрировано в следующем видео.
Способ 2
Этот метод подходит только для тех, кто имеет в своем распоряжении качественное сварочное оборудование. То есть инверторы, которые способны работать с четко заданной вольт-амперной характеристикой (ВАХ). Обычно сварочное оборудование данного класса стоит недешево, но станет отличным решением для поставленных задач.
Чтобы создать собственный полуавтоматический сварочный аппарат, вам потребуется:
- Приобрести механизм подачи проволоки, также в комплект должны входить все необходимые провода и соединительные разъемы;
- Подключить механизм подачи к инверторному сварочному аппарату;
- Согласовать вольт-амперную характеристику с тем типом проволоки, с которой вы собираетесь работать.

Такой механизм подачи будет работать как дополнительное устройство, расширяя функциональные возможности сварочного инвертора. Выбранный механизм надежен и не требует особых знаний от пользователя. Получившийся полуавтомат будет характеризоваться высокой гибкостью и простотой: его можно быстро настроить для сварки различных материалов с использованием различных типов проволоки.
Способ 3
Этот способ требует от пользователя значительной подготовки и исследования. Прежде всего, следует найти инверторный сварочный аппарат, обладающий необходимыми параметрами мощности, превышающей уровень «среднего» инвертора. Оптимально подходящим для переделки будет аппарат, соответствующий следующим характеристикам:
- наличие шунта на выходе;
- использование трансформатора тока в блоке первичного преобразования;
- компоновка модели в соответствии с ZX-7.
Рекомендуется выбирать инверторы без лишних опций и функций управления, чтобы облегчить работу сварщика. У инвертора не должно быть таких функций как горячий старт, простое зажигание или дожигание дуги.
Для создания собственного полуавтомата необходимо точно задать вольт-амперные параметры выбранного вами инвертора. Также потребуется корректировка накопления тока. Конкретный порядок и перечень необходимых действий зависят от выбранной модели инвертора.
Подробный алгоритм переделки
Несмотря на сложность этой процедуры, она доступна для пользователей, которые умеют самостоятельно собирать инструменты и имеют опыт работы с электрическими схемами.
Необходимые материалы и инструменты
Для сборки вашего полуавтомата потребуются следующие элементы:
- инверторный сварочный аппарат;
- горелка, а также специальный гибкий шланг, внутри которого проходят: газопровод, направляющая для проволоки, силовой кабель и управляющий электрический кабель;
- механизм для автоматической подачи проволоки;
- модуль управления и контроллер скорости двигателя (ШИМ-контроллер);
- баллон с защитным газом (например, углекислотой);
- электромагнитный клапан для отсекания подачи газа;
- катушка с электродной проволокой.
Для создания самодельного полуавтомата, ваш инвертор должен обеспечивать сварочный ток, как минимум, на уровне 150 ампер. Параметр тока инвертора следует немного округлить в большую сторону, чтобы убедиться, что вольт-амперная характеристика (ВАХ) подходит для сварки с использованием электродной проволоки в среде защитного газа.
Однако о данном аспекте мы поговорим подробнее позже. Прежде всего, необходимо сосредоточиться на создании механической части полуавтомата, в частности механизма подачи проволоки.
Механизм подачи электродной проволоки
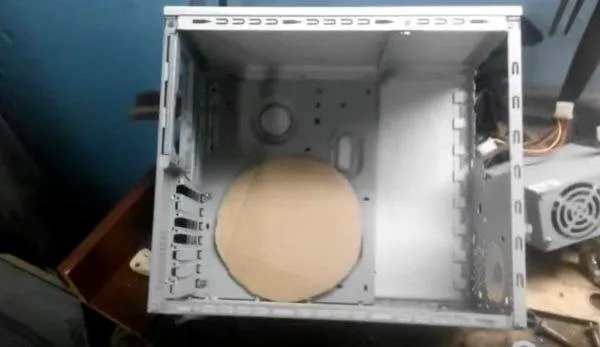
Так как механизм подачи находится в отдельном корпусе, прекрасно подойдет для этой цели корпус компьютера. Его не стоит выбрасывать — его можно адаптировать для работы с подающим механизмом.
Сначала вам нужно измерить диаметр катушки или вырезать круг по заранее подготовленному эскизу и поместить его в корпус. Убедитесь, что вокруг барабана достаточно пространства для установки других компонентов («силового блока», шлангов и устройства для протяжки кабеля).
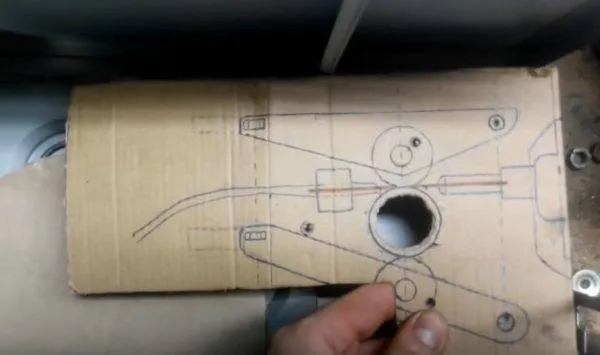
Подача проволоки осуществляется автосбрасывателем. Также потребуется создать раму для крепления прижимных роликов. Рекомендуется нарисовать план расположения на плотной бумаге в реальном масштабе.
Совет. Шланг горелки и соединение с ней можно укладывать вручную, но будет разумнее приобрести готовый набор, который не стоит слишком дорого.
Устройство подачи должно быть установлено в корпусе так, чтобы входной соединитель находился в удобном положении.
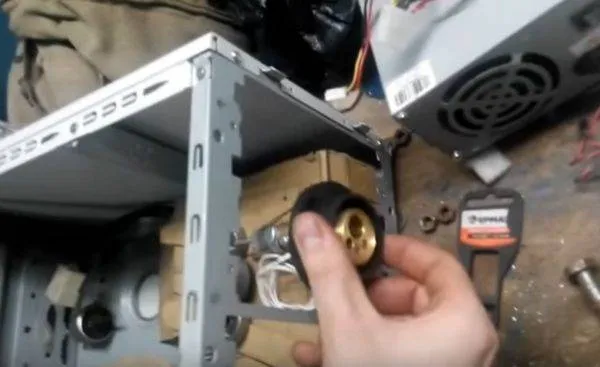
Обратите внимание, что для обеспечения равномерной подачи проволоки все компоненты должны быть установлены ровно и легко. Ролики следует отцентрировать относительно впускного патрубка, расположенного в соединителе трубки.

В качестве роликовых направляющих могут быть использованы подшипники подходящего диаметра. В этих подшипниках сверлится малый паз, по которому перемещается электродная проволока. Корпус устройства может быть изготовлен из фанеры толщиной 6 мм, текстолита или прочной пластиковой панели. Все элементы комплектуются к основанию, как показано на следующем изображении.
Когда целесообразно переделывать инвертор в полуавтомат

Покупка полуавтоматического аппарата, который уже сбалансирован и имеет гарантию, является более рациональным решением. Особенно если учитывать, что цены на сварочные аппараты MIG для домашнего использования начинаются от 11000 рублей. Но в случае, если данная сумма в данный момент недоступна, есть возможность предпринять шаги к переоборудованию инвертора RDS в полуавтомат.
Восстановление только одного инвертора не рекомендуется, поскольку если инвертор окажется неисправным, это приведет к невозможности выполнения сварки в любом режиме. Самодельные полуавтоматические аппараты также не подходят для ответственных проектов, так как их характеристики уступают заводским аналогам из-за особенностей тока в небольшом диапазоне скоростей подачи механизма.
Такой проект имеет смысл, если:
- вы располагаете дополнительным инвертором, который послужит основой для проекта;
- вы умеете паять и понимаете электрические схемы;
- вы планируете использовать полуавтомат только для выполнения менее ответственных сварочных работ.
Что необходимо для переделки инвертора в полуавтомат
Чтобы преобразовать сварочный аппарат RDS в самодельный полуавтомат, необходимо приобрести ряд компонентов. Некоторые из них придется изготовить самостоятельно. Рассмотрим их по очереди.

Покупка готовых изделий обычно предпочтительней, чем самостоятельное изготовление. Спецификации готовых горелок должны включать элементы с эргономичной формой, что может обойтись от 2600 рублей. Готовая горелка включает в себя: насадка, сопло, пусковой механизм, провод питанию, кабельный канал и газовый канал, защитная крышка и вилка.
При выборе резака для полуавтоматического сварочного аппарата обратите внимание на максимальную силу тока. Она должна быть аналогична той, что используется при ручной сварке методом ММА с вашим аппаратом. Оптимальная длина провода составляет 2,5-3 метра, что достаточно для работы на сварочном столе или в небольшой мастерской. Для больших объектов, таких как теплицы или шпалеры, удобно использовать провода длиной до 5 метров.

Для полуавтоматической сварки требуется баллон с защитным газом. Это может быть как углекислый газ, так и его смесь с аргоном. Газ необходим для вытеснения кислорода из зоны сварки. Объем газовых баллонов варьируется от 5 до 40 литров. Чем больше объем, тем тяжелее баллон, поэтому для частых транспортировок рекомендуется покупать баллон объемом 5-10 литров.

Шланг полуавтомата соединяется с газовым баллоном через редуктор давления. Этот компонент позволяет контролировать расход газа для полуавтоматической сварки, а также отображает остаточное давление в баллоне. Большинство регуляторов давления доступны как для любительского, так и профессионального использования, в большинстве случаев они поставляются с соединительным фитингом и накидной гайкой для подключения шланга.

Для подачи защитного газа к полуавтоматическому сварочному аппарату MIG/MAG необходимо использовать шланг. Оптимальная длина шланга выбирается в зависимости от специфики вашей работы. Для стабильной сварки достаточно шланга длиной 5 метров. Более длинные вариации (10-15 метров) избавят от необходимости постоянно передвигать газовый баллон, если полуавтомат планируется использовать в большом помещении.
Блок отбора газа используется для управления подачей защитного газа, представляя собой электромагнитное устройство, находящееся в закрытом положении. При нажатии на кнопку резака данный клапан открывается, позволяя газу выходить. Когда кнопка отпускается, проход блокируется. Электромагнитный клапан можно приобрести в специализированных магазинах — это часть, подверженная быстрому износу в системе полуавтомата.
Для работы этого устройства требуется напряжение 12 В, поэтому необходимо предусмотреть соответствующую проводку. Если рассматривать схему, два входных отверстия следует располагать друг против друга. Хорошей идеей будет прикрепить клапан к задней части корпуса, чтобы облегчить доступ к шлангу от редуктора. Если у вас есть клапан LPG, например, от автомобиля ВАЗ, вы можете использовать его вместо нового, так как принцип действия остается прежним.

Первый запуск самодельного полуавтомата
Когда все элементы собраны, необходимо провести тестирование MIG-аппарата. Чтобы правильно выполнить первый запуск, следуйте следующему алгоритму:
- Подключите инвертор к сети 220 V.
- Установите катушку на ось и вставьте конец проволоки в натяжитель и между роликами.
- Выпрямите шланг горелки и включите холостую протяжку без газа.
- Когда конец проволоки выходит из мундштука, прекратите протяжку.
- Откройте газовый баллон и настроить расход газа на редукторе в диапазоне 6-11 л/мин.
- Прикрепите зажим массы к заготовке.
- Наденьте защитную маску, наведите горелку на заготовку, затем нажмите кнопку.
- Отрегулируйте подачу электрода так, чтобы он не «протыкал» сварочную ванну, но и не плавился в воздухе преждевременно. К сожалению, если для подачи используется электромотор от автомобиля, доступна лишь ступенчатая регулировка.
- Настройте ток, чтобы его было достаточно для эффективного проплавления без образования прожогов.
- Сделайте шов, отпустите кнопку на горелке и оцените качество сварного соединения.
Создание полуавтомата из инвертора — это вполне осуществимый процесс. Такой сварочный аппарат будет полезен как в домашнем, так и в гаражном использовании, так как позволит ускорить выполнение различных задач. Тем не менее, для регулярного массового производства лучше рассмотреть покупку полуавтомата или блока питания, совместимого с вашим источником энергии.
Ответы на вопросы:
Каковы нижний и верхний пределы напряжения для самодельного полуавтомата?
Для легкого зажигания дуги необходимо напряжение 70-80 В на холостом ходу. После зажигания напряжение должно быть снижено для обеспечения безопасности сварщика, однако оно не должно опускаться ниже 22 В, иначе сварка не будет успешной.Собрал полуавтомат на основе инвертора, но транзисторы перегорели, в чем причина?
Проверьте все обмотки трансформатора гальванической развязки с помощью осциллографа. Обратите внимание на наличие отсутствующей формы волны на дисплее — это распространенная причина пробоя транзистора.Можно ли использовать активные токи при пайке трансформаторной платы?
Не рекомендуется, можно использовать традиционную канифоль для обезжиривания. Если вы решили использовать активный флюс, обязательно следует промыть паяное соединение.Имеет ли значение расположение катушки проволоки в устройстве подачи проволоки?
Нет, это не существенно. Катушка может вращаться на валу как вертикально, так и горизонтально. Главное, чтобы проволока была надежно зафиксирована, чтобы избежать ее соскальзывания.Из чего можно изготовить самодельный блок питания?
В качестве материалов могут подойти жестяная банка, старая микроволновая печь, ящик для инструментов и т.д. Размер конструкции определяется размером устанавливаемого змеевика.Как переделать инверторный трансформатор
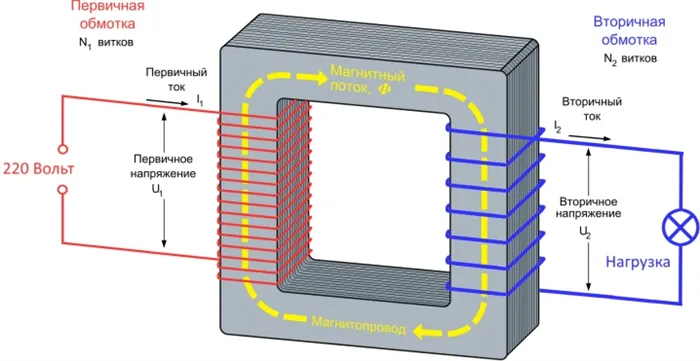
Перед тем как использовать инвертор для создания самодельного полуавтомата, необходимо внести определенные изменения в трансформатор. Эти изменения можно сделать самостоятельно, следуя определенным правилам.
Чтобы адаптировать характеристики трансформатора инвертора к требованиям полуавтомата, он должен быть обмотан медной лентой с использованием термобумаги. Обратите внимание, что для этой цели не следует использовать обычную грубую проволоку, так как она может перегреваться.
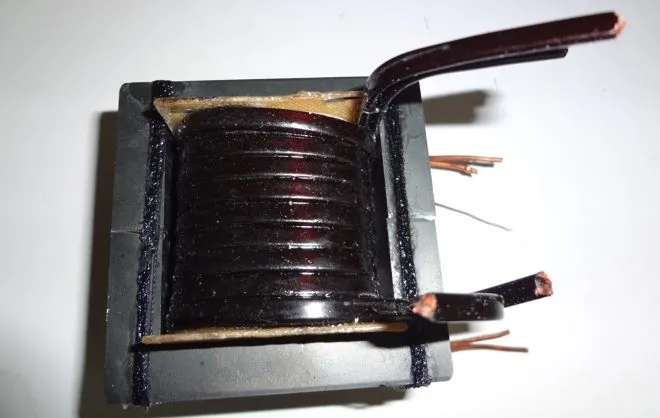
Вторичная обмотка трансформатора также подлежит перезаписи. Это осуществляется путем намотки катушки, состоящей из трех слоев олова, каждый из которых изолирован фторопластовой лентой. Концы существующей катушки и новой катушки соединяются сваркой, что увеличивает проводимость токов.
Конструкторская схема инвертора, предназначенного для монтажа в сварочный полуавтомат, должна предусматривать наличие вентилятора, который необходим для эффективного охлаждения устройства.
Настройка инвертора для полуавтоматической сварки
Если вы решили создать сварочный полуавтомат с использованием инвертора, то прежде всего нужно отключить аппарат. Выпрямители (входные и выходные) и выключатели питания должны быть установлены в теплоотводах для защиты устройства от перегрева.
Также важно установить датчик температуры на той части корпуса инвертора, где размещен радиатор, чтобы автоматически отключить устройство в случае перегрева.
После выполнения всех вышеописанных шагов можно подключить блок питания устройства к его блоку управления и включить в сеть. Когда индикатор подключения загорится, к выходам преобразователя следует подключить осциллограф. Используйте данное устройство для обнаружения электрических импульсов с частотой 40-50 кГц. Интервал времени между формированием этих импульсов должен составлять 1,5 мс и регулируется изменением подаваемого на вход устройства напряжения.
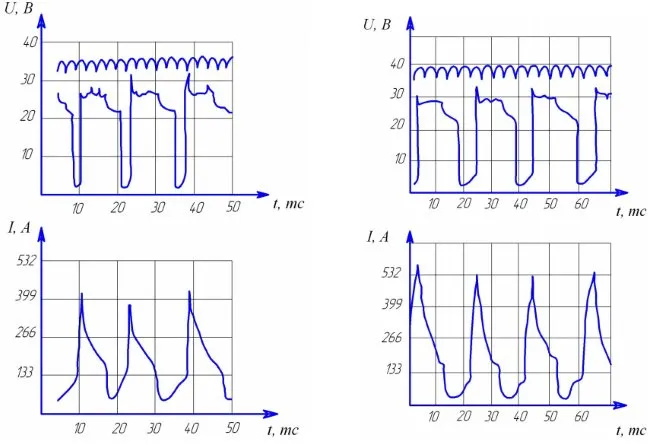
Проверьте, чтобы форма волны сварочного напряжения и тока была прямоугольной, а фронт импульса не превышал 500 нс. Если все проверяемые параметры соответствуют необходимым значениям, преобразователь можно подключить к электросети. Ток, который поступит на выход полуавтомата, должен составлять не менее 120 А. Если этот ток оказался ниже, это может свидетельствовать о недостаточном напряжении на кабелях устройства, менее 100 В. В таком случае выполните следующее: протестируйте устройство, меняя ток (при этом регулярно контролируйте напряжение на конденсаторе). Непрерывно следите за температурой внутри аппарата.
После проверки полуавтомата его следует протестировать под нагрузкой. Для этого к сварочным кабелям должен быть подключен реостат с сопротивлением не менее 0,5 Ом, который должен быть рассчитан на ток 60 А. Ток, подаваемый на сварочную горелку в таком состоянии, должен контролироваться амперметром. Если при подключении реостата значение тока недостаточно, величина сопротивления реостата должна быть определена методом проб и ошибок.
Как использовать сварочный инвертор
После запуска самодельного полуавтомата на дисплее инвертора должно отображаться значение тока в 120 А. Если все сделано правильно, вы увидите именно это. Однако на экране преобразователя можно увидеть ошибочное отображение, что часто бывает вызвано недостатком напряжения на сварочных проводах. Лучше всего оперативно выявить источник данной проблемы и устранить ее.
Если контроль выполнен корректно, на дисплее будет отображаться правильный сварочный ток, который можно варьировать с помощью кнопок управления. Обычный диапазон рабочих токов сварочных инверторов составляет от 20 до 160 А.
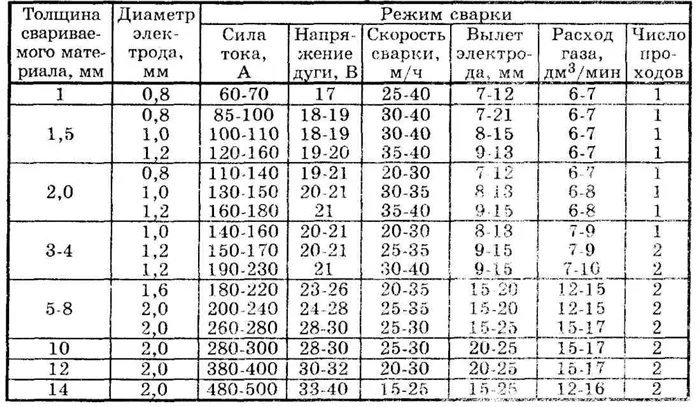
Примерные рабочие условия для полуавтоматической стыковой сварки также можно оценить.
Алгоритм переделки
Почти все компоненты можно применять без значительных изменений. Скорость подачи наполнителя должна быть отрегулирована, так как она должна соответствовать скорости плавления наполнителя в зависимости от типа и сечения сварочного материала. В предложенном механизме необходимо предусмотреть возможность регулировки скорости подачи.
Первым шагом должно быть преобразование блока трансформации функционального преобразователя. Для этого на него наносится дополнительный слой, состоящий из медной ленты и бумаги с термочувствительным покрытием.
Для трансформатора не следует использовать обычную медную проволоку. Во время сварочного цикла она может перегреваться и вызывать проблемы в системе полуавтоматической сварки.
Вторичная обмотка трансформаторного блока, как уже упоминалось, также должна быть модифицирована. Тонкий стальной ламинат, покрывающий обмотку, должен быть изолирован тефлоновой лентой. Концы обмотки соединяются сваркой. После внесенных изменений электрическая проводимость значительно возрастет.

Важным аспектом является вообще установка вентилятора. Это существенно влияет на охлаждение и тем самым предотвращает перегрев устройства.
Силовой преобразователь, который ранее использовался для ручной сварки, теперь будет выполнять функции источника питания для полуавтомата. Блок управления при этом оставлять неизменным, так как все компоненты располагаются в отдельном корпусе. Внутри данного корпуса будет находиться катушка с проволокой, которая будет свободно вращаться, а также источник питания и датчик скорости движения наполнителя в сборе.
В данном случае подойдет даже корпус от старого компьютера. После завершения такого проектирования конечный результат будет выглядеть аккуратно и эстетически.

Электрический ток можно регулировать на преобразователе, поэтому плюсовая клемма должна быть подключена к арматуре, в то время как «минус» выводится из преобразователя в новый монтажный корпус. Здесь он подсоединяется к клемме питающей линии. Также важно помнить, что задание конечного значения подачи материала также будет связано с этим потенциалом.
Шланг для подачи защитной газовой смеси, что идет от баллона к горелке, также должен быть присоединен к новому корпусу. Используя клапан стеклоочистителя, можно регулировать подачу газовой смеси.

Постепенно описанная установка легко реализуема. Будет удобно использовать инвертор параллельно с аппаратом ручной дуговой сварки и как источник питания для самодельного сварочного оборудования в полуавтоматическом режиме.

Настройка
Устройство должно быть подключено к электросети. Когда загорится индикатор подключения, необходимо подключить осциллограф к выходам силового преобразователя. Это устройство поможет обнаружить импульсные токи с частотой 40-50 кГц. Интервал времени между токами должен составлять 1,5 мкс, и его можно регулировать путем изменения величины напряжения, подаваемого на вход устройства.
Также проверьте, чтобы импульсные токи на экране осциллографа отображались в четкой прямоугольной конфигурации, а время нарастания не превышало 500 нс. Если все характеристики соответствуют необходимым значениям, преобразователь мощности можно подключать к сети.

Входной ток, поступающий с выходов полуавтомата, должен быть не менее 120 А.
В случае, если значение тока станет ниже, это может означать, что на устройство подается напряжение 100 В или меньше. В таком случае сделайте следующее: проведите диагностику машины с помощью преобразования тока (при этом следует постоянно контролировать напряжение на конденсаторе). Также контролируйте температуру внутри аппаратуры.
После проверки работы сварочного аппарата следует провести испытание под нагрузкой. Для выполнения испытания к кабелю сварки подключается реостат с сопротивлением не менее 0,5 Ом. Он должен рассчитываться на ток 60 А. Необходимо контролировать амперметр, чтобы отслеживать ток, подаваемый на сварочную горелку. Если при подключении реостата ток не соответствует необходимым параметрам, значение электрического сопротивления этого устройства должно быть определено экспериментально.

Хотя инвертор относительно прост в преобразовании в полуавтоматический сварочный аппарат, этот процесс занимает время и требует инвестиций в дополнительные компоненты. Такой самодельный аппарат будет способен производить сварку в полуавтоматическом режиме, однако могут быть у него определенные недостатки в сравнении с заводскими аппаратами. Поэтому, если важным требованием является высокое качество сварочных работ, лучше использовать оборудование, одобренное заводом-изготовителем.
Ниже представлена информация о том, как собрать полуавтомат из Ресанты.
Принцип работы
Принцип работы полуавтомата довольно прост, что делает его доступным даже для новичков. Эта информация окажется полезной вам при сборке импровизированной машины.
Процесс начинается с подачи горелки в свариваемую зону. Резак сочетает в себе две функции: он одновременно подает защитный газ и проволоку из своего сопла. Количество сварочного газа можно регулировать вручную, но подача проволоки осуществляется полуавтоматически (отсюда и название «полуавтомат»). В процессе сварки достаточно задействовать лишь одну руку — ту, которая держит факел.

Как уже было упомянуто, газ подается в зону сварки одновременно с проволокой. В газовой среде между наконечником проволоки и поверхностью металла формируется электрический разряд, который вызывает расплавление как заготовки, так и самой проволоки. Таким образом, расплавленный металл смешивается с расплавленной проволокой, что уже приводит к формированию сварного шва.
В данной ситуации проволока является незаменимым элементом — без нее сварка становится невозможной. Защитный газ также играет ключевую роль, поскольку он защищает сварочную ванне от внешнего воздействия кислорода. Однако если использование газа представляет собой проблему, можно использовать специальную порошковую проволоку, которая позволяет выполнять сварку без газового покрытия.
Полуавтомат из инвертора
Существует несколько методов, позволяющих превратить инверторный сварочный аппарат в функциональный полуавтоматический. Мы выделим наиболее интересные из них. Реализовать их можно в домашних условиях, обладателям базовых знаний в области электротехники.
Способ №1
Чтобы собрать полуавтоматический инверторный сварочный аппарат своими руками, вам потребуется «автомат». Без него невозможно создать сварочный полуавтомат. В качестве «донора» лучше всего взять мощный сварочный инвертор типа ММА, способный выполнять классическую сварку без каких-либо проблем.
Вам предстоит изменить вольт-амперные характеристики выбранного инвертора, чтобы он смог работать в режиме полуавтоматической сварки. Этот путь может оказаться времязатратным и крайне неприемлемым для пользователей без знаний электротехники.
Тем не менее, для создания сварочного автомата из конвертера своими руками рекомендуем использовать дроссель. Подойдет дроссель от лампы дневного света. После установки дросселя следует определить напряжение для обратной связи. Чтобы углубиться в детали, посмотрите следующее видео, где подробно объясняются пошаговые инструкции и представлена наглядная схема.
Способ №2
Второй способ является довольно простым и действует для тех, у кого имеется специальный сварочный преобразователь. Некоторые серийно производимые преобразователи запускаются при значительном изменении вольт-амперной характеристики. Обладатели такого преобразователя могут считать себя удачливыми. Для переделки аппарата в полуавтомат будет достаточно просто приобрести внешний механизм подачи проволоки.
Этот механизм должен быть укомплектован всеми необходимыми кабелями и соединениями. Все, что потребуется, — это просто подключить подающий механизм к вашему сварочному инвертору, и вы готовы к работе. В этом случае механизм подачи проволоки можно расценивать как дополнительное оборудование, расширяющее функционал инвертора для полуавтоматической сварки.
Внизу представлено видео, в котором автор делится процессом подключения механизма подачи проволоки к своему инвертору и показывает его работу.
Способ №3
Третий способ переделки сварочного инвертора в полуавтомат требует определенных знаний и навыков. Вам потребуется дозатор-конвертер, однако не каждая модель подойдет для этого. Вам нужен инвертор с компоновкой ZX-7, с выходным шунтом и трансформатором тока на «первичной» стороне. Идеальный вариант — отсутствие дополнительных функций, таких как горячий старт или инверторный запуск дуги.
Вы также должны изменить вольт-амперные характеристики и отрегулировать скорость изменения тока. Остальные процессы будут зависеть от схемы вашего инвертора. Следовательно, не ленитесь искать информацию на специализированных форумах о том, как правильно адаптировать ваш инвертор под полуавтомат. Помимо этого, внизу вы можете найти видео с тестами такой самодельной установки.
Вместо заключения
Теперь вам известны принципы переделки сварочного конвертера в полуавтомат в домашних условиях. Самодельный полуавтомат может стать отличной альтернативой заводскому станку. Процесс восстановления не требует больших затрат, и благодаря ему вы сможете улучшить свои навыки в сборке электрооборудования. Созданный вами полуавтомат будет устойчив к небрежному обращению и не будет требовать жестких условий для эксплуатации. Еще одно преимущество самодельных машин состоит в том, что вы точно знаете, из чего они состоят, и сможете быстро и экономно производить их ремонты при необходимости.
Однако помните, что самодельный агрегат из инвертора не всегда сможет решить все проблемы. Мы не рекомендуем модифицировать ваш инвертор в полуавтомат, если вы планируете использовать его в постоянной рабочей среде. Хотя самодельная машина может оказаться менее надежной и сложной в эксплуатации, чем заводская, ее использование на месте может также подвергнуть вас риску нарушения техники безопасности.











