Сварочная дуга формируется при помощи ионизированной смеси газов и паров металла. Это явление служит инструментом в металлообработке и представляет собой концентрированный источник тепловой энергии.
Сварочная дуга: ее свойства, виды, принцип работы
На сегодняшний день сварка является неотъемлемой частью множества промышленных процессов. Сварочный процесс базируется на явлении сварочной дуги, которое было изучено и развито видными учеными в разные исторические периоды. Сварочная дуга обеспечивает несравненную прочность соединений металлических изделий, что является критически важным фактором в производстве. Однако, чтобы добиться качественного сварного шва, необходимо учитывать различные аспекты, такие как выбор надлежащего источника энергии и условия сварки. Неверные решения могут привести к недостаткам в виде перекошенных или некачественных швов.
В данной статье подробно рассматриваются типы и структура сварочной дуги, а также ее использование, конструктивные особенности и правильные методы применения. Знания, изложенные в этом материале, помогут каждому сварщику значительно повысить уровень своей квалификации и утвердить свое место среди профессионалов в этой области.
Определение сварочной дуги
Сварочная дуга представляет собой электрический разряд между электродами, обладающий значительной длиной и выделяющий большое количество энергии. Этот процесс характеризуется наличием разности потенциалов, возникающей в газообразной среде, обычно состоящей из ионизированного газа.
При этом явлении происходит стремительный рост температуры, который обусловлен высокой плотностью электрического тока. Материал, находящийся в зоне действия дуги, быстро деформируется и достигает условия плавления, что позволяет осуществить соединение металлических деталей.

Максимальная температура сварочной дуги может достигать +7 000 °C, что является необходимым для обработки металлов, плавление которых инициируется при температурах свыше +3 000 °C. Данные характеристики электрического заряда указывают, что сварочная дуга функционирует как проводник, возникающий в результате ионизации газа. Она состоит из нескольких зон, каждая из которых, пропуская электрический ток, выделяет большое количество тепловой энергии.
Запуск сварочной дуги ведет к образованию гальванической цепи из анода, катода и ионизированного газа. При этом используются два электрода. Под воздействием протекающего тока сварочная дуга разогревается и начинает светиться — это связано с фотонным излучением, возникающим в процессе.
Ключевые особенности сварочной дуги
Сравнивая сварочную дугу с другими типами электрических разрядов, можно выделить несколько ключевых особенностей:
- Высокая плотность тока, достигающая нескольких тысяч ампер на 1 см², что обуславливает выдающиеся температуры.
- Неравномерное распределение электрического поля между электродами: вблизи каждого из них напряжение снижается, тогда как в центральной части дуги оно значительно усиливается, образуя столб.
- Крайне высокая температура, достигающая максимума в столбе, что объясняется высокой плотностью тока. Увеличение длины столба может приводить к уменьшению нагрева сварочной дуги, тогда как сокращение длины приводит к повышению температуры.
- Разнообразие вольтамперных характеристик, которые зависят от соотношения напряжения и плотности тока при постоянной длине или непрерывного процесса горения дуги. В настоящее время принято выделять три основных вольтамперных характеристики.
Что такое сварочная дуга, определение
Сварочная дуга — это, по сути, проводник, который работает в продолжительном режиме. Он состоит из ионизированных частиц, которые сохраняются благодаря поддерживающему их электрическому полю. Дуговой разряд имеет непрерывную форму и большой температурный диапазон, происходит в газообразной и ионизируемой среде.
В специализированной литературе по сварке сварочная дуга описывается как длительный электрический разряд в плазме, состоящей из смеси ионизированного воздуха или защитных газов, а также испарились компонентов основного и присадочного металлов.
Природа и строение
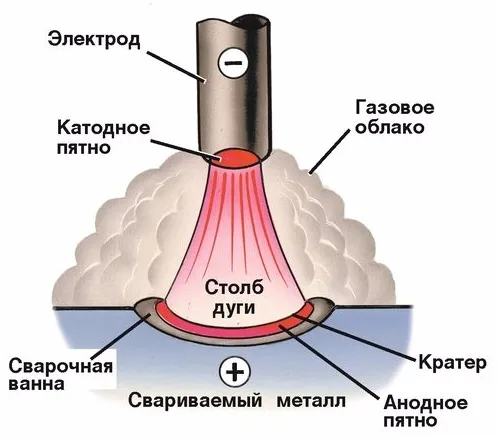
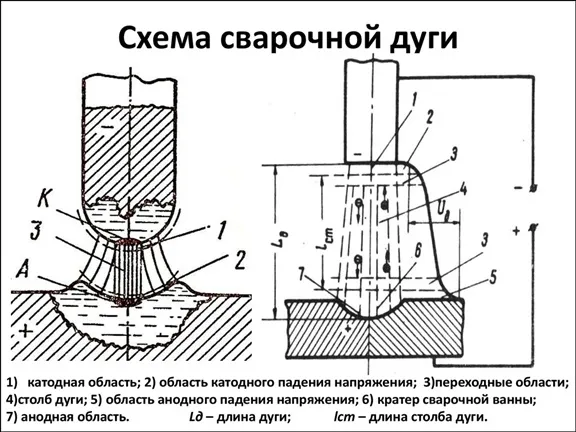
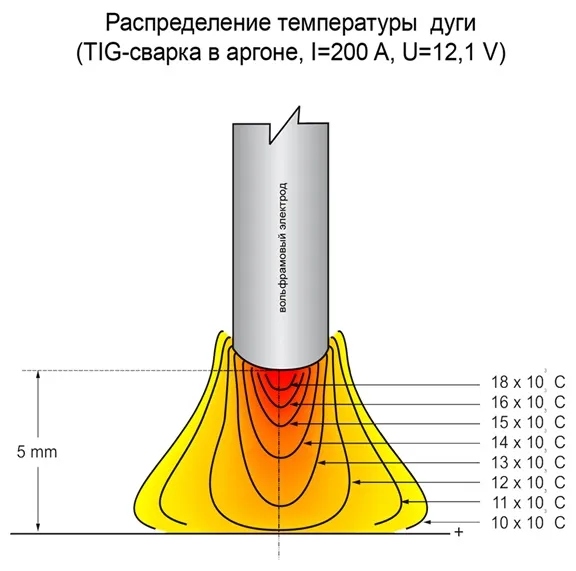
Металл может нагреваться до температуры плавления с помощью интенсивной электрической дуги за короткий промежуток времени. Характеристика дуги определяется величиной плотности тока и вольтамперометрии. С электротехнической точки зрения, дуговая клемма представляет собой ионизированный газ, выступающий в роли проводника между катодом и анодом, при этом существуют области с высоким сопротивлением и мощным накаливанием. Глубокое изучение структуры дуговой сварки важно для понимания природы температурного эффекта. Дуга имеет среднюю длину в 5 мм и делится на основные зоны:
- анодная, имеющая размеры не более 10 микрон;
- катодная, которая в 10 раз меньше анодной;
- столб — яркая, видимая полоска, которая наблюдается в процессах.
Температура сварочной дуги зависит от свободного потока электронов, который генерируется в анодной точке. Электроны в этой зоне достигают температуры, равной 38 % от температуры плазмы. В колонне дуги электроны движутся к аноду, в то время как положительные ионы направляются к катоду. Колонна остается нейтральной и не имеет собственного заряда. Внутри столба частицы достигают температур порядка 10 000 °C, в то время как металл в среднем плавится при 2350 °C, а температура расплавленной ванны обычно составляет 1700 °C. Важным моментом является то, что в точке, где электроны уходят к аноду, а металл движется к катоду, происходит максимальное выделение энергии.
Точка, где электроны входят и нейтрализуются, известна как анодная точка. Она имеет температуру на 4-6% выше, чем температура в области анода.
Напряжения в анодной и катодной зонах значительно ниже, а свечение отсутствует. Видимо только свечение плазмы, которая излучает вредные ультрафиолетовые, инфракрасные и видимые световые волны. Эти волны могут негативно сказываться на здоровье сварщиков, особенно воздействуя на их кожу и зрение. Именно поэтому необходимо использовать надежные средства индивидуальной защиты.
Виды сварочной дуги
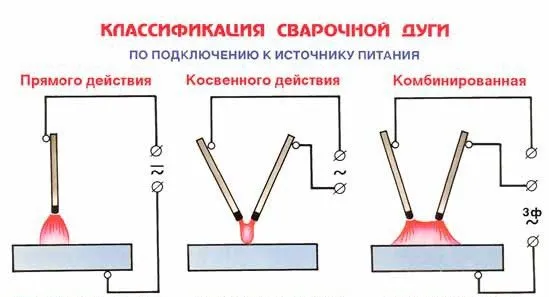
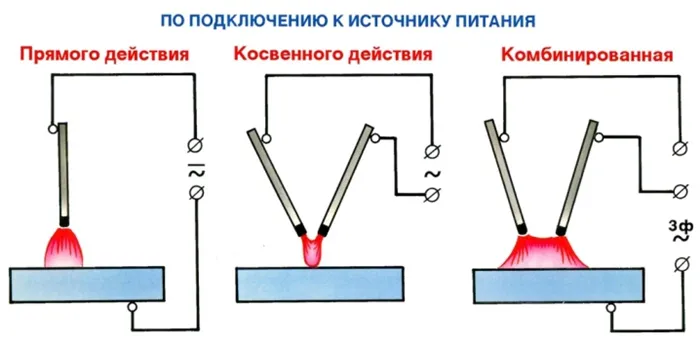
Существует множество критериев для классификации сварочной дуги. Например, в зависимости от типа сварочного тока и положения электрода относительно свариваемых элементов, можно выделить следующие варианты:
- прямого действия: в этом случае разряд проходит перпендикулярно заготовке и параллельно электроду;
- косвенного действия: разряд возникает между двумя электродами, наклоненными друг к другу под углом от 40 до 60°, и свариваемым материалом.
Также можно провести классификацию по составу плазмы колонны:
- открытого типа: образуется в атмосфере благодаря испарению компонентов из обмотки и металла;
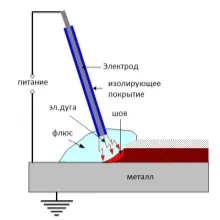
- закрытая: такая дуга возникает под слоем флюса, за счет газообразной фазы, созданной из частиц электрода, металла и компонентов флюса в процессе разряда;
- с подачей газовой смеси или однотипного защитного газа.
Дуговая сварка также классифицируется в зависимости от материала электрода. Процесс сварки меняется в зависимости от применяемого электрода, который может быть:
- вольфрамовым, используемым в высоких температурах и обладающим высокой прочностью;
- угольным или графитовым, что позволяет получить надежные соединения;
- стальным с разнообразными типами обмазки, содержащими ионизирующие компоненты.
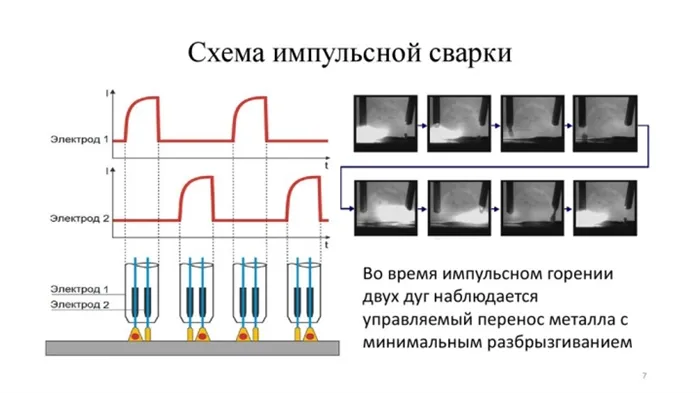
В дополнение, различаются непрерывная и импульсная дуга, что особенно актуально для контактной сварки.
Природа и строение
Характеристики сварочной дуги достаточно просты для понимания. Максимальная температура в сварочной колонне может достигать 10 000 °C, что позволяет эффективно выполнять задачи по сварке.
Достижение такой высокой температуры осуществляется путем пропускания электрического тока через катоды, который затем проходит через ионизированный газ. При этом возникает яркая вспышка, позволяющая достичь необходимой температуры для сварки материалов.
Когда температура становится достаточной, сварочная колонна начинает излучать инфракрасные и ультрафиолетовые лучи, способные причинять вред человеческому организму, особенно негативно влияя на зрение и вызывая ожоги на коже.
Защита от такого воздействия играет важную роль, поэтому сварщики должны быть ознакомлены с характеристиками и опасностями, связанными с действием сварочной дуги, и использовать соответствующие средства защиты.
Существует также интересный вопрос о структуре сварочной дуги. Важно отметить, что сварочный элемент состоит из трех основных частей: анода, катода и самой дуги.
При работе катода или анода могут возникать свои токи, создавая точки, где температура достигает максимума. Электрический ток проходит через эти области, а анодные и катодные пятна указывают на падение напряжения в данных участках.
Часто столб располагается между этими зонами, где напряжение может легко падать. Это обозначает, что сварочный элемент имеет длину, включающую все описанные области.
Оптимальная длина для этих заготовок составляет примерно 5 мм, что обеспечивает необходимую стабильность и постоянную температуру сварки.
Разновидности
Существуют различные классификации сварочной дуги, каждая из которых имеет свои схемы токопроводимости и пределы, в пределах которых процесс горения происходит.

Сварка дугой подразделяется на следующие виды:
- С прямым действием. В этом варианте оборудование располагается параллельно металлу, который необходимо соединить. Дуга, в свою очередь, находится под прямым углом относительно электродов и поверхности свариваемого материала.
- С косвенным действием. Этот метод проявляется при использовании двух электродов, размещенных под углом около 50 градусов к свариваемому изделию, создавая разряд между электродом и металлом.
Существуют также классификации, зависящие от атмосферы, в которой происходит сварка:
- Открытая сфера. В данном случае дуга может гореть в открытом пространстве, формируя газовую фазу с паром металла, а также частицами электрода и обрабатываемой поверхности.
- Закрытая сфера. Дуга данного типа возникает под флюсом. При этом в газовой фазе, окружающей дугу, находится пар от исходного металла и флюса.
- С подачей газовой смеси. В этом случае электрический заряд может содержать сжатый газ, включая аргон, водород, углекислый газ и другие газовые примеси. Эти элементы необходимы для предотвращения окислительных процессов на свариваемых поверхностях. Они также способствуют восстановлению среды или нейтрализации неблагоприятных воздействий извне.
Дополнительно, можно отметить классификацию в зависимости от продолжительности работы дуги:
- классическая, предназначенная для непрерывного использования;
- импульсная, которая применяется для разовых операций.
Также различаются марки электродов в зависимости от их материала, например, углерод, вольфрам и начала применения плавящихся или неплавящихся электродов. Примером самых универсальных компонентов являются стальные электроды, известные как плавящиеся электроды. В последние годы многие профессионалы стали отдавать предпочтение использованию неплавящихся электродов, что позволяет делать выводы об их разнообразии и отличиях.
Условия горения
При стандартных условиях температура в столбе сварочной дуги достигает максимума, равного 7000 градусам Цельсия. Во время работы катода необходимо поддерживать постоянную температуру, которая может быть достигнута в зависимости от размера, диаметра и окружающей температуры.
Важным аспектом является то, что цена источника не должна меняться, чтобы можно было сваривать абсолютно все материалы. Хороший источник энергии необходим для поддержания стабильной температуры, что напрямую влияет на качество сварного шва.
Ключевыми элементами сварочной дуги являются работа с ионизированным газом и применение щелочей или щелочноземельных элементов, таких как калий или кальций, для обеспечения надежного горения сварочной дуги. Вопрос о среде, в которой может функционировать сварочная дуга, имеет огромное значение.
Для определения необходимой энергии для извлечения электрона из атома нужно учитывать различные физические и химические факторы, влияющие на процесс, такие как тип применяемого газа и его состав.
Природа возникновения
Сварочная дуга может поддерживаться исключительно в ионизированной газообразной среде. Эта среда представляет собой газ или смесь газов, содержащих как отрицательно заряженные электроны, так и положительно заряженные ионы. Примечательно, что в нормальных условиях любой газ, в том числе воздух, не содержит электрически заряженных частиц.
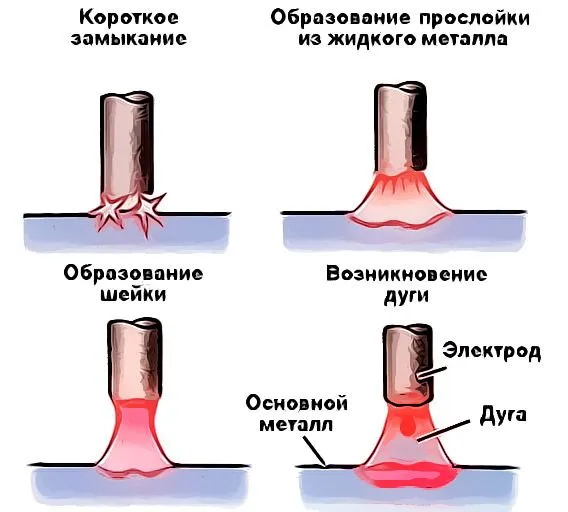
Процесс ионизации начинается в момент зажигания дуги, когда электрод соприкасается с металлом. В этот момент происходит частичное плавление металла и короткое замыкание.
Высокая температура, возникающая в момент короткого замыкания, приводит к испусканию электронов с поверхности катода (в данном случае сварочного электрода) и положительных ионов с заготовки.
Термоионная эмиссия — это процесс, при котором электроны выделяются из катода под воздействием температуры. Как только происходит ионизация благодаря излучению, сварочная дуга начинает гореть равномерно. Этот процесс продолжается на протяжении всего времени горения дуги.

Условия образования
Для успешного формирования сварочной дуги необходимо соблюдение следующих условий:
- Первичный контакт между электродом и изделием, что приводит к короткому замыканию.
- Образование расплавленного металла в зоне, находящейся между электродом и материалом.
- После того как электрод отведен, возникает вытяжка металла — образуется «шейка».
- Происходит обрыв «шейки» с образованием ионизированного газа.
- Устанавливается стабильная горящая дуга.
Непрерывная ионизация газа необходима для обеспечения надежной работы и стабильности дуговой колонны. Для этого зачастую применяются экранирующие газы с высокой степенью ионизации, такие как аргон и гелий.
Если используется сварка электродами, то в наплавку добавляются щелочные металлы, такие как калий или натрий. Это существенно увеличивает уровень ионизации во время горения и плавления покрытия электрода.
Источники питания (аппараты)
Для создания дуги применяются устройства, работающие на переменном, постоянном и импульсном токе.
Переменный ток генерируется однофазными и трехфазными трансформаторами. Для однофазных устройств требуется напряжение в 220 вольт, тогда как трехфазные системы, которые часто используются в промышленности, работают при 380 вольт.
При постоянном токе используют сварочные преобразователи, выпрямители и специальные агрегаты.
Самыми современными источниками питания должны считаться инверторные устройства, которые оптимизируют процесс сварки благодаря транзисторному управлению, позволяющему регулировать вольт-амперные характеристики. Обзор различных типов сварочных аппаратов можно найти в другой нашей статье, посвященной ручным сварочным устройствам.
На производственных объектах широко используются многополюсные выпрямители, которые обеспечивают жесткую вольт-амперную характеристику.
Классификация
Так как сварка — это многообъемный процесс, сварочная дуга может принимать различные формы. По специфике источника питания можно выделить следующие виды:
- плавкая, производимая из стальных сплавов, что позволяет получать расплавленный металлический электрод;
- неплавкая, рекомендовавшаяся для работы с такими материалами, как графит и вольфрам, при этом электроды данного типа во время сварки не расходуются, а формирование шва происходит из расплавленных металлических заготовок.

По схеме подвода тока и среде
По принципу электрического подключения сварочные дуги также делятся на два основных варианта:
- Прямого действия. В данном случае один из электродов является частью конструкции, а второй электрод является плавящимся элементом. Дуга формируется в месте, где возникает зазор.
- Косвенного действия. Розжиг в этом случае происходит между парой неплавких параллельных электродов, после чего дуга подносится к свариваемой заготовке.
По атмосфере
В зависимости от условий окружающей среды сварочные дуги делятся на три типа:
- Открытая сфера. В этом случае дуга может гореть в открытом пространстве, создавая газовую сферу, которая включает пар металла, а также электроды и обработанные поверхности.
- Закрытая. Дуга закрытого типа возникает при горении под флюсом, и в газовой фазе, окружающей дугу, имеется пар от металла, электрода и слоя флюса.
- С подачей газовой смеси. В данном случае электрический разряд может содержать сжатый газ, включая водород, углекислый газ и аргон. Эти газы необходимы для предотвращения окислительных процессов на свариваемых поверхностях. Подача этих газов может помочь создать восстановительную среду или помочь сохранить нейтральные условия для защиты от внешних контактов.


По длительности действия
Сварочная дуга может быть классифицирована исходя из времени своей работы на:
- постоянную, которая актуальна для длительных сварочных операций;
- импульсную, которая генерирует однократный, но мощный импульс, обычно используемую при контактной сварке.
Условия горения
Температурные условия в столбе сварочной дуги могут достигать максимума в 7000 градусов Цельсия. В этом случае работоспособность катода важна для достижения постоянной температуры горения дуги. Также необходимо помнить о таких факторах, как размер, диаметр и температура окружающей среды.
В основе процессов дуговой сварки лежит работа с ионизированными газами и применение щелочных компонентов, таких как калий и кальций. Эти свойства способствуют лучшему качеству горения сварочной дуги. Важно внимательно относиться к условиям окружающей среды, так как не все среды подходят для горения дуги.

Существуют различные виды электрических зарядов, способствующие горению:
- Тлеющий — возникает на низком давлении и чаще всего применяется для освещения с использованием люминесцентных ламп или плазменных экранов.
- Искровой — формируется по достижению атмосферного давления. Данный тип дуги характеризуется прерывистым поведением, сходным с молнией, и часто используется для розжига двигателя внутреннего сгорания.
- Дуговой — применяется в сварке или для освещения. Эта форма тока является прерывистой, вызванной изменениями атмосферного давления.
- Коронный электрозаряд может возникать в результате структурной нерегулярности, приводя к образованию струй.

Источники питания
При сварке важно использовать системы зажигания и стабилизаторы, отвечающие следующим критериям:
- обеспечивать легкий запуск дуги;
- поддерживать стабильность процесса горения;
- контролировать верхний порог тока коротких замыканий;
- обеспечивать хорошую динамику;
- гарантировать электрическую безопасность.
Источники электрического тока для сварочной дуги классифицируются следующим образом:
- по назначению — источники, подходящие для ручной сварки, флюсовой или защитной от газа сварки;
- по количеству сварочных постов, которые могут быть подключены одновременно;
- по мобильности — стационарные и переносные устройства;
- по типу производства энергии — включая производитель и преобразователь;
- по типу выходящего тока;
- по вольт-амперной характеристике.

Существуют следующие источники:
- трансформатор представляет собой простое устройство с реактивной катушкой индуктивности;
- выпрямитель — это устройство, преобразующее электрический ток;
- преобразователь — устройство, превращающее переменный ток в постоянный за счет механического воздействия;
- инвертор — считается наиболее подходящим для бытовых нужд, этот компактный прибор удобен в использовании.


Для того чтобы получить качественный и надежный сварной шов необходима дуга. Исполнение этого типа источника энергии не требует специальных навыков, тем не менее, сварщик обязан знать тонкости формирования, использования и управления сварочной дугой.
Посмотрите следующее видео о сварке малой дугой, чтобы понять преимущества и недостатки данного метода.











