При нагреве важно следить за тем, чтобы соединяемые детали не подвергались плавлению. Для этого рекомендуется периодически прикасаться к поверхности деталей, чтобы удостовериться, что они не начали размягчаться. Плавление — это очевидный признак того, что рабочая температура достигнута.
Пайка алюминия в домашних условиях
Алюминий является металлом, который активно окисляется при контакте с воздухом, образуя на своей поверхности прочный и тугоплавкий оксидный слой. Эта пленка значительно затрудняет процессы сварки. Более того, температура плавления алюминия относительно низка и составляет всего 660 градусов по Цельсию. Нагрев до температур выше 300 градусов может значительно ослабить прочность детали. Таким образом, для успешной сварки алюминия необходимо применять специализированные химически инертные флюсы и освоить технологии сварки, использующие низкотемпературное оборудование.
Также существуют способы сварки, которые не требуют использования флюсов. Дополнительная информация о таких методах будет представлена в следующих статьях.
Крайне важно, чтобы алюминий, который используется для сварки, был абсолютно чистым. Для этого перед сварочным процессом необходимо обезжирить поверхность, используя различные растворители или бензин.
Не забывайте, что кроме обезжиривания, перед сваркой следует очистить алюминиевый профиль с помощью наждачной бумаги или металлической щетки. Основная цель шлифовки заключается в том, чтобы не удалить оксидный слой, а сделать поверхность более шероховатой. Эта процесс увеличивает площадь контакта на месте соединения, что в свою очередь положительно сказывается на прочности результата сварки. Кроме того, при травлении оксидный слой удаляется, и сразу же под действием кислорода в воздухе формируется новый оксидный слой. Однако этот новый оксидный слой будет более тонким и, соответственно, его легче удалить, чем предыдущий.
Классическая пайка с флюсом
Для того чтобы начать пайку, предварительно нужно нагреть заготовку до температуры обработки в диапазоне 250-300 градусов. Достигнуть указанной температуры можно с помощью пропановой газовой горелки или даже используя обычную электрическую духовку. Стоит помнить, что если деталь большая и нужен локальный нагрев, нагретая область будет остывать очень быстро из-за высокой теплопроводности алюминия.
Для разрушения оксидного слоя, находящегося на поверхности алюминия, необходимо использовать специализированный флюс. Рекомендуются такие флюсы, как F-59A, F-61A и F-64, а также те, которые имеют маркировку, указывающую на их предназначение для сварки алюминия.

После этого нанесите флюс на алюминий и начните процесс пайки.
Существует ряд специальных сварочных сплавов, предназначенных именно для алюминия. К примеру, это может быть ZTF, который представляет собой сварку на основе цинка и олова, или марка A250, используемая для пайки жести. На место сварки также наносится специальный клей. Если деталь достаточно горячая, припой должен расплавиться при контакте с алюминием, образуя небольшой серый слой. Если этого не произошло, продолжайте процесс нагрева до тех пор, пока припой не начнет плавиться.
После завершения пайки можно использовать обычный припой, такие как PIC 30, PIC 40 или PIC 60.
Пайка с использованием припоев со специальным флюсовым сердечником
Сейчас на рынке доступны специальные сварочные стержни, которые состоят из клеевого материала и флюсового сердечника. На сайте Ali Express можно найти, например, высококачественный клей CASTOLIN 192FBK или разнообразные продукты от китайских производителей. Также на официальном веб-сайте CASTOLIN размещена информация о том, что флюс, входящий в состав таких клеев, не вызывает коррозионного воздействия и в большинстве случаев может оставаться в соединении, не снижая его рабочие характеристики.
Алгоритм действий пайки
Для начала необходимо нагреть алюминиевые детали в местах их соединения. Обратите внимание на то, что важнейшим аспектом процесса является контроль температуры, чтобы сами детали не расплавились. Это можно осуществить с помощью сварочного прута: для этого рекомендуется проходить сварочной проволокой вдоль шва. Как только сварной шов начинает плавиться в местах соприкосновения с нагретыми деталями, это станет показателем того, что нужная температура была достигнута.
Время нагрева будет зависеть от условий и может составлять от трех до пяти минут. Однако помните, если вы нагреете сварной шов до его температуры плавления, но не нагреете сам алюминий, композитный шов не приклеится.
Важно не нагревать сам шов, так как температура его плавления значительно ниже температуры плавления самого алюминия.
Процесс пайки достаточно прост самостоятельно, и если температура является правильной, полученное соединение будет отличаться высоким качеством.
Особенности процесса
Трудности, возникающие при сварке алюминия с использованием обычных сплавов и флюсов, в основном связаны с уникальными материалами. Главной причиной считается сильная оксидная пленка на поверхности алюминиевых деталей, которая обладает высокой температурой плавления и отличной химической стойкостью. Эта пленка препятствует прочному соединению основного металла и сварочного материала во время процесса.
Перед выполнением сварки алюминиевых изделий необходимо тщательно очищать их поверхности от оксидной пленки. Это можно осуществить посредством механической обработки или использование флюсов с высокими компонентами.

На изображении показаны подготовленные для сварки детали из дюралюминия.
Свойства самого алюминия, в отличие от оксидного слоя, заключаются в довольно низкой температуре плавления: 660 градусов. Это усложняет процесс сварки и может привести к утрате прочности конструкции при нагреве. При превышении определенной температуры, находящейся в диапазоне 250-300 градусов, детали начинают терять свою стабильность. Наиболее легко плавящийся компонент большинства распространенных сплавов уже начинает плавиться в диапазоне температур от 500 до 640 градусов, что может привести к перегреву соединяемых деталей, что недопустимо.
Основными компонентами большинства сварочных сплавов являются олово, кадмий, висмут и индий, а алюминий имеет плохую реакцию на взаимодействие с этими элементами. Это приводит к тому, что сварные швы становятся ненадежными и слабыми. В то же время алюминий и цинк имеют хорошую совместимость, что делает их применимость весьма эффективной в сварочных флюсах.
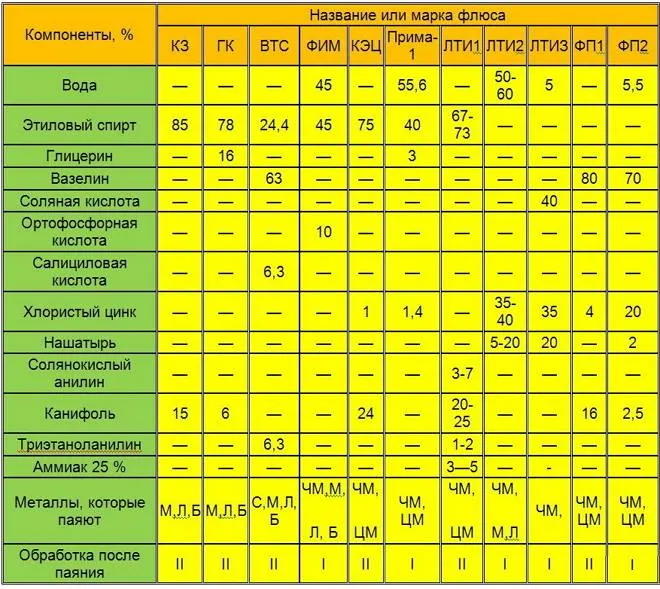
На фотографии представлены характеристики различных мягких сварочных флюсов.
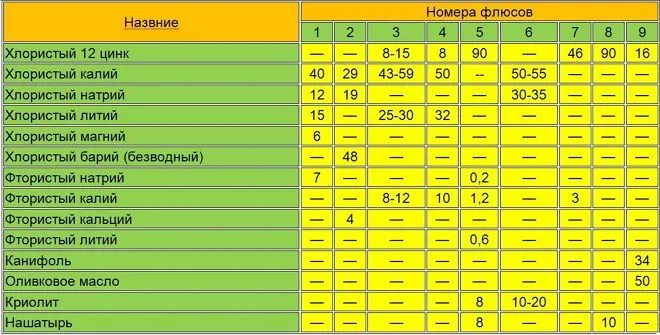
Состав флюсов, используемых для сварки алюминия.
Используемые материалы
Припои из оловянно-свинцовой группы могут быть применимы при сварке изделий из алюминия, но только при условии тщательной очистки поверхностей деталей и использовании высокореактивных флюсов. Однако из-за плохой растворимости алюминия, свинца и олова, такие соединения не отличаются особой надежностью и подвержены коррозии. Чтобы повысить коррозионную стойкость таких соединений, рекомендуется покрывать их специальными составами.
Наилучшее качество, надежность и устойчивость к коррозии обеспечивают клеи, содержащие такие компоненты, как цинк, медь, кремний и алюминий.
Эти адгезивные материалы производятся как отечественными, так и зарубежными производителями. Среди распространенных российских марок можно выделить ZOP40, которая содержит 40% цинка и 60% олова, а также 34А, включающую 66% алюминия, 28% меди и 6% кремния. Уровень содержания цинка в сварном шве алюминиевых изделий определяет не только надёжность соединения, но и его стойкость к коррозии.
Припой из оловянно-свинцовой группы имеет самую низкую температуру плавления среди вышеперечисленных материалов. Напротив, наиболее высокие температуры плавления имеют сварочные материалы, содержащие алюминий в сочетании с кремнием или медью. К таким припоям можно отнести популярную марку 34А, температура плавления которой находится в диапазоне 530-550 градусов по Цельсию.
Для вашей информации: материалы на основе алюминия и кремния начинают плавиться при температуре 590-600 градусов.
Из-за своей низкой температуры плавления, такие сварочные материалы особенно полезны для соединения крупных алюминиевых деталей, требующих хорошего поглощения тепла, или изделий из алюминиевых сплавов, которые плавятся при относительно высоких температурах.
Клеи с низкой температурой плавления часто являются наиболее удобными в применении; так, один из самых популярных клеев в этом сегменте — это HTS-2000.

Клей HTS-200 используется для сварки деталей из алюминия и других цветных металлов.
При пайке алюминия обязательно необходимо использовать специальный флюс, так как он обеспечивает лучшее сцепление между основным металлом и сварочным материалом. Поэтому выбор флюса крайне важен. Это особенно актуально при использовании оловянно-свинцового сплава для соединения алюминиевых деталей. В состав флюсов обычно входят элементы, которые определяют их активность относительно алюминия, такими элементами являются триэтаноламин, фторид цинка и фторид аммония, среди прочих.

Флюс F-64 позволяет проводить сварку легких сплавов без предварительной механической обработки поверхности.
Флюс F-64 стал очень популярен благодаря своей высокой активности. Именно это свойство позволяет осуществлять сварку с его использованием даже без предварительного удаления оксидного слоя с поверхности алюминиевых деталей.
Подготовка деталей
Для достижения качественного и прочного соединения недостаточно лишь владеть навыками сварки алюминия; огромную роль также играет правильная подготовка поверхностей к этому процессу. Подготовка включает в себя как обезжиривание, так и полное удаление оксидного слоя.
Для обезжиривания традиционно применяются ацетон, бензин или любой другой подходящий растворитель.
Удалить оксидную пленку перед сваркой можно легким и эффективным способом, который заключается в механической обработке. Для этого можно воспользоваться шлифовальной машиной, наждачной бумагой, металлической щеткой или сеткой из нержавеющей стали. В некоторых случаях так же используется травление поверхности алюминиевых изделий с помощью кислотных растворов, но этот метод не является распространённым.

На изображении показан процесс шлифования поверхностей перед сваркой с использованием шлифовальной машины.
Известно, что при нахождении алюминия в контакте с окружающей средой, на его поверхности сразу же формируется оксидная пленка. Этот процесс также наблюдается и на очищенной поверхности перед началом сварки. Однако цель очистки заключается в том, что вновь сформированный оксидный слой будет значительно тоньше, чем ранее удалённый, что делает его гораздо легче для взаимодействия с флюсом.











