Элемент, о котором идет речь, предназначен для защиты всех компонентов установки, таких как ацетиленовый генератор и соединительные трубы, от огня, который может возникнуть при работе с горелкой. Этот предохранительный затвор выполняет жизненно важную защитную функцию, когда он установлен между газовой горелкой и ацетиленовым генератором, обеспечивая тем самым защиту при наличии определенного уровня воды в нем.
Технология газовой сварки: в чем ее суть и преимущества
Сварка представляет собой надежный способ объединения элементов стальных конструкций. В настоящее время имеется множество способов сварки, позволяющих работать с различными видами металлов, но газовая сварка продолжает сохранять свою популярность благодаря ряду уникальных характеристик.
Несмотря на современное развитие технологий, сварка существует уже с древних времен, начиная с Древнего Египта. Появление методов соединения металлов произошло практически синхронно с освоением других техник обработки металла. Сравнивать древние методы с современными по их эффективности, возможно, не совсем корректно, однако необходимо отметить, что многие конструкции, сваренные много столетий назад, сохраняют свои эксплуатационные качества до сих пор. Например, основа значительной части архитектурных сооружений эпохи Возрождения была построена с использованием сварных соединений.
Первый метод электрической сварки был разработан человеком, а лишь в 1903 году французские ученые создали первый аппарат для газовой сварки, который работал на основе ацетилена и кислорода. Конструкция этого устройства и принцип работы с тех пор мало изменились. Однако с течением времени оборудование было усовершенствовано: произошли изменения в инструментах, кислородных баллонах, редукторах, материалах фланцев и других компонентах.
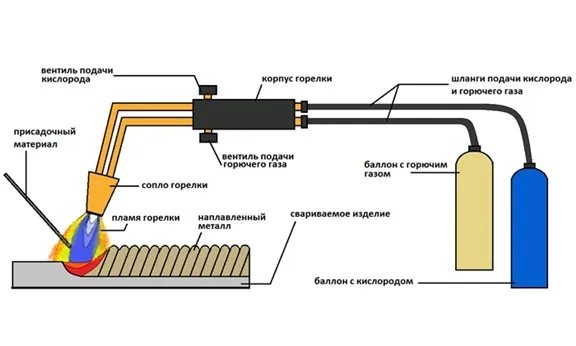
Суть газовой сварки заключается в применении газового пламени, которое нагревает крайние участки свариваемых заготовок и часть присадочного металла, обычно в виде электродов.

Под действием высокой температуры металл становится жидким, образуя сварочную ванну. Эта ванна защищена от воздействия воздуха не только пламенем, но и окружающей газовой средой. Постепенно остывающий расплавленный металл затвердевает, образуя прочный сварной шов.
Технология газовой сварки имеет свои особенности, которые следует принимать во внимание при работе с соответствующим оборудованием. Мастера-сварщики часто подчеркивают, что одним из главных преимуществ данного процесса является возможность ведения сварочных работ практически в любом месте, независимо от наличия стационарного источника электроэнергии.
Тем не менее, газовая сварка не подходит для всех металлов. Наиболее часто данный метод применяется для механической обработки:
- жести и тонколистовой стали, при условии, что толщина листа не превышает 5 мм;
- цветных металлов;
- чугуна;
- инструментальной стали.
Все перечисленные металлы объединяет необходимость в мягком и постепенном нагреве, что как раз соответствует этой технологии сварки.
Рекомендуется ознакомиться с рядом статей, посвященных металлургии, для более глубокого понимания процессов соединения и резки металлов с помощью газов. Такие методы активно применяются в различных отраслях промышленности, в том числе и в быту. Поскольку постепенный нагрев заготовок позволяет избежать значительных деформаций, эта техника считается особенно подходящей для работы с тонкими металлами. Основной задачей сварщика в данном случае становится правильная настройка потока газа и мощности пламени. Для этого требуется открыть кислородный и ацетиленовый вентили, а затем зажечь горелку. Регулировка осуществляется через вентиль ацетилена, при этом кислородный вентиль должен быть полностью открыт.
Плюсы и минусы технологии газовой сварки металлов
Как и любой другой сварочный метод, газовая сварка обладает своими плюсами и минусами. При выборе сварочного процесса важно учитывать эти особенности, поскольку они могут существенно повлиять на качество сварного шва и стоимость выполнения работ.
Преимущества технологии газовой сварки:
- Способность отказаться от сложного и дорогостоящего оборудования, а также от дополнительных источников электроэнергии. Это делает данный метод особенно привлекательным для работы в полевых условиях. Например, между 1926 и 1935 годами в процессе строительства нефтепроводов повсеместно применялась именно газовая сварка. В настоящее время этот метод активно используется для ремонта металлических конструкций в различных зданиях, а также в отдаленных регионах.
- Возможность широкого диапазона регулировки мощности пламени, что позволяет соединять металлы с различными температурами плавления.
- Способность работать с материалами, такими как чугун, медь, свинец и латунь.

- Получение сварных швов высокого качества, при соблюдении корректного выбора марки присадочной проволоки и вида пламени. Также стоит подчеркнуть, что газоацетиленовый метод широко использовался на ответственных производственных участках, где требуется высокая прочность соединений.
- Постепенный нагрев и остывание обрабатываемых поверхностей, что существенно снижает риск термической деформации.
- Легкость в изменении температуры пламени. Это достигается благодаря тому, что изменение угла наклона пламени относительно свариваемой поверхности непосредственно влияет на его температуру. Максимальная температура пламени возможна при правильном расположении по нормали к обрабатываемой детали.
- Высокая прочность швов в сравнении с электродами низкого качества, применяемыми в электродуговой сварке.
- Возможность выполнять сварку, резку и закалку металлов с помощью одного и того же метода.
Однако у газовой сварки есть также свои недостатки:
- Широкая область нагрева может негативно повлиять на смежные элементы, которые не выдерживают термического воздействия.
- С увеличением толщины обрабатываемого материала производительность процесса снижается. Технология газовой сварки становится экономически нецелесообразной при работе с металлом толщиной более 5 мм. В таких случаях предпочтение отдается электродуговой сварке.
- Технология не подходит для выполнения соединений внахлест для толщин более 3 мм, так как это может привести к возникновению внутренних напряжений, вызывающих деформацию и даже разрушение шва.
- Процесс предполагает использование высокоопасных газов, которые могут образовывать взрывоопасные смеси с кислородом (например, водород и ацетилен). Поэтому газовые баллоны необходимо размещать на максимальном расстоянии от легковоспламеняющихся веществ, таких как масла и жиры. Несоблюдение правил безопасности может привести к возгоранию или взрыву.
- Процесс нагрева и остывания металлов происходит довольно медленно, что не всегда удобно для сварщика.
- Данная технология имеет ограниченные возможности для механизации, в отличие от электродуговой сварки, которая активно автоматизируется.
- Невозможно легировать наплавляемый металл при использовании данной технологии, в отличие от электродуговой обработки, где качество швов во многом зависит от выбора электродов и специальной обмазки.
- Газовая сварка не предназначена для обработки высокоуглеродистых сталей.
Основные технологии газовой сварки
Газовая сварка заслуженно получает звание королевы среди процессов работы с металлом благодаря множеству своих преимуществ: простоте, доступности в плане стоимости оборудования и минимальным требованиям к энергопотреблению. Этот метод также может использоваться для сварки в любых условиях и масштабах.

Существует множество подходов к газовой сварке, но мы обсудим лишь некоторые из них, наиболее часто используемых в практике.
Эти технологии зачастую используются мастерами, независимо от их уровня квалификации. С их помощью можно соединять металлические детали с тонкими кромками и обрабатывать металлы, у которых относительно низкая температура плавления.
- Технология правой газовой сварки.
Этот метод целиком противоположен «левостороннему» и применяется для деталей толщиной более 3 мм с высокой теплопроводностью. В данном случае качество сварки значительно улучшается, так как металл оказывается в большей безопасности от прямого воздействия пламени. Температура пламени расходуется более эффективно, а скорость работы повышается почти на 20%. Еще одно примечательное преимущество состоит в том, что расход газа снижается на 10%.

При выборе сварочной проволоки следует учесть, что её диаметр должен быть в два раза меньше, чем толщина свариваемого изделия. Обычно не рекомендуется использование проволоки толщиной более 8 мм.
- Технология с использованием сквозного валика.
При применении этого метода сварщик последовательно перемещает пламя, расплавляя верхний край отверстия в заготовке и накладывая слой расплавленного металла на нижний край. Эта процедура обеспечивает хорошую прочность соединения.
Перед началом работы необходимо закрепить листы вертикально так, чтобы между ними был зазор равный половине толщины заготовки. В итоге шов, образующийся в месте стыка, должен быть гладким и без пор и остатков шлака.
- Технология сварки с помощью ванночек.
Данный процесс включает в себя создание новых пустот вдоль шва после образования первой пустоты, вставляется конец сварочной проволоки, который расплавляется и затем переносится в зону восстановления горелки. При этом крайне важно, чтобы каждая новая труба перекрывала старую примерно на треть её диаметра.
Этот метод особенно хорошо подходит для соединения тонких листов при выполнении стыковых или угловых швов. Он идеально подходит для газовой сварки труб, изготовленных из низколегированной или низкоуглеродистой стали.
- Технология многослойной газовой сварки.
Эта технология используется при решении самых сложных задач. Причина кроется в высокой нагрузке по времени и большом расходе сварочного газа. Оно выполняется относительно небольшими участками, что позволяет повысить качество соединений.
Суть процесса заключается в том, что нижние слои отжигаются, в то время как последующие слои подвергаются поверхностной сварке. Это позволяет обеспечивать отличную проварку каждого слоя перед формированием следующего шва. Необходимо также отметить, что поверхность каждого нижнего слоя должна быть особенно тщательно очищена перед нанесением следующего слоя.
Преимущества и недостатки газовой сварки
Одним из основных преимуществ, способствующих широкой популяризации газовой сварки, является её простота. Оборудование минимально, что делает этот метод незаменимым для мелкого производства и различных ремонтных работ. В некоторых случаях найти на месте нагревательные установки и генераторы достаточно сложно, тогда как несколько газовых баллонов и пламегасители обычно находятся где угодно, включая небольшие деревни.
Простота метода заключается не только в доступным оборудовании, но также и в самой технологии сварки. Регулируя расход газа и угол наклона пламени от горелки, сварщик способен контролировать скорость и диапазон нагрева, устанавливая различные режимы сварки в зависимости от требований.
Среди недостатков стоит отметить высокую стоимость ацетилена и недостаточную эффективность его заменителей. Это связано с медленным нагревом металла, что значительно увеличивает стоимость проектов и приводит к большему нагреваемой площади. Кроме того, нельзя игнорировать высокий риск возникновения взрывов в ходе сварочных работ.
Сочетание сильных и слабых сторон газовой сварки формирует выбор технологии для различных производственных условий. Можно с уверенностью утверждать, что газовая сварка прочно укоренилась в промышленных процессах и вряд ли потеряет свою актуальность в ближайшем будущем.
Практическое применение газовой сварки
Проще было бы сказать, где не используется газовая сварка, чем перечислять ее применения. Этот универсальный процесс подвержен ограничениям только в зависимости от экономических соображений. Есть области, где данный метод является совершенно необходимым, например, кузовной ремонт или во всех случаях, когда работа ведется с очень тонкими листами.
Газовая сварка традиционно используется в следующих сферах:
- в монтаже труб диаметром до 50 мм;
- в сварке цветных металлов, таких как алюминий и медь, а также их сплавов;
- в сварке изделий из чугуна.
С помощью этого метода легко устраняются дефекты в чугуне, латуни и бронзе. Для этого используются швы с чугунными, латунными и бронзовыми стержнями. Газовая сварка также активно применяется для ремонта твердых сплавов и в строительстве. Простота применения этого метода способствовала его широкому распространению в таких областях, как ремонта, сельское хозяйство и строительство.
Технология и способы ведения газовой сварки
Процесс газовой сварки включает предварительную очистку кромок свариваемых деталей. Перед началом работы удаляют любые загрязнения, ржавчину и остатки шлака с кромок с помощью металлических щеток. Это необходимо для обеспечения высокого качества соединений. Чтобы предотвратить возможные деформации, при сварке вдоль шва выполняется интерференционная посадка.
На следующем этапе выбирается соответствующая сварочная горелка, основываясь на ее мощности. Естественно, для толстых металлов требуется горелка с более высокой мощностью. Мощность горелки определяется количеством газа, которое она может пропустить за единицу времени.
Существует два основных метода газовой сварки: левосторонний и правосторонний. Левосторонний метод подходит для сварки металлов до 3 мм. В этом случае горелка движется справа налево, а присадочная проволока, диаметр которой составляет половину толщины свариваемого металла плюс 1 мм, располагается перед горелкой. Этот метод является наиболее распространенным, так как сварщик имеет лучший обзор шва, что обеспечивает более качественный внешний вид сварного шва.
Для правосторонней сварки горелка перемещается слева направо, а сварочная проволока движется следом. Она должна иметь диаметр, равный половине толщины материала, что позволяет улучшить прогрев шва. Направление пламени, при этом защищает металл от окисления. Хотя внешний вид шва может быть менее эстетичным по сравнению с левосторонним методом, его качество и прочность обычно выше.
Как видно, не существует универсального метода, который превосходил бы другой. Выбор подходящей технологии сварки зависит от множества факторов и представляет собой сложную задачу для технологов. Помимо выбора направления горелки, требуется также проанализировать процесс сварки и его специфические требования.
Сквозной валик
Данная процедура является одной из самых простых и наиболее часто используемых. Соединяемые пластины укладываются с зазором, равным половине толщины каждого листа. Затем кромки расплавляются с образованием сплошного отверстия, которое заполняют расплавленным кромочным металлом, предъявляя требования к качеству и размеру шва.
Газовая сварка ванночками
Этот метод используется для стыковки и углов, где толщина листа не превышает 3 мм. Сварочная проволока или присадочная проволока требует аккуратности и точности в этой процедуре. Здесь образуется сварочная ванна в месте стыка, в которую вводится сварный стержень. После частичного плавления его переносят в тёмную часть пламени, которая обладает восстанавливающими свойствами.
Таким образом, пламя перемещается по кругу к следующему участку, и создается новая полость, перекрывающая предыдущую на треть её диаметра. Метод показывает хорошие результаты при сварке тонких листов и труб из низколегированных или низкоуглеродистых сталей.
Многослойная газовая сварка
Этот процесс применяется только для сварки наиболее ответственных изделий. Он обеспечивает высокое качество, однако потребляет больше времени и газа. Преимущества включают меньшую зону нагрева металла и возможность отжига нижних слоев во время сварки следующих слоев. Сварка выполняется небольшими участками, и каждый предыдущий слой следует очищать, перед наложением нового.
Принцип работы
Газовая сварка классифицируется как термический процесс, где источником энергии служит газ. В этом процессе кромки свариваемых деталей предварительно нагреваются до необходимой температуры, позволяющей плавить металл. Высокотемпературное пламя сварочного устройства создается при сгорании смеси кислорода и горючего газа. Зазор между кромками заполняется металлом расплавленной проволоки или плавлением кромок основного материала, создавая надежный сварной шов.
Оборудование
Зона сварки (рабочая зона)
- кислородные баллоны (для хранения кислорода);
- редукторы кислородные, предназначенные для регулирования давления кислорода, который поступает из баллона в горелку;
- ацетиленовые баллоны и редукторы или ацетиленовые генераторы, использующие карбид кальция для получения газа;
- сварочные горелки с набором подходящих наконечников;
- шланги (резиновые рукава) для подачи газа и кислорода в горелку;
- дополнительные принадлежности (защитные очки с фильтрами, набор ключей, молоток, стальные щетки для очистки материала и шва);
- сварочный стол или специализированное оборудование для сборки и фиксации элементов;
- присадочную проволоку;
- по необходимости — сварочные порошки и флюсы.
Характеристика и особенности газов
Для нагрева металлов в процессе газовой сварки требуется смесь горючих газов. В большинстве случаев используется ацетилен в сочетании с технически чистым кислородом.
Ацетилен
Для качественного нагрева и плавления в газовой сварке требуется высокая температура пламени, которая в два раза превышает температуру свариваемого металла.
Ацетилен обладает наивысшей температурой пламени по сравнению с другими газами – от 3050 до 3150 °C, благодаря чему он стал основным газом для газовой сварки.
Ацетилен представляет собой соединение углерода и водорода. Это бесцветный gas с характерным запахом, обладающий высокой взрывоопасностью, что требует строго соблюдения мер безопасности при работе с ним.

Заменители ацетилена
Для сварки металлов с температурой плавления ниже, чем у стали, можно использовать альтернативные газы. К примеру, такими газами являются пропан, метан и водород.
Пропан — это бесцветный газ с ярко выраженным запахом, его плотность выше, чем у воздуха. При сварке используется пропан-бутановая смесь, содержащая 5-30% бутана. Температура пламени пропан-кислородного соединения может достигать 2400 °C.
Метано-кислородная смесь обладает почти отсутствующим запахом. Температура пламени такая, что составляет от 2100 до 2200 °C, что делает его применение довольно ограниченным.
Водород – это бесцветный и без запаха газ, который является легким. В определенных пропорциях он может образовывать взрывоопасные смеси с кислородом и воздухом. При работе с водородом необходимо соблюдать максимальные меры предосторожности. Он доставляется к пользователям в стальных баллонах, которые окрашены в зеленый цвет. Водородно-кислородное пламя, как правило, имеет синий цвет. Учитывая размытость его фаз, его регулировать бывает довольно сложно.
Область применения
Газовая сварка металлов находит широкое применение в следующих областях:
- для сборки и ремонта стальных изделий толщиной до 5 мм;
- при монтаже трубопроводов небольшого диаметра;
- для наплавки твердых сплавов и цветных металлов на сталь и чугун;
- в монтаже конструкций из тонкостенных труб;
- при заделке дефектов, возникших в процессе отливки заготовок.
Газопламенная сварка очень активно используется в строительной области, сельском хозяйстве и на ремонтных предприятиях.
Применяемое оборудование
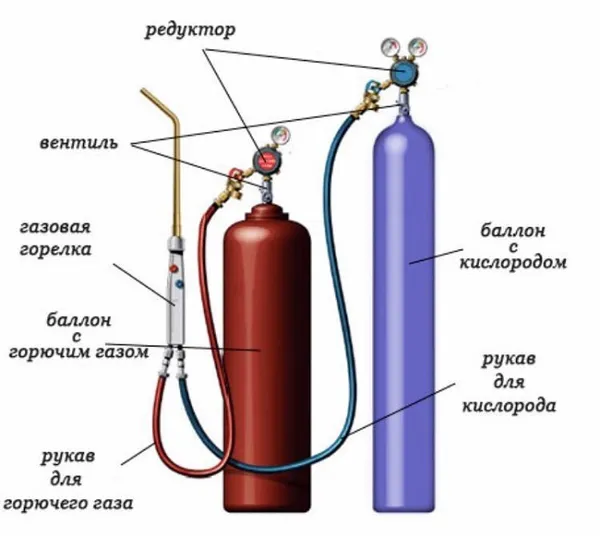
Применяемое оборудование для газовой сварки включает в себя следующие компоненты:
- Водяной затвор, защищающий оборудование от повреждений. Он устанавливается между горелкой и источником ацетилена и должен быть заполнен водой до уровня, соответствующего крану, поскольку во время работы он может испаряться.
- Баллоны с кислородом и горючими газами или генератор ацетилена. Баллоны окрашиваются в соответствующий цвет, что помогает в идентификации газа. При этом верхняя часть баллонов не окрашивается, чтобы обеспечить безопасность, так как ацетилен может образовывать взрывоопасные смеси при взаимодействии с медью, что требует установки вентилей из других металлов.
- Газовая горелка, которая может быть как обычной, так и инжекторной, и должна быть выбрана в зависимости от требований процесса.
- Редукторы для снижения давления газа и кислорода на выходе из баллонов. Это помогает поддерживать безопасное рабочее давление.
- Шланги для соединения горелки с баллонами. На шлангах, использующихся для горючих газов, обозначена желтая полоса для дополнительной идентификации.
При проведении газовой сварки в различных местностях оборудование можно устанавливать на передвижной платформе с необходимыми опорами. На производственных площадках устанавливаются стационарные газовые станции, оборудованные вентиляцией и шкафами для безопасного хранения баллонов.
Какие газы используются при сварке
Для эффективного сжигания газов необходим кислород высокой чистоты, зависящий от степени очистки:
- высший сорт (концентрация 99,5%);
- 2-й сорт (концентрация 99,2%);
- 3-й сорт (концентрация 98,5%).
Так как газовая сварка не осуществляется в стерильных условиях, взаимодействие кислорода с техническими маслами может приводить к самовозгоранию. Поэтому хранение баллонов должно осуществляться в помещениях, находящихся подальше от открытого огня и солнечного света.
Ацетилен чаще всего комбинируется с кислородом, так как температура его сгорания достигает 3400 °C. Данный газ получают из карбида кальция, растворяя его в воде.
Важно помнить, ацетилен может взрываться при высоком давлении или температурах. Следовательно, установка водяного затвора обязательно должна быть выполнена согласно существующим нормам безопасности.
На втором месте по температуре горения находится пропан, обладающий температурой до 2800 °C. Газовые смеси кислорода с метаном, водородом или паром, как правило, используются только для обработки цветных металлов с низкой температурой плавления.
Компоненты газовой сварки
Перед тем как начать процесс газовой сварки, необходимо подготовить все требуемые компоненты. Для проведения работ всегда нужен специальный газ для пламени горелки. Однако стоит тщательно продумать, какой именно газ будет использоваться.

Кислород
Этот газ требует большого спроса в процессе сварки и резки. Он быстро воспламеняет пары легковоспламеняющихся веществ. Сварка с кислородом и пропаном, к примеру, обеспечивает прочный шов с высокой усталостной стойкостью. Кислород в этом случае служит катализатором при плавлении и резке металлических деталей, будучи неотъемлемой частью газовой смеси.
Важно отметить, что кислород, находящийся под давлением в газовых баллонах, может самовоспламеняться при контакте с массой. Чтобы этого предотвратить, баллоны следует хранить вдали от солнечных лучей и регулярно очищать.
Кислород для сварки производится из атмосферного воздуха за счет отделения CO2 и H2O в воздухоразделительных установках. Для сварки газом (Пропан и кислород) используют три вида топлива: высший (99,5%), первый и второго (99,2% и 98,5%).
Ацетилен
Ацетилен – газовая смесь, состоящая из углерода и водорода. Он не имеет цвета и запаха. Учитывая специфику, в его состав может входить небольшое количество NH4 и H2S.
Необходимо быть осторожным. При газовой сварке и резке металлов ацетиленом важно соблюдать предельную осторожность. Если во время процесса давление превысит 1,5 кг/см² и температура поднимется до 400°C – это может привести к взрыву ацетиленовой смеси.
Ацетилен образуется в результате разложения углеводородов под действием электрического тока.
Заменители ацетилена
Помимо ацетилена и кислорода, можно использовать также и другие газы — заменители для сварки.
К числу альтернативных газов относят:
- водород;
- метан;
- пропан;
- керосиновые пары.
Температура горения альтернативных газов варьируется от 2400 до 2800 °C. Ацетилен, как уже упоминалось, обладает температурой горения до 3150 °C. Чтобы обеспечить качественную сварку, рекомендуется применять проволоку, содержащую марганец и кремний, так как они способствуют окислению стали. В то же время для легкоплавких цветных металлов требуется использовать оборачиваемый флюс.
Использование проволоки и флюса
Порошковая проволока и сварочный порошок являются важнейшими элементами процесса газовой сварки, обеспечивая качественный и надежный сварной шов.
Рекомендуется использовать присадочную проволоку, которая не содержит загрязнений или коррозии. Температура плавления такого материала должна соответствовать или быть ниже температуры плавления свариваемого металла.
Для легкоплавких металлов желательно применять жидкость. Она добавляется на металл или проволоку перед началом сварочного процесса, а затем плавится, образуя защитный шлак, который охватывает поверхность металла, тем самым улучшая качество шва.
Оборудование для газовой сварки
Основные принципы газовой сварки требуют использования необходимого оборудования, которое должно соответствовать всем требованиям и стандартам, установленным для этой сварочной технологии. Кроме того, сварщик должен знать, как использовать это оборудование и как оно функционирует.

Для выполнения газовой сварки с использованием пропана, кислорода, ацетилена и их заменителей следует использовать следующее оборудование:
- Водяной затвор. Этот элемент защищает генератор ацетилена и трубы от обратного пламени горелки, поэтому он должен быть исправно заполнен водой до уровня, равного крану.
- Газовый баллон. У баллона должна быть конусная резьба в области отверстия, на которую устанавливается закрывающий вентиль. Внешняя окраска баллонов выполняется в определенные цвета в зависимости от вида газа. Для ацетилена допускает установку вентиля из любых металлов, кроме меди, так как аспекты безопасности требуют выделения избыточного давления.
- Редуктор. Устройство, которое снижает давление газа, выходящего из баллона. Он может быть одно- и двухкамерным, второй вариант позволяет поддерживать давление в стабильном состоянии.
- Шланги. Используются для подачи газовых смесей и имеют обозначения: шланги первого класса с красной полосой предназначены для горючих газов, шланги второго класса — для передачи горючих жидкостей (бензин, керосин), окрашены в желтый цвет, и шланги третьего класса, они могут выдерживать напряжение 20 атм (синяя полоса).
- Горелка. Этот инструмент предназначен для смешивания газов и подачи под нужным давлением в мундштук смеси, которая плавит металлические заготовки. Горелки бывают инжекторными и безинжекторными. Этот элемент состоит из мундштука, камеры смешивания, инжектора и рукояти.
- Пост. Место, отведенное для проведения сварочного процесса. В его составе имеется стол, а также тумбы для хранения необходимых элементов и сварочного оборудования. Стол может быть как поворотным, так и неподвижным, с возможностью использования передвижных или стационарных конструкций на крупных производственных поверхностях.
Следует также отметить, что перед тем, как начать использование вышеуказанного оборудования, необходимо точно понимать, как функционирует газовая сварка. Это сложный и ответственный процесс, требующий соблюдения мер безопасности. Опытным сварщикам рекомендуется использовать защитные маски, костюмы из плотной ткани и защитную обувь.
Итоги
Чтобы глубже понять, что такое газовая сварка, необходимо изучить ее основные характеристики и собственную технику. В данном процессе используются специальные газы, предназначенные для нагрева и плавления металлических изделий. То есть обычно используются кислород и ацетилен, однако иногда допускается применение более экономичных газов-заменителей. Тем не менее, для получения качественного и прочного шва следует уделить особое внимание технике сварочного процесса.











