При использовании обратной полярности брызги от сварки становятся меньше. Если вы проводите сварочные работы на лицевой стороне заготовки и затем возникает необходимость избавляться от прилипших капель, рекомендуется переключить полуавтомат на режим обратной полярности.
Как быстро научиться варить сварочным инвертором
Если вы приобрели сварочный аппарат и желаете освоить инверторную сварку, не стоит волноваться по поводу трудностей! Инверторный аппарат был разработан с учетом удобства использования, и, следовательно, любой человек, даже с минимальным опытом и знаниями, сможет научиться сварке за относительно короткий период.
В этой статье мы рассмотрим важные аспекты, которые помогут вам освоить эту технику:
- Оборудование, экипировка и техника безопасности;
- Основные принципы сварки инвертором;
- Как новичку научиться варить сварочным инвертором, эффективные советы;
- Правила управления прямой и обратной полярностью при сварке инвертором;
- Технология сварки тонкого металла инвертором;
- Как использовать сварочный инвертор для резки металла.
Оборудование, экипировка, техника безопасности
Безопасность прежде всего! В процессе сварки используется электрическое напряжение, проще говоря — ток. Этот ток невидим, но его последствия могут быть фатальными.
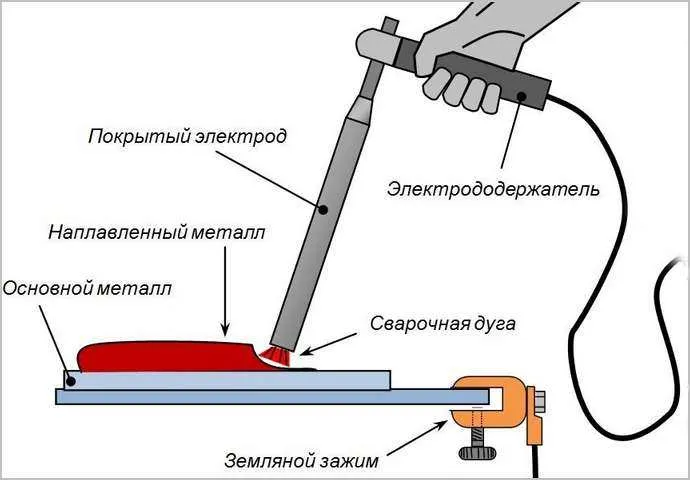
Перед началом работы обязательно проверьте исправность сварочных кабелей и подключите их к инверторному блоку. Вам нужно перевернуть кабель, вставив металлический зажим в отрицательное гнездо, после чего подключите кабель с гнездом электрода к гнезду с положительным знаком. Затем вставьте электрод в соответствующее гнездо для электрода.

При подключении устройства к сети проверьте визуально, что силовые кабели находятся в исправном состоянии. Если они в порядке, вставьте вилку в розетку и включите прибор, установив регулятор тока на самую низкую отметку. Если вентилятор работает плавно, без звуковых нарушений, то все функционирует корректно.
Обращайте внимание на вес обрабатываемого металла. Не забывайте соблюдать меры предосторожности при подключении тяжелых конструкций, так как изделия с множеством креплений могут привести к серьезным травмам или даже смерти в случае обрушения.
Существует набор оборудования, которое необходимо сварщику:
- холщовые рукавицы (краги);
- роба (специальный защитный костюм);
- маска со светофильтром для защиты глаз;
- респиратор, особенно при работе в замкнутых помещениях;
- ботинки с резиновой подошвой для предотвращения электрических ударов.
Если работа проводится на высоте, используются специальные краны; в других ситуациях рекомендуется надевать защитные перчатки.
- сварочный аппарат;
- молоток для удаления шлака;
- щетка для очистки шва;
- электроды, которые подбираются в зависимости от типа металла.
Электроды следует выбирать с учетом содержания углерода и добавок в металле, а также его диаметра и толщины и характеристик самих трансформаторов.
Основы сварки инвертором
Опытные сварщики рекомендуют новичкам располагать удерживающую проволоку вдоль тела, прижимать ее локтем руки и обматывать её вдоль предплечья, обеспечивая устойчивое положение, что позволяет держать её в руке. Этот метод создает дополнительный контроль и минимизирует усталость рук. Подобная техника помогает значительно улучшить маневренность процесса сварки.

Правильное положение кабеля на предплечье также крайне важно. Не рекомендуется работать голыми руками, так как это может привести к травмам.
Если держать сварочный аппарат лишь в руке, не обматывая кабель вокруг предплечья, это приведет к быстрой усталости мышц. Движения запястья могут нарушить стабильность держания и ухудшить качество сварного шва.
Для правильного сваривания с помощью инвертора необходимо регулировать сварочный ток в зависимости от диаметра электрода, типа соединения и положения сварки. Инструкции по настройке актуальны и содержатся как на самом аппарате, так и в упаковке. Держите локоть на расстоянии от тела в вертикальном положении (не давите вниз), наденьте маску и начните процесс сварки.
Начинающим лучше всего практиковаться с реверсивным оборудованием, используя металлические детали размером более 20 см, чтобы легче было контролировать процесс.
Важно отметить, что многие новички, надевая маску и зажигая дугу, часто задерживают дыхание и стремятся сварить всю длину изделия без перерыва на одно дыхание. Это может стать привычкой, особенно при работе с небольшими деталями. Поэтому стоит тренироваться на более длинных элементах, научившись правильно дышать во время сварки.
Заготовки могут располагаться на рабочем столе как горизонтально (перпендикулярно к вам), так и вертикально – это не имеет большого значения для успеха работы.
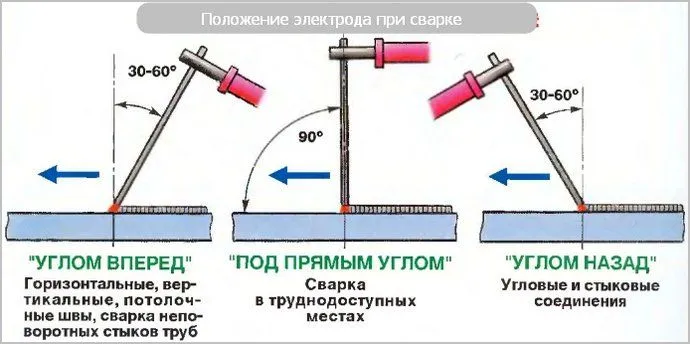
Электрододержатель устанавливается под углом 90 градусов (вертикально) в начале сварки и перемещается в сторону шва под углом 30–45 градусов. Как только вы зажгли дугу, начинайте движение.
- Если сварка осуществляется под углом назад, наклон делается на 30–45 градусов в сторону шва.
- Если соединение производится углом вперед, то наклон электрода должен быть от шва.
Дистанция между свариваемой поверхностью и электродом должна составлять 2–3 мм; можете представить, будто вы проводите карандашом по странице. Это обеспечит оптимальный результат.
Помните, что электрод будет сжиматься во время сварки; поэтому учитывайте это, постепенно приближая плавящуюся проволоку на 2–3 мм к поверхности и удерживая угол наклона 30–45 градусов.
Не забудьте посмотреть полезное видео о том, как новички осваивают технику электросварки:
Полярность при сварке инвертором
Во время сварочных работ особое внимание уделяется соединению деталей. Этот аспект во многом зависит от правильных настроек сварочного оборудования. Изменяя параметры на полуавтоматах, крайне важно установить не только силу тока, но и верную полярность сварки инвертором. Стандартные настройки аппаратов не всегда соответствуют требованиям специфических задач, особенно если работа ведется с редкими материалами или высоколегированными сталями. Однако каждый инвертор можно настроить на достигаемый уровень и обеспечить качественный сварной шов.
- Как влияет на сварку прямая и обратная полярность;
- Технические условия для выбора полярности;
- Толщина металлической заготовки;
- Типы свариваемых металлов;
- Тип сварочной проволоки или электрода;
- Особенности сварки с прямой и обратной полярностью.
Как влияет на сварку прямая и обратная полярность
«Полярность» в сварочном режиме подразумевает конкретный выбор подключения в зависимости от процессов, которые вы собираетесь выполнять, и требований, касающихся вашего конкретного случая. Чтобы изменить полярность, просто поменяйте местами клеммы. При этом ток изменяет своё направление, что приводит к изменению физических процессов и характеристик самой сварки в каждом случае.
Сварочные аппараты позволяют установить два основных типа полярности перед началом работы:
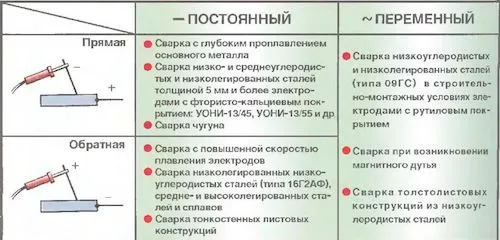
- Прямая полярность. Эта настройка используется для соединения толстых заготовок с глубокими швами. В этом случае электрод подключается к минусовому полю, а свариваемая деталь — к положительной клемме. Прямая полярность создает так называемые анодные и катодные точки, при этом более горячая анодная точка возникает со стороны заготовки. Это приводит к более глубокому плавлению металла, что особенно эффективно для сварки чугуна, алюминия и других сложных материалов.
- Обратная полярность. В данном режиме положительный полюс соединяется с электродом, тогда как минус подключается к металлу, который нужно сваривать. Здесь анодное пятно с повышенной температурой формируется на электроде, и, следовательно, металл остается относительно прохладным. Эта техника позволяет качественно и эффективно работать с тонкостенными заготовками.
Сварщик выбирает прямую или обратную полярность в зависимости от условий работы. Некоторые начинающие специалисты могут не учитывать всех нюансов настройки, что иногда приводит к проблемам с нагревом и слиянием материалов из различных композиций. Поэтому рекомендуется в первую очередь изучить техническую документацию по инверторной сварке и практиковать теорию в действии.
Технические условия для выбора полярности
При выборе полярности подключения следует учитывать технические условия для конкретного типа работы. Изменяя способ подключения, можно сконцентрировать горячий анод либо на самой заготовке, либо на электроде. Прямое соединение позволяет достичь точечного нагрева через плюс, в то время как обратное подключение создает другой эффект.

Такое соединение позволяет выбрать режим работы в зависимости от следующих факторов:
Толщина металлической заготовки
При сварке деталей средней и большой толщины предпочтительное использование прямого соединения. В этом случае тепловая энергия сосредоточивается на самой детали, и, следовательно, это позволяет создать качественные проникающие сварные швы. Метод также применяется для разрезания металла, независимо от его толщины. Обратная полярность, наоборот, более эффективна для сварки тонких листов, в которых тепло в основном сосредотачивается на электроде. Это предотвращает перегрев заготовки, благодаря чему плавление электрода происходит гораздо быстрее.
Типы свариваемых металлов
Настройка положения точки анодного нагрева позволяет выбрать наиболее эффективный режим для конкретного материала. Например, при сварке чугуна или нержавеющей стали полярность нужно менять на обратную, чтобы избежать перегрева сплава и обеспечить надежное соединение. Перепутать полярность можно, например, при сварке алюминия, который лучше всего соединяется методом прямого подключения, чтобы быстро преодолеть слой окисления на поверхности. Существуют и другие рекомендации по настройке сварочного оборудования для различных сплавов, которые важно изучить и применять.
Тип сварочной проволоки или электрода
Выбор сварочной проволоки или электрода также имеет значение, так как у них существуют свои индивидуальные температурные настройки, зависимые от используемых токов. Например, при сварке с угольными электродами режим обратной полярности применять не следует, поскольку в таком случае флюс может перегреваться, и электрод станет непригодным для использования. Поэтому выбор оптимальных настроек полностью зависит от типа флюса и электрода.











