Предупреждение. Существуют определенные кабели, оснащенные экранирующей оплеткой. С работой с ними следует обращаться аналогично многожильным кабелям. Вы можете применить шпажку или булавку для распутывания их частей.
Пошаговая инструкция по пайке паяльником
Пайка представляет собой безопасный и широко распространенный метод соединения проводов и различных компонентов. Овладев навыками пайки с использованием паяльника и понимая все нюансы, вы сможете самостоятельно выполнять простые задачи, избавляясь от необходимости искать помощь у специалиста.
- Что такое пайка
- Технология пайки паяльником
- Пайка с канифолью
- Пайка с флюсом
- Необходимый инструмент для пайки
- Паяльник
- Припой
- Флюс
- Паяльные пасты
- Подставка для паяльника
- Оплетка для удаления припоя
- Дополнительные инструменты
- Подставка для паяльника
- «Третья рука»
- Очистители для жал
- Ручной инструмент
- Организация рабочего места
- Выбор паяльника по мощности
- Подготовка паяльника к работе
- Подготовка деталей к пайке

Что такое пайка
Пайка — это процесс соединения металлических компонентов с помощью меньше плавкого металла, известного как припой. Этот процесс включает в себя проникновение одного вещества в другое при температурах, колеблющихся в диапазоне от 180 до 250 градусов Цельсия.
Важно, чтобы свариваемые компоненты были предварительно нагреты, а затем надежно закреплены с помощью пайки.
Технология пайки паяльником
Существует две основные технологии пайки — с использованием флюса и канифоли. Важно отметить, что выбор метода пайки зависит от предпочтений мастера, который, в свою очередь, руководствуется собственным опытом.
Пайка с канифолью
Как правило, пайка с канифолью более сложная, чем с флюсом. Однако, освоив данную технику, любой мастер сможет успешно выполнить около 90% работ. Например, чтобы правильно припаять кабели с использованием паяльника, необходимо выполнить следующие шаги:
Во-первых, паяльник должен быть заранее нагрет. Устраивайте инструмент так, чтобы рукоятка была в плоскости, а затем поместите проволоку, вдавив кончик в паяльник. Как только процесс завершён, он будет готов к работе. Дальше возьмите небольшое количество канифоли с помощью шипа инструмента и нанесите её на проволоку.
Для очистки края инструмента воспользуйтесь металлической губкой, а затем коснитесь канифолью и проведите инструментом по области, оставляя на поверхности тонкий слой канифоли. Эти действия подготавливают поверхности к пайке. В завершение потребуется нанести тонкий слой припоя на проволоку и аккуратно провести по паяемому соединению.
Это важно: если работа выполнена надлежащим образом, поверхность будет блестеть, а соединение получится высокопрочным.
Пайка с флюсом
При использовании флюса достаточно окунуть кисть в флюс и провести ей по сварному шву, а затем нанести припой и инициировать процесс пайки. На первый взгляд, этот процесс может показаться простым и доступным даже для новичка. Однако на деле это не так. Работа с кислотой может быть связана с множеством сложностей:
- Для каждого материала следует подбирать свой флюс, так как они не являются взаимозаменяемыми и могут давать нежелательные реакции;
- Существуют ограничения на применение особенно активных флюсов на микросхемах, так как они могут повредить металл дорожки;
- После завершения использования обязательно нужно удалить остатки флюса, так как его присутствие может привести к коррозии металла.
Что нужно для пайки паяльником
Перед началом работы необходимо подготовить все инструменты, которые вам понадобятся в процессе пайки.
-
 Во-первых, вам потребуется сам паяльник. Для домашнего использования оптимально подойдет паяльник мощностью от 15 до 30 ватт. Выбор мощности инструмента зависит от того, что вы планируете паять. Для простых деталей подойдет паяльник с низкой или средней мощностью, однако для профессиональной пайки практичнее взять прибор мощностью 40 ватт.
Во-первых, вам потребуется сам паяльник. Для домашнего использования оптимально подойдет паяльник мощностью от 15 до 30 ватт. Выбор мощности инструмента зависит от того, что вы планируете паять. Для простых деталей подойдет паяльник с низкой или средней мощностью, однако для профессиональной пайки практичнее взять прибор мощностью 40 ватт. - Необходим также правильно подобранный припой — его основная функция состоит в создании неразъемного соединения во время пайки. Сегодня на рынке представлено множество видов припоя, включая медные, серебряные, оловянные и свинцовые. Для запайки контактов в микросхемах или обычного соединения проводов подойдёт использование канифоли. Хотя, её применение в электротехнике не рекомендуется, так как содержащиеся в ней кислоты могут повредить контакты и серьезно повредить сложные компоненты схемы. Запомните, только правильно подобранный припой обеспечит надежное соединение деталей.
- Использование флюса необходимо для залуживания и чистки жала паяльника — это специальная смесь, которая помогает снять с наконечника инструмента остатки кислоты, выделяющиеся при пайке. Флюс может приниматься в формах порошка, жидкости или пасты. Несмотря на большое количество вариантов, флюс на основе канифоли остается самым универсальным и эффективным.
-
 Кроме того, чтобы обеспечить удобство в работе, необходимо подготовить подставку для паяльника, так как данный прибор нагревается до высоких температур. Это позволяет избежать случайных ожогов и повреждений рабочих поверхностей.
Кроме того, чтобы обеспечить удобство в работе, необходимо подготовить подставку для паяльника, так как данный прибор нагревается до высоких температур. Это позволяет избежать случайных ожогов и повреждений рабочих поверхностей. - Также потребуется напильник для заточки и очистки кончика паяльника. Убедитесь, что «жало» инструмента ровное и не имеет налета или нагара.
- Кроме того, в процессе работы понадобятся тиски или пассатижи — они зафиксируют провода или платы, обеспечивая их правильное расположение во время запаивания. Если тисков нет, вы можете воспользоваться пинцетом как временным решением.
- По окончании процесса пайки рекомендуется отмыть следы флюса, для чего подойдут спирт или специальные растворы.
Когда все необходимые инструменты будут готовы, вы сможете приступить к пайке с паяльником.
Как правильно паять паяльником с канифолью

Канифоль обладает высокой растворимостью в различных органических соединениях, таких как спирт или ацетон. При нагревании она способна разлагать сложные химические соединения, такие как медь, свинец или олово. Правильное использование канифоли снижает вероятность образования оксидного слоя, обеспечивая лучшую проводимость и сыгрывая большую роль в качестве собранных деталей.
Чем тоньше будет наконечник паяльника, тем легче будет обработка, особенно при пайке тонких проводов и мелких компонентов. Если наконечник ещё не заточен, необходимо сделать это перед началом работы.
Описание процесса

- Сначала желательно подготовить рабочее место для пайки компонентов. Откройте окна, так как выделяемые пары от припоя могут загрязнять воздух. Также возьмите губку, смоченную в воде, и разместите ее ближе к паяльнику. Чтобы избежать загрязнений от капель припоя, рекомендуется застелить рабочую поверхность плотным картоном или другим защитным материалом.
- Убедитесь, что под рукой есть подставка для паяльника.
- Подключите паяльник к сетевому источнику и дайте ему прогреться. Во время нагрева может появляться специфический запах и виден легкий дым — это нормальная реакция. Инструмент будет готов после полного нагрева жала, когда дым исчезнет.
- После того как паяльник станет горячим, отключите его для предварительной чистки жала от загрязнений. Для чистки лучше всего использовать влажную губку или ткань.
- Теперь снова подключите паяльник и дайте ему прогреться.
- После чистки и повторного нагрева проведите лужение кончика паяльника — это означает, что жало должно быть покрыто небольшим слоем припоя, в данном случае — канифоли. Это действие значительно улучшает теплообмен между сварными деталями.
- Окуните нагретый кончик паяльника в канифоль, чтобы покрыть его слоем припоя. Подождите, пока он нагреется и начнет плавиться.
- Излишки канифоли можно удалить с помощью картона или любого другого подручного инструмента.
- Если предполагается работа с одной медной деталью, то одного лужения вполне достаточно — просто прикоснитесь жало паяльника к канифоли, затем дозвольте ему заменить необходимым температурным воздействием, пока проводок не покроется припоем. Таким образом, канифоль будет испаряться, и деталь будет облицована расплавленным веществом.
- Для качественной пайки двух деталей их нужно предварительно залудить, то есть покрыть припоем. Учтите, что процесс лужения — это обязательная операция для того, чтобы обеспечить высокое качество пайки.
- После завершения работы с паяльником, пока он ещё горячий, удалите остатки припоя, протерев жало влажной тряпочкой или губкой, смоченной в спирте или специальном реагенте.
Спаивание проводов
Для оказания помощи в правильной сварке медных проводов с использованием прутков следует соблюдать четкую последовательность действий.

- Сначала позаботьтесь о проводах. Для этого необходимо аккуратно зачистить концы проводов от изоляционного слоя. Все соединяемые провода часто изолируются с помощью специальной термоусадочной трубки. Если такая трубка имеется, обрежьте её острым ножом так, чтобы длина составила от 2 до 7 мм за пределами швов. Изоляционное покрытие должно составлять около двух сантиметров с каждой стороны соединяемых проводов. Оголенные концы проводов надо обжечь, чтобы полностью избавиться от изоляции.
- Следующим этапом следует обеспечить надежное механическое соединение проводов. Для этого концам проводов необходимо аккуратно перекрутить между собой так, чтобы их центральные части плотно соприкасались друг с другом. Далее один конец провода следует скрутить вдоль длины кабеля, потом повторить ту самую манипуляцию с концом другого провода.
- Теперь можно подключить паяльник и дать ему нагреться, чтобы сначала залудить провода, а затем их прогреть. Для этого нагретый паяльник нужно окунуть в канифоль и взять немного припоя, после чего провести паяльником по концам провода пару раз. В процессе лужения провод желательно поворачивать и прогревать, что обеспечит равномерное покрытие канифолью.
- По завершении пайки готовый провод изолируйте. Для этого необходимо надеть термоусадку обратно на уже припаянные провода. Это позволит не только защитить соединение, но и нагреть его, что делает отпаянный провод более прочным и гибким.
Таким образом, пайка проволоки с канифолью становится вполне доступной задачей. Главное — следить за качеством сварного шва, при необходимости повторяя пайку несколько раз, пока соединения не установятся достаточно прочно.
Подготовка паяльника к работе
В быту, как правило, используют «обычные» электрические паяльники. Существуют паяльники, предназначенные для подключения к 220 В, 380 В и 12 В. Последние остаются маломощными. Хотя такие инструменты можно применять в быту, они имеют низкую мощность и нагреваются гораздо медленнее. Для большинства работ вам достаточно 50 ватт.

Следует выбрать модель, которая удобно лежит в вашей руке.
Выбор мощности
Мощность паяльника следует выбирать в зависимости от характера выполняемой работы:
- Для работы с электронными элементами подойдет паяльник мощностью от 40 до 60 Вт.
- Для соединения деталей толщиной до 1 мм желательно использовать паяльник мощностью от 80 до 100 Вт.
- Для толстостенных элементов (проблемы с приводом) со стенкой 2 мм и более необходим паяльник мощностью от 100 Вт и выше.

Достаточно иметь два паяльника – один с низкой мощностью (40-60 Вт) и один со средней мощностью (около 100 Вт). Эти два инструмента покроют около 85-95% ваших потребностей. Пайку толстостенных деталей лучше доверить профессионалу, поскольку такая работа требует особых навыков.
Подготовка к работе
При первом подключении паяльника к розетке может наблюдаться дымление. Это явление возникает из-за испарения смазочных веществ, использованных во время производства. Дождитесь, когда дым исчезнет, и выключите паяльник, подвергнув его остыванию. После этого следует заточить наконечник.

Прежде всего, устраните остатки жира.
Заточка жала
Следующие действия потребуется проработать с носиком жала. Это цилиндрический стержень, который изготовлен из медного сплава и присоединен к концу инструмента с помощью зажимного винта. Более дорогие модели могут иметь слегка заостренный кончик, однако обычно он остается не заостренным.

Вместе с подготовкой, вам необходимо изменить форму наконечника. Можно использовать молоток для расплющивания меди по мере необходимости, а также напильник или наждачную бумагу — просто отшлифуйте ту часть, которая вам не нужна. Форма наконечника зависит от типа работ. Возможны следующие варианты:
- Сплющить в виде лопатки (к примеру, как у отвертки) или сделать плоским с одной стороны (угловая заточка) — такая заточка необходима для работы с крупными деталями, так как она увеличивает соприкосновение и улучшает теплообмен.
- Сточить наконечник в острый конус (пирамидку), что будет полезно при работе с мелкими деталями (тонкие провода, электронные компоненты) для более точного контроля температуры.
- Тот же конус, но менее острый, подойдет для работы с проводниками большего диаметра.
«Совковая» заточка — универсальная, так как при работе с молотком медь утолщается, и необходимость в редкой обработке кромки исчезает. Ширина лезвия может увеличиваться или уменьшаться путем обработки напильником или шлифовки боковых сторон. С такой заточкой можно работать с тонкими и средними сварными швами (до конца следует обращать внимание на правильную ориентацию наконечника).
Технология пайки паяльником
Современные мастера в основном используют электрический паяльник. Профессионалы предпочитают сварочные посты, в то время как любители обходятся простыми паяльниками без регуляторов. Для среднестатистических работ достаточно иметь несколько паяльников с различной мощностью.
Чтобы научиться правильному процессу пайки, нужно сначала разобраться в общем ходе работы, а затем перейти к более детальным аспектам. Начнём с краткого описания рабочего процесса:
- Подготовка деталей к пайке.
- Обработка флюсом или лужение.
- Нагрев соединяемых деталей до необходимой температуры.
- Нанесение припоя в зону пайки.

После выполнения всех этих шагов пайка завершена. Дайте ей остыть и проверьте качество соединения. Если всё сделано правильно, место сварки будет иметь яркий блеск. Тусклый и пористый вид говорит о том, что температура использования для сварки была слишком низкой — такая пайка называется «холодной» и не создаёт нужного электрического контакта, она может быть разрушена просто при перерезании проводов. Аналогично, паяные соединения могут подгореть, что указывает на избыточную температуру. Хотя электрические параметры могут быть в норме, если проводники спаяны при прокладке кабеля, лучше ещё раз соединить их заново.
Паяем провода

Сращивание проводов осуществляется различными операциями, в зависимости от типа кабеля и его изоляционного покрытия. Данное руководство посвящено только медным и латунным проводам. Алюминиевые провода в основном не паятся (хотя с помощью специального флюса их можно спаять) — они соединяются скруткой или специальными зажимами.
Толщина проводов не влияет на последовательность операций, сварка толстых проводов, как правило, ничем не отличается, за исключением того, что они могут нагреваться медленнее, если диаметр слишком велик. В таком случае следует использовать более мощный паяльник.
Обратите внимание: пайка медных проводов на силовых, земляных и нулевых проводниках электрооборудования противоречит соответствующим нормам и правилам. В ситуации аварии они могут нагреваться слишком сильно, и припой может начать капать. Для соединений используются специальные зажимы.
В случае необходимости пайки одножильных проводов без изоляции следует выполнять следующие действия:
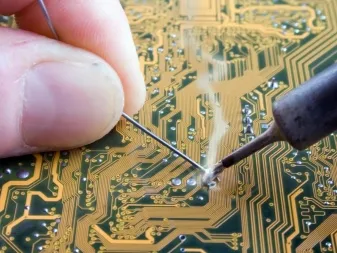
- Удалите окислы с поверхности, используя наждачную бумагу, мелкий напильник или просто нож. Можно также несколько раз протянуть провод между губками кусачек, поворачивая, чтобы очистить всю поверхность. Важно не сжимать ручки кусачек слишком сильно, чтобы не повредить провод. Чистить нужно только тот участок, который непосредственно подлежит соединению.
- Покройте флюсом поверхность. Нагрейте провод, прижав его к канифоли, чтобы он полностью покрывался ею. А также можно нанести жидкий флюс кисточкой.
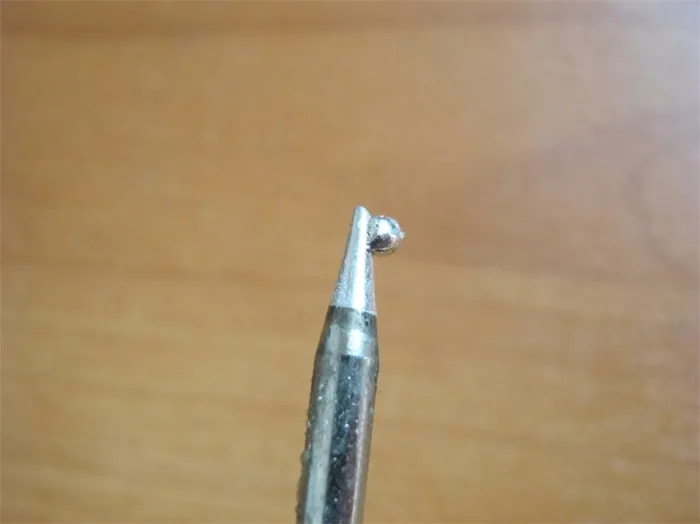
- Залудите — возьмите небольшое количество (не переборщите!) припоя на жало паяльника (это не должно быть каплей, а небольшой купол до 1 мм высотой, находящийся на рабочей поверхности) и нагрейте провод. Припой должен свободно обволакивать поверхность, не создавая чрезмерных движений, просто подождите, пока он расплавится. Если нужно залудить провод на более длинном участке, стоит касаться в нескольких местах.
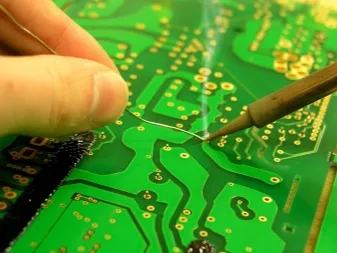
- Теперь соедините провода вместе, важно делать это не встык, а параллельно друг другу на длину, равную 15-20 диаметров (это обеспечит механическую прочность соединения). Можно также предварительно скрутить их.
- Снова покрываем поверхность флюсом.
- Паяем, аналогично, как и при лужении, берём немного припоя и делаем нагрев соединенных проводов. При этом во время пайки, а также сразу после, когда паяльник уже убран (пока припой не остынет), провода нельзя двигать относительно друг друга.
Преимущества и недостатки пайки
Основным преимуществом пайки по сравнению с другими методами соединения проводников является ее надежность. Паяные соединения более надежны, чем их сварные аналоги.
Пайка действительно позволяет забыть о сварном соединении на период его использования, поскольку оно не требует регулярного обслуживания.
Кроме того, с помощью пайки можно легко соединять проводники различного сечения, включая как одножильные, так и многожильные.
Также этот метод зарекомендовал себя как экономически эффективный: для пайки достаточно иметь лишь паяльник, в то время как и припой, и канифоль будут весьма доступны в плане бюджета и удобства использования.
Неоспоримое преимущество пайки заключается в том, что вы можете соединить более двух проводов одновременно.
Однако существуют и недостатки: процесс пайки может занять много времени, и для его успешного выполнения требуется определённый уровень навыков в работе с паяльником.
Как правильно паять паяльником с припоем и канифолью

В советское время была популярна игра для школьников, смысл которой заключался в том, чтобы самостоятельно собрать радиоэлектронную схему. Сейчас же многих вводит в затруднение вопрос о том, как правильно пользоваться паяльником. Научиться паять паяльником не так уж и сложно, и после освоения основных навыков для начинающих, вы сможете выполнять простые задачи самостоятельно, минуя специалистов.
Перед началом сварочного процесса требуется подготовить рабочее место и необходимые инструменты. Без зависимости от выполняемой работы, к рабочему месту применяются следующие требования:
- Должно быть хорошее освещение, чтобы комфортно работать и замечать незначительные дефекты в спаянных деталях, что затруднит при недостатке света;
- Необходимо исключить нахождение легковоспламеняющихся предметов;
- Рабочее пространство должно быть свободным, чтобы разместить спаиваемую деталь без проблем;
- Наличие вентиляции сделает работу комфортнее и безопаснее, так как вдыхание расплавленной канифоли может негативно повлиять на дыхательную систему;
- Удобно иметь под рукой увеличительное стекло для работы с мелкими деталями и тонкими проводами;
- Простая подставка поможет решить проблему удобного размещения нагретого паяльника.
Следующим этапом в подготовке является выбор инструментов, и для начинающего мастера часто возникает вопрос о том, что именно нужно для пайки с паяльником.
Выбор паяльника
Для достижения качественной пайки необходимо нагреть металлические детали до температуры их соединения, при этом следует использовать паяльники с различной мощностью для разных операций:
- Чтобы паять радиодетали и микросхемы, лучше использовать паяльник мощностью не более 60 Ватт, чтобы не перегреть деталь или не расплавить её;
- Если вам нужно паять детали толщиной до 1 мм, лучше использовать инструмент мощностью от 80–100 Ватт;
- Для работы с материалами со стенкой до 2 мм нужно больше мощности и опыта, потому в дальнейшем статье такой тип пайки рассматриваться не будет.

После того как вы определились с мощностью паяльника, необходимо подготовить его к работе, а именно, подготовить наконечник. Существуют модели с сменными насадками, которые подходят для выполнения различных задач. Некоторые также имеют медный наконечник, который можно заточить или изменить его форму с помощью молотка. Основным недостатком таких наконечников является необходимость частого отжига, чтобы исключить образование оксидов, усложняющих процесс пайки. Также можно встретить никелированные наконечники, однако они склонны к перегреву, поэтому их использование требует аккуратности.
Что еще нужно для пайки
Кроме самого паяльника, для пайки вам понадобятся следующие материалы:
- припой;
- канифоль;
- паяльная кислота или различные флюсы.

Технология пайки
Основу любого процесса пайки составляют нагрев свариваемых компонентов и их последующая фиксация клеем. Различают два метода пайки с использованием канифоли или флюсов.
Пайка с канифолью

Овладеть техникой пайки с канифолью сложнее, однако освоив это умение, вы сможете выполнить 90% необходимых работ без особых затруднений.
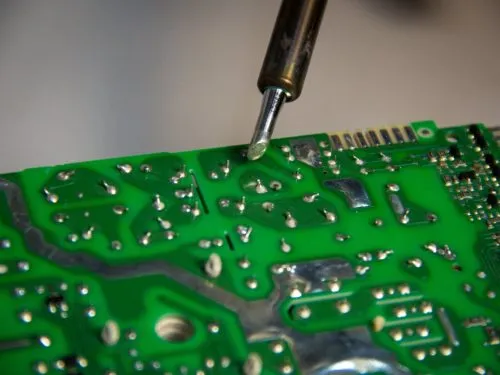
В качестве примера рассмотрим пайку кабеля к печатной плате. Сначала необходимо нагреть провод, для чего требуется установить паяльник, прижав его кончик к поверхности (оптимально, если это будет шип в виде отвертки). Через несколько секунд провод необходимо погрузить в канифоль с прижатым кончиком. Бурление канифоли обеспечивает равномерное распределение её по всем виткам провода, подготавливая его к последующей сварке. Затем с помощью наконечника паяльника возьмите небольшое количество припоя и равномерно распределите его по проводу, не оставляя капель или участков, куда припой не попал, добиваясь хорошего контакта с поверхностью детали.
Замечания, оставленные на жале паяльника, следует удалить, чтобы не ослабить соединение, и при необходимости провести канифоль также на плату, оставляя слой на поверхности как можно более тонким. Затем берите тонкий слой припоя и несколько раз постучите паяльником по паяному соединению, особое внимание уделяя нагреву для улучшения контакта. После этого дайте соединению остыть и проверьте, функционирует ли контакт.
Если сварка выполнена правильно, соединение будет блестящим, и его прочность будет на высоте. Если шов тусклый и крошащийся, это указывает на нарушение правил пайки, поэтому такой шов не будет прочным. Однако в некоторых ситуациях это может быть приемлемым результатом.
Пайка с флюсом
Для выполнения пайки с флюсом необходимо просто взять немного флюса на кисть и нанести его на свариваемую поверхность перед тем, как наложить шов. Несмотря на визуальную простоту процесса, при работе с кислотой есть свои нюансы:
- На каждый материал существует определённый флюс, и они не заменяют друг друга; в некоторых случаях может происходить даже обратный эффект;
- Недопустимо использовать слишком активные флюсы на микросхемах, так как они могут разрушать дорожки;
- После завершения работы с флюсом обязательно удаляйте его, либо, если проводится неверная обработка, это приводит к коррозии металла;
- Сильно острый медный наконечник паяльника, особенно если он был заточен до остроты, разрушается под воздействием кислоты, что приводит к необходимости регулярной подтачки.
Работа с паяльником требует не только теоретических знаний, но и точности, аккуратности. Как только вы овладели пайкой простых компонентов, вы сможете перейти к более мелким деталям микросхем и одновременной пайке более толстых проводов или спайке больших пластин.
Первоначально опубликовано 2018-04-06 09:12:27.
Выбираем инструмент и материалы
Для пайки Вам потребуются электрический паяльник и материалы — припой и канифоль.
В отдельных случаях может понадобиться паяльная кислота или специальные флюсы. Просто с помощью паяльника можно соединять не только медные провода и латунные соединения, но и нержавеющую сталь. Однако лучше всего начать с основ: освоить пайку медных проводов и соединений с латунными деталями электроприборов. Для этих задач, кроме паяльника, будет достаточно обычного олова и канифоли.


Для повышения удобства работы, желательно подготовить негорючую подставку для паяльника. Пайка на столе или верстаке может оказаться небезопасной и пожароопасной. Также позаботьтесь о том, чтобы кабель и розетка находились в таком положении, чтобы избежать случайного соприкосновения с ними рукой или одеждой.
Специалисты понимают, что универсального паяльника не существует. Для различных операций — пайка тонких кабелей, пайка схем или печатных плат и пайка громоздких компонентов — потребуются разные паяльники с разной мощностью и диаметром.»
Рекомендуется, чтобы выбранный прибор имел термостат, который позволит заранее настроить температуру нагрева.
Более доступные электрические паяльники часто лишены таких функций, а разные модели могут существенно отличаться по своей мощности.
Если у вас нет опыта в работе с паяльником, достаточно будет инструмента средней мощности (до 40 Вт), который можно будет использовать для пайки проводов и для соединения проводов с клеммами. Однако, пайка толстых металлических деталей требует больше времени на нагрев, что создает риск появления не желательного оксидного слоя.
Канифоль можно найти в различных commerciële формах. Несмотря на то что особых преимуществ одной формы над другой нет, твердая канифоль гораздо удобнее для хранения.


Припой производится в виде тонкой проволоки из оловянно-свинцового сплава и имеет толщину, варьирующуюся от 2 до 6 мм. Состав сплава также может меняться: маркировка обычно указывает на процентное соотношение свинца. Содержание свинца может помочь в подсчете общего количества олова в сплаве. Чем больше свинца, тем выше его прочность, однако это также соответствует более высокой температуре плавления. В прутках содержится больше олова.
Также выпущен припой в виде тонкой трубки, свернутой в рулон и заполненной флюсом или канифолью. Использование этой технологии также показывает хорошие результаты в некоторых случаях.

Технология пайки
Самая простая техника пайки, подходящая для начинающих, включает следующие шаги:
- Подготовка паяльника.
- Подготовка спаиваемых поверхностей.
- Непосредственно сам процесс пайки.
На первом этапе включает включение паяльника. Удобно расположите его на подставке, а затем подключите его к розетке, убедившись, что кабель не стянут. Далее очистите штифт паяльника, просто нагреть его обычно недостаточно, иначе припой не будет прилипать, и пайка будет невозможной.


Снятие загрязнений осуществляется с использованием мелкого напильника или, в некоторых случаях, наждачной бумаги. После очистки просто протрите наконечник грубой тканью.
Очистка может быть проведена при помощи какого-либо твёрдого бруска или доски, позволяя убрать грязь и оксид и нанести тонкий слой смолы на наконечник.
После того как угольный и оксидный слои будут сняты с наконечника паяльника, его необходимо ещё раз протереть, чтобы убрать возникшие оксиды. Для этого следует использовать канцелярскую канифоль перед пайкой.

С помощью канифоли пайка будет проходить легче, если предварительно окунуть нагретый, очищенный наконечник паяльника в нее. Канифоль плавится при соприкосновении с горячей медью, создавая тонкий слой канифоли на наконечнике. При этом, когда паяльник будет нагрет, канифоль активно будет испаряться, наполняя окружение хвойным запахом. Пары следует избегать, поэтому помещение должно быть хорошо проветриваемым.
Обработанный канифолью наконечник паяльника уже готов к работе. Если на спаиваемых частях уже есть припой, это тоже разумно. Достаточно расплавить каплю припоя и прикрепить сломанную деталь. Иногда этого может быть достаточно для восстановления соединения.
Восстановление соединения оловом требует большего усилия, однако оно, как правило, оказывается прочнее.
Чтобы получить действительно качественный шов, надо соединить не только край паяльника, но и сами поверхности соединяемых деталей. Для этого нужно разогреть их, нанести небольшой слой канифоли используя жало паяльника, и вскоре добавить метал для пайки.
Во время очистки проводов под действием нагрева будет останавливающийся на канифоли, поэтому необходимо, чтобы она полностью растопилась и покрыла всю очищенную поверхность провода. После того, как канифоль растаяла, налейте небольшое количество канцелярского клея и равномерно распределите по проводам. По цвету провода можно понять качество полученного соединения. Если оно серебристое, можно считать, что процесс прошел удачно. Повторите шаги для второго провода или соединительного элемента. Если нет возможности наклонить соединение к поверхности розетки, используйте наконечник паяльника для этой задачи.
Рекомендации
В процессе пайки вам, вероятно, не хватает третьей руки. Паяльник лучше держать одной рукой, а провод — другой, однако лучше использовать тиски или струбцины для фиксации заготовок.
Высокое усилие, прикладываемое для пайки, не всегда гарантирует качественное соединение. Более важным является качественная подготовка поверхностей и минимизация количества припоя.
Весь процесс пайки не должен затягиваться более, чем на 2 секунды, поэтому важно обеспечить хорошую подготовку.


Pвозможно, вам пригодится пинцет для удержания мелких деталей.
Старайтесь не перегревать печатные платы, поскольку это может привести к отслаиванию контактных дорожек.
Некоторые компоненты радиоприемников также требуют минимального нагрева.
Более подробную информацию о правильной пасте вы можете найти ниже.











