Для сохранения стабильности и эстетичного вида соединений необходимо покрывать их пастой с антикоррозийными свойствами. Несоблюдение данного условия может привести к снижению качества изделия, поскольку на поверхности могут появиться пятна ржавчины, которые не только испортят внешний вид, но и негативно повлияют на долговечность конструкции.
Сварка нержавейки электродом
Сталь, в составе которой имеются легирующие элементы, такие как хром и никель, носит название нержавеющей стали. Эти добавки обеспечивают защиту материала от коррозии, что делает его идеальным для использования в различных условиях, особенно в тех, где требуется хранение жидкостей, таких как резервуары и трубопроводы. Кроме того, нержавеющая сталь используется при производстве бамперов и юбок для внедорожников, благодаря своей прочности и долговечности. В случае необходимости заварки трещин или швов, одним из доступных методов представляет собой использование преобразователя MMA (ручная дуговая сварка), но есть также и другие технологии. Давайте подробнее рассмотрим все доступные варианты и остановимся на сварке нержавеющей стали методом ручной дуговой сварки (РДС).
- Технология сварки нержавеющей стали электродом
- Способы сварки нержавейки
- Особенности сварки нержавеющей стали
- Область применения РДС нержавеющей стали
- Очевидные плюсы и минусы метода РДС для нержавейки
- Сварка нержавейки электродом в бытовых условиях
- Виды металлов, свариваемые электродом с нержавейкой
- Необходимые расходники и аксессуары для сварки нержавейки
- Электроды для нержавейки
- Модели сварочных инверторов для сварки нержавейки электродом
- Методы обработки нержавеющей стали после сварки
Технология сварки нержавеющей стали электродом
Процесс сварки нержавеющей стали электродом осуществляется следующим образом. В ходе этого процесса используется электрод, который создает горячую электрическую дугу. Активация дуги происходит в результате замыкания между двумя полюсами источника питания. Один из полюсов подключается к изделию при помощи зажима, другой же — к самом электроде или горелке. Для качественной работы важно поддерживать расстояние между кончиком электрода и заготовкой в пределах от 3 до 5 мм, что позволяет достигнуть равномерного горения дуги.
Температура, возникающая в результате дугового разряда, приводит к плавлению металла и образованию жидкой ванны, которая заполняет сварочную щель, формируя тем самым единый сварной шов. В этом процессе используется присадочный металл, который способствует увеличению высоты и ширины сварного соединения. Способ подачи этого металла может варьироваться в зависимости от используемого метода сварки.
Способы сварки нержавейки
Существуют различные методы сварки легированных сталей, и среди них можно выделить три основные технологии, каждая из которых имеет свои особенности, а также различия в производительности, стоимости и качестве соединения.
Ручная электродом (ММА, РДС)

Эта технология использует источник постоянного тока, будь то инвертор, выпрямитель или сварочный генератор. В процессе работы сварщик применяет электрод с плавящейся сердцевиной, где стержень электродов служит присадочным металлом, а покрытие его защищает сварочную ванну от воздействия внешней среды, что является критически важным в процессе сварки.
Метод ММА считается самым экономичным вариантом, так как не требует значительных капиталовложений в дорогостоящее оборудование. Для его применения достаточно стандартных расходных материалов, имеющихся в широком доступе. Однако стоит отметить, что качество сварных швов может быть непостоянным и не всегда достигает идеала, хотя соединения, тем не менее, обычно бывают герметичными.
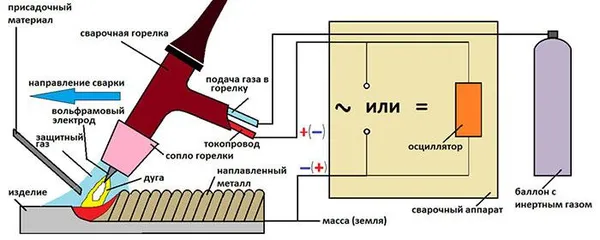
Ручная аргоном с вольфрамовым электродом (TIG)

В сваркe TIG также используется источник постоянного тока, который соединяется через два провода: один соединяют с заземлением, а другой — ведут к горелке, на которой располагается вольфрамовый электрод. Он не плавится, что исключает возможность короткого замыкания. Эта технология позволяет сварщику легче поддерживать постоянную высоту дуги, что в итоге приводит к более ровным, прочным и эластичным швам. Присадочный металл в сварку подается другой рукой сварщика. Защита сварочной ванны обеспечивается инертным газом, который подается из сопла горелки.
Хотя сварка TIG на нержавеющей стали позволяет добиваться более качественных результатов, она также имеет свои недостатки. Сама процедура является более медленной по сравнению с другими методами, а расходные материалы, такие как вольфрамовые электроды и инертные газы, могут быть довольно дорогими. Оборудование для данной технологии, как правило, также отличается большей стоимостью.
Полуавтоматическая сварка проволокой (MIG)

При использовании полуавтоматической сварки применяется оборудование, которое генерирует постоянный ток и включает механизм для подачи проволоки, выполняющей роль расходуемого электрода. При этом важным моментом является то, что длина проволоки, выступающей из сопла горелки, поддерживается постоянной, что облегчает контроль высоты дуги. Защита сварочной ванны осуществляется путем подачи газа из баллона с редуктором давления через клапан на сварочный аппарат.
Полуавтоматическая сварка считается наиболее эффективным методом из всех представленных, однако качество сварного шва может уступать технике TIG. Стоимость расходных материалов для данного метода также может быть выше, чем в случае применения TIG.
Выбор подходящего аппарата
Нержавеющая сталь — это высоколегированная сталь, содержащая значительные доли хрома, титана, никеля и молибдена. Эти легирующие элементы обеспечивают защиту от коррозии и повышают эксплуатационные характеристики материала, однако, этот металл может быть трудно свариваемым из-за своей низкой теплопроводности. Работы с ним требуют применения пониженного напряжения и обратной полярности.
Для бытового использования вполне подойдет любой тип инвертора, так как кустарные мастера часто собирают модели, которые по своим характеристикам не уступают промышленным аналогам.
Ключевое требование заключается в том, чтобы аппарат мог работать в ручном режиме с возможностью регулировки тока в диапазоне от 20 до 200 А.
Выбор аппарата для сварки нержавеющей стали предполагает наличие следующих функций:
- Функция «Форсаж», которая снижает напряжение дуги и увеличивает ток;
- Параметр, определяющий предельную продолжительность работы (ПВ) устройства в непрерывном режиме.
Старайтесь выбирать кабели длиной не более 6 м, так как более длинные кабели могут склоняться к перегреву. Кроме того, сварочный аппарат должен иметь защитные функции, если в сети происходят резкие скачки напряжения. Оптимально применять инверторы, которые функционируют при низких температурах.
Какие электроды стоит использовать
Для сварки нержавеющей стали с применением инвертора рекомендуется использовать электроды, покрытые специальными легирующими составами, такими как карбонаты магния и кальция. Популярные ряды марок, применяемых для этих целей — CL-11 и ОЗЛ-8. Расходные материалы имеют доступную стоимость, однако, стоит отметить, что слишком дешевые электроды склонны к залипанию, что затрудняет поддержание дуги. Поэтому работа с ними требует значительного опыта. Сварные швы, выполненные с использованием качественных электродов, обладают хорошими антикоррозийными свойствами. Например, шлак, оставшийся от сварки с электрода ОК-45 или МЗ-3, легко удаляется.
Наилучшие результаты проявляются при использовании продукции шведского производителя ЭСАБ. Эти электроды характеризуются легкостью зажигания и хорошим удержанием дуги. Также заметно снижается количество брызг раскаленного металла.
Даже новички в сварочном деле могут получить качественный сварной шов, не допустив дефектов при работе с нержавеющей сталью. Однако, следует учитывать, что шлак, который образуется в процессе, происходит отслаивание от изделия, поэтому важно принять меры для защиты глаз и открытых участков кожи от возможных ожогов.
Рекомендуем также ознакомиться с темой: Сварка нержавеющей стали полуавтоматом.
Для ручного метода сварки рекомендуются электроды SEZ ZIO-8, SEZ CT-15 и ESAB FILARC 88S. Они оснащены защитным покрытием из карбоната кальция и карбоната магния.

Технология сварки обычным электродом
При выполнении сварки нержавеющей стали важно следовать определённым правилам:
- Не допускать перегрева заготовки свыше 150°С;
- Существует необходимость вести сварку с минимальными значениями тока, избегая лишней подвижности электродом. Кроме того, скорость подачи проволоки следует установить на максимальное значение.
- Обеспечить отвод тепла, используя медные пластины, подложенные под соединяемые детали.
- Для толстых листов нержавейки применяется многопроходная сварка, что позволяет получить качественный шов.
- Следует использовать специальные электроды, поскольку обычные могут привести к образованию шва низкого качества.
Перед началом работы область шва следует обезжирить, что гарантирует устойчивость и стабильность дуги в процессе сварки. Начальные параметры тока устанавливаются с 80 А. Настоятельно рекомендуется использовать медные пластины для отвода тепла под заготовками. Чтобы процесс сварки был безопасным, расстояние между металлом и электродом должно составлять 2–3 мм.
Классификация электродов специального назначения
Существуют различные критерии, по которым классифицируются расходные материалы. Этот обзор не является исчерпывающим и не охватывает все возможные версии и категории. Основное внимание будет уделено электродам, предназначенным для сварки высоколегированных специальных сплавов, что крайне актуально:
Электроды классифицируются по назначению:
- Для низколегированных углеродистых сплавов, названия таких электродов начинаются с буквы «У»;
- Электроды для легированных сталей обычно имеют начальную букву «Л»;
- Для легированных теплоустойчивых сталей используются марки с буквой «Т»;
- Электроды для высоколегированных стальных сплавов с особыми свойствами обозначаются буквой «В»;
- Для наплавки поверхностей с особыми свойствами электродом используется буква «Н».
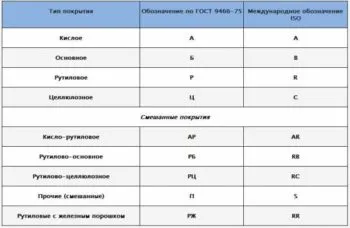
Также следует выделить классификацию электродов по типу покрытия, которая может включать:
- А – кислые покрытия;
- Б – основные покрытия;
- Ц – целлюлозные;
- Р – рутиловые;
- Смешанные и прочие разновидности покрытий.
Система обозначений электродов из нержавеющей стали может показаться сложной и не всегда интуитивно понятной. Полный перечень всех категорий не входит в цели данного обзора.
Способы сварки нержавейки
Процессы сварки стальных сплавов также можно классифицировать по различным критериям, таким как процесс сварки или тип заготовки:
- Ручная сварка электродом;
- Ручная и полуавтоматическая сварка с использованием аргону;
- Инверторная сварка;
- Сварка легированной стали с разнородными металлами;
- Сварка нержавеющих труб;
- Сварка тонких сталей и т.д.
Ручная сварка электродом
Это один из самых универсальных способов сварки, который находит применение в большинстве промышленных секторов. Этот метод доступен даже для сварщика-любителя и не требует сложного оборудования. Для его использования применяют постоянный ток с обратной полярностью.
Преимущества ручного метода подчеркивают его высокую эффективность:
- Обеспечивает высокое качество швов;
- Компактность и высокая мобильность аппарата;
- Доступность оборудования и расходных материалов по цене;
- Высокая производительность труда;
- Сравнительно прост в изучении и освоении.
Чтобы добиться качественной сварки нержавеющей стали, первоочередным является правильный выбор сварочного материала:
- Электроды марки ОЗЛ-8 задуманы для работы в агрессивных условиях.
- Электроды НЖ-13 очень хорошо подходят для получения надежных швов с предотвращением межкристаллитной коррозии (МКК). Этим электродам присуща особенность самоотслаивания шлака после охлаждения, что значительно ускоряет процесс.
- Наиболее популярны сварочные электроды ЦЛ-11, обладающие отличной изоляцией сварочной ванны от различных внешних воздействий, что обеспечивает сильное и стабильное соединение, устойчивое к МКК.
Можно ли варить нержавейку обычным электродом?
Использование угольных стержней допустимо только в крайних случаях. Однако в таких условиях ожидать высокопрочного шва не стоит. При остывании шва может возникнуть треск, и черный металл может отделиться от подлежащей нержавеющей стали. С течением времени в сварной зоне может образоваться ржавчина, что приведет к утечкам под воздействием даже небольшого давления.
Следует избегать сварки обычным электродом в следующих случаях:
- Для нихромовых труб отопительных систем;
- Для полотенцесушителей;
- Для нержавеющих емкостей.
Для начинающих сварщиков, имеющих в своем распоряжении инвертор, полезно иметь универсальный набор электродов, подготовленных для сварки нержавеющей стали.
Технология сварки нержавеющей стали электродом
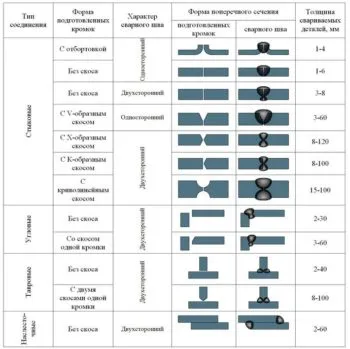
Процесс сварки нержавеющей стали имеет свои особенности по сравнению с сваркой черных металлов, и в нем существуют нюансы в формировании шва, которые необходимо учитывать. Подготовительный этап обычно включает в себя следующие действия:
- Очистка заготовок — удаление грязи, масляных пятен и краски, что предотвратит проблемы с расплавом;
- На деталях толщиной более 4 мм выполняется 45-градусная срезка кромок;
- Детали укладывают встык с минимальным зазором, который составляет не менее 1 мм. Это связано с тем, что нержавеющая сталь имеет высокую степень теплового расширения;
- Прочность швов можно увеличить, если до начала сварки предварительно прогреть детали до 150°С.
Процесс сварки нержавеющей стали электродами включает в себя следующие шаги:
- Сначала прихватываются швы в нескольких точках.
- Электрод следует держать под углом от 45 до 60 градусов, наклоняя его к себе или в сторону.
- Будьте готовы к образованию густой расплавленной ванны; жидкий металл обычно имеет вязкость, сравнимую с пластилином.
- Шов накладывается мелкими стежками и с высокой скоростью.
- Держите дугу короткой; колебательные движения электродом строго не допускаются.
- Во время остывания шва не следует дополнительно охлаждать его, так как это может привести к внутренним напряжениям в металле и, как следствие, к ухудшению качества соединения.
- Для сварки тонкой нержавейки стоит использовать ток обратной полярности, что позволит получить наиболее высокую температуру на конце присадочного стержня.
Также рекомендуется ознакомиться с процессом сварки чугуна тисками в домашних условиях.
Какой сварочный аппарат выбрать
Некоторые мастера предпочитают арендовать сварочное оборудование для реализации своих задач. Однако, при работе с легированными металлами необходимо выбирать современные устройства, генерирующие постоянный ток. Это обеспечит возможность легкого поддержания короткой дуги и получение ровных сварных швов. Иногда можно использовать трансформаторную сварку, но в таком случае возникает риск образования нахлестов, что снижает прочность соединения.
Рекомендуется выбирать аппараты с дополнительными функциями, что поможет снизить вероятность прилипания электрода к изделию и избежать прожогов. Хорошим вариантом станет универсальный генератор, который может генерировать как постоянный, так и переменный ток. Также можно использовать инвертора для получения импульсного переменного тока высокой частоты.
Для сварки деталей толщиной 4 мм необходимо использовать аппарат, работающий на 100 А при напряжении 16 В. Для более тонких заготовок диапазон токов следующий:
| Толщина заготовки, мм | Диапазон тока, A | Рекомендуемое напряжение, В |
|---|---|---|
| 1 | 30 — 40 | 12 |
| 1.5 | 40 — 60 | 13 |
| 2 — 3 | в пределах 80 | 14 — 15 |
При этом диаметр электрода должен быть меньше толщины заготовки. Например, для стали толщиной до 3 мм рекомендуется использовать двойную сварку, а для сварки стальных прутков 4 и 3 мм.
Соблюдая все технологические нюансы, можно добиться высококачественного и прочного соединения даже в домашних условиях. Однако для восстановления труб и резервуаров, которые работают под высоким давлением, лучше обратиться к услугам профессионалов.
Обработка изделий перед сваркой
Перед началом сварочного процесса необходимо выполнить ряд действий:
- Удалить все загрязнения с поверхности соединяемых элементов. Это можно сделать с помощью металлической щетки или наждачной бумаги.
- Обработать места соединения заготовок растворителями (например, специальной жидкостью, ацетоном или уайт-спиритом), чтобы исключить наличие жировых пятен; это значительно повысит устойчивость дуги.
- Необходимо обработать свариваемые поверхности средствами, предотвращающими прилипание брызг расплавленного металла; это даст возможность избавиться от необходимости проводить последующую чистку изделия.
Обработка изделий после сварки
После завершения процесса сварки изделия, выполненные из нержавеющей стали, требуют окончательной послесварочной обработки. Пренебрежение этим этапом может привести к серьезным последствиям, в том числе ржавчине и ухудшению механических свойств конечного изделия.
Обработка сваренных сплавов нержавеющей стали обычно включает в себя следующие процедуры:
- Механическая очистка с применением стальных щеток для улучшения внешнего вида;
- Пескоструйная обработка для повышения визуальной привлекательности;
- Шлифование для получения шва с идеально ровной поверхностью;
- Для защиты мест неразъемного соединения от разрушения рекомендуется применять тривиальные процедуры, такие как пассивация и травление.
Оборудование для сварки нержавейки
При выборе сварочного оборудования в Москве важно учитывать особенности соединяемых деталей. В нашем магазине вы можете приобрести сварочное оборудование, подходящее для различных технологий:
- Аппараты КЕДР PRIME предназначены для методов MMA/ARC. Они выделяются эффективной системой охлаждения, высокой мощностью и хорошей защищенностью. Быстрая настройка основных параметров сварочного процесса обеспечивается благодаря наличию цифрового информативного дисплея.
- Сварочные полуавтоматы КЕДР UltraMIG позволяют выполнять полуавтоматическую и ручную дуговую сварку как углеродистых, так и легированных стальных сплавов.
- Аппараты аргонодуговой сварки (TIG) КЕДР, которые обеспечивают возможность работы как в линейном, так и в импульсном режимах, с легкостью меняя настройки любых рабочих параметров.
Все модели имеют компактные размеры и небольшой вес, позволяя использовать их как на производственных предприятиях, так и в мастерских, на автосервисах.











