Знания о фрезере являются не менее значимыми, чем сам инструмент, а также его насадки и методики работы. Виды патронов для фрез отличаются, включая патроны на 6-8 мм и 12 мм, а также другие размеры, что важно учитывать при выборе оборудования.
Цанга
Цанга — это специализированное устройство, предназначенное для надежного зажима цилиндрических или призматических элементов в патроне, и используется, в первую очередь, на фрезерных станках, оснащенных цилиндрическим хвостовиком. Это обеспечивается за счет конструкции, которая обеспечивает стабильное крепление инструмента даже при высокой скорости вращения.
Цанговые втулки обычно имеют разрезную форму и оснащены пружиной, что позволяет эффективно фиксировать и удерживать инструменты на месте, что является ключевым элементом в обеспечении точности обработки.
Зажимной патрон в металлообрабатывающих станках
В металлообработке наиболее популярными являются кольца ER (это обозначение системы зажимов, по которой они классифицируются). Различают два основных типа втулок ER: стандартные и высокоточные. Ключевое различие между этими двумя типами заключается в величине допусков на размеры и деформацию, что напрямую влияет на точность обработки. В процессе производства нет явных различий между этими двумя категориями, и оба вида классифицируются в зависимости от результатов технического контроля.


Кроме того, на некоторых моделях патронов предусмотрены специальные суппорты, которые обеспечивают герметичность конструкции и возможность пропуска охлаждающей смазки через инструмент. Это значительно повышает износостойкость инструмента и улучшает качество обработки.
Для метчиков (инструментов для нарезки резьбы) используют специальный штангенциркуль ER — его конструкция предусматривает наличие углубления для квадратного хвостовика метчика. В некоторых случаях для метчиков также применяются клинья, которые обеспечивают осевую компенсацию. Такие суппорты позволяют избежать необходимости в дорогих катушках. Нарезные кольца и втулки с осевой компенсацией могут устанавливаться в стандартные патроны ER.
Втулки на токарных станках с подвижной бабкой служат для зажима заготовок, что делает их по сути токарными патронами. Данное решение расскажается как оптимальное для работы с небольшими по размеру обрабатываемыми деталями. В наличии имеется широкий ассортимент патронов, предназначенных для автоматических токарных станков с подвижной бабкой, среди которых можно найти варианты с керамическими или твердосплавными вставками, что повышает их износостойкость и предотвращает прилипание металла к зажиму.
Конструкция и применение
Цанга состоит из подпружиненного разрезного кольца с коническим конусом и отверстием, размер которого необходим для фиксации инструмента. Корпус цанги имеет специальное углубление, чтобы обеспечить движение стопорных лезвий во время вставки или извлечения инструмента. Сжимающая сила, создаваемая при закручивании гайки, позволяет зажать инструмент надежно и эффективно.
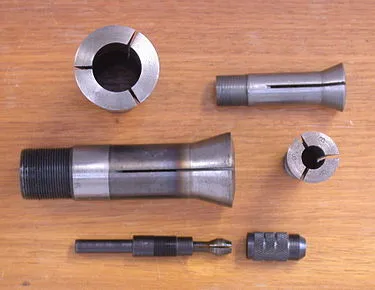
На следующем рисунке показаны: цанга (1), режущий хвостовик (2) и цанговый патрон (3). Данный зажимной элемент устанавливается на патроне суппорта, который обычно представляет собой отдельную часть інструмента, а сам патрон может фиксироваться на посадочном месте патрона с использованием конуса Морзе. В современных станках, таких как токарные, сверлильные и фрезерные, часто используются цанговые втулки. Основными преимуществами данного типа зажима являются высокая скорость установки и извлечения инструмента, однако важно, чтобы размеры патрона и цанги были точно подобраны, иначе это может негативно сказаться на точности работы.
Виды цанг
В современной металлообработке применяются разнообразные цанги, отличающиеся размерами и конструкцией. Патроны общего назначения можно подразделить на несколько категорий:
- Сквозные и глухие. Сквозные цанги могут удерживать детали неограниченных размеров, что делает их идеальными для фиксации прутков во время токарной обработки.
- Цанги с одной или двумя зонами зажима. Цанги с двумя зонами обеспечивают более жесткую фиксацию, исключая любое отклонение от оси шпинделя, что крайне важно для поддержания точности.
- Цанги, предназначенные для метчиков и иного инструмента с квадратным или шестигранным хвостовиком. Эти фиксаторы обеспечивают необходимую осевую компенсацию, что позволяет оптимизировать рабочий процесс.
Применение цанг в токарных станках
Кольцевые и кольцевые патроны служат основным способом зажима при продольной обработке заготовок малых диаметров. В этих инструментах применяются керамические или твердосплавные вставки, что значительно повышает их износостойкость и предотвращает образование отложений металла.
Подающие и цанговые патроны часто используются на автоматических токарных станках для обработки заготовок. Зажим подачи функционирует в тандеме с зажимом заготовки и гарантирует достаточный уровень зажима для осевого перемещения заготовки в тот момент, когда второй зажимный инструмент открывается. Втулка такого типа соединяется с подающей трубкой через резьбу. Когда заготовка удерживается зажимной планкой, подача автоматически возвращается в начальное положение. Перед началом следующей подачи зажимное кольцо освобождает заготовку, и подача одновременно перемещается вперед вместе с ней.
Зажимное седло автоматически фиксирует планку и расположено перед шпинделем. Обратные конические цанги особенно востребованы на токарно-револьверных станках, так как они обеспечивают повышенную жесткость за счет увеличенной силы зажима в процессе осевого резания.
Виды цанговых зажимов
Цанги производятся на основе одного и того же принципа: при закручивании гайки на зажим она сжимается и держит режущий инструмент. Тем не менее, можно выделить существенные различия в размерах и формах этих устройств. Воротниковые втулки могут быть разнообразной длины, иметь одну, две или более прорезей, с тонкими или толстыми лопастями, а также различной шириной зажимного диаметра.
Важно, как такой патрон закрепляется на шпинделе фрезерного станка или ручной фрезы. Он может иметь резьбу или устанавливаться на конусную или прямую втулку Морзе. На некоторых моделях ручных фрезерных станков основная часть устройства не поддается демонтажу и является единым целым со шпинделем. В таких случаях может быть легко снята только зажимная гайка и конусный хомут.

Зажимы рассчитаны на диаметр хвостовика фрезы — 6, 8, 10 или 12 мм. Стоит отметить, что в метрической системе имеются другие варианты перевода дюймов в миллиметры, например, 6,35 мм и так далее.
Можно применять фрезы с другим диаметром хвостовика, если у вас есть запасной набор плоскогубцев соответствующего размера. Обычно сменные инструменты включены в комплект поставки фрезерного станка и позволяют значительно расширить возможности работы.
Шпиндели и зажимные устройства станков с числовым программным управлением (ЧПУ) имеют аналогичное исполнение. Основное различие заключается в размерах и методах крепления всего устройства к шпинделю. Существует также вариант, где конусный зажим является одним целым с самим шпинделем, при этом снимается только пара гайка/конический зажим. В других случаях у патрона есть возможность снятия, опирающегося на шпиндель через конус Морзе, резьбу или втулку.
Существует несколько типов зажимов, которые различаются по принципу действия: типа втягивания и типа выталкивания зажимной втулки:
- В первом случае втулка при закручивании гайки втягивается внутрь, тем самым сжимаясь и фиксируя инструмент;
- Во втором случае лепестки выталкиваются наружу и сжимаются, аналогично кулачкам на патроне дрели.
Тем не менее, принцип работы остается тот же: при затягивании гайки зажимные элементы сжимаются и обеспечивают надежную фиксацию.
На сегодняшний день гаечные зажимы очень популярны и используются в самых различных областях, включая ручные инструменты, карандаши, трубные соединения пластиковых труб, садовые шланги, системы дренажа и многое другое.
Цанги зажимные для фрезерного станка по ГОСТ
Зажимные элементы должны обладать высокой степенью точности в своих размерах, чтобы соответствовать требованиям для установки на шпинделях и размерам фрез или сверл. Поэтому их размеры строго регламентированы едиными стандартами, и в данном случае речь идет о ГОСТ. Это означает, что без точной подгонки шпинделя к станку при замене было бы сложно обеспечить качественное выполнение работ, а зажим любого размера просто не удержит фрезу в нужном положении.

Например, для установки зажима на шпинделе используется конус Морзе, который обозначается цифровым значением. Размер зажима, соответствующий хвостовику фрезы или сверла, обязательно указывается в спецификации соответствующего изделия, чтобы избежать путаницы и обеспечить правильный выбор компонента.
Современные ГОСТы, которые были интегрированы в международные стандарты, содержат требования к размерам основных и присоединительных элементов, что позволяет стандартизировать данные изделия в отрасли.
Выбор цангового зажима для фрезера на Алиэкспресс и других площадках
Первое и наиболее важное требование при выборе цангового зажима — его совместимость с конкретной моделью инструмента. Стационарные фрезы обычно подбираются в соответствии с маркировкой зажима, которая указана в инструкции по эксплуатации устройства. Например, это может быть указано как ER 11 или ER 16, что обозначает определенные размеры и возможности зажима.
Если же маркировка отсутствует, то выбор следует основывать на внешнем виде и размерах диаметров, что может значительно complicate выбор, если вы не обладаете достаточными знаниями о параметрах. Фрезы и их комплектующие, такие как зажимы для гравировально-фрезерного дремеля, можно найти на платформе Aliexpress, где доступны различные модели и варианты.

На иллюстрации представлено, что важнейшими параметрами являются диаметр и другие размеры зажима, которые необходимо учитывать при покупке.











