C, вольфрам — T, титан — U, алюминий — F, ванадий — B, ниобий — C, медь — M, молибден — S, кремний — Z, цирконий.
Сварочная проволока для полуавтоматов: виды и необходимая информация
В современную эпоху ни одна промышленная компания не обходится без электродуговой сварки в своих производственных процессах. Именно благодаря этому наблюдается непрерывный рост и развитие отечественного рынка сварочных полуавтоматов.
На сегодняшний день рынок предлагает широкий ассортимент технического оборудования, специальной техники и расходных материалов, среди которых основным и наиболее востребованным является сварочная проволока для полуавтоматов. Ее характеристики должны быть максимально гармоничными со свойствами свариваемого металла, что и предопределило разработку множества видов порошковых проволок, специально адаптированных для различных сварочных задач.
- Разновидности проволоки
- Порошковая
- Омедненная
- Легированная
- Сварочная проволока с флюсом
- Сварочная проволока для нержавеющей стали
- Алюминиевая сварочная проволока
Разновидности проволоки
Сварочная проволока является незаменимым элементом для успешного ведения работ на различных производственных и коммунальных предприятиях, необходимым для соединения нескольких металлических заготовок в единое целое изделие.
Характерная особенность порошковой проволоки заключается в простоте ее использования и высоком качестве выполненных работ. Правильное подбор, в свою очередь, не только способствует более безопасному проведению сварки, но и значительно увеличивает производительность процессов.
Проволока для полуавтоматической сварки, как правило, поставляется в виде катушек, бобин и рулонов. Наиболее крупные катушки могут весить до 1,3 тонны, в то время как бобины варьируют по весу от 15 до 120 кг. Рулоны же имеют вес от 5 до 18 килограммов, что делает их удобными для небольших проектов и задач.
Как правило, проволока упаковывается в картонные коробки или полиэтиленовые пакеты. Если продукт не имеет упаковки, перед его использованием рекомендуется высушить проволоку при температуре 200 °C, чтобы избежать проблем, связанных с избыточной влажностью.
Порошковая

Порошковая проволока представляет собой полую металлическую конструкцию, внутреннее пространство которой заполнено специальной порошковой смесью и флюсом. Эти материалы оказывают защитное воздействие на сварной шов, предотвращая его загрязнение кислородом и различными примесями, которые могут образовываться в процессе сварки.
Безопасность дыхательной системы оператора также является важным аспектом, который нельзя упускать из виду в процессе работы с данным оборудованием.
Применение специальных добавок в состав порошковой сварочной проволоки упрощает процесс зажигания электродуги и минимизирует разбрызгивание, что сказывается на улучшении качества сварного шва. Дуга фактически «запечатывается» в флюсе, который обеспечивает защиту свариваемой области от негативных атмосферных условий.
Порошковая проволока не требует применения громоздких газовых баллонов, что решает множество проблем, связанных с их хранением, заполнением и потенциальными утечками, что делает ее более удобной в использовании.
Омедненная

Омедненная проволока представляет собой изделие, разработанное для обработки углеродистых и низкоуглеродистых сталей. Она имеет специальное медное покрытие и обычно используется для сварки в инертной газовой среде.
Этот вид проволоки идеально подходит для создания прочных и высококачественных соединений, обеспечивая чистый и гладкий шов.
Омедненная проволока находит широко применение в таких отраслях:
- Строительное производство;
- Автомобильная промышленность;
- Самолетостроение и судостроение.
Она обладает превосходными поверхностными свойствами, что необходимо для выполнения следующих задач:
- Формирование валика на сварочном шве;
- Заполнение промежутков между краями соединяемых конструкций.
Проволока также характеризуется стабильным химическим составом, высокой прочностью и доступной ценой.
Маркировка
Основные требования к производству сварочной проволоки подробно описаны в действующем стандарте ГОСТ 2246-70. На сегодняшний день производится более 80 сортов этого продукта. Для облегчения идентификации сварочной проволоки на ней наносятся специальные обозначения, которые помогают понять характеристики и состав продукта. Например, хорошо известная сварочная проволока Св08г2с.

Расшифровка его кодировки включает следующие элементы:
- Сочетание букв «св» указывает на принадлежность изделия к сварочной проволоке;
- Комбинация цифр «08» обозначает содержание углерода в сотых долях;
- Литера «г» подтверждает присутствие марганца в составе проволоки;
- Цифра «2» — это процентное содержание марганца в данной проволоке;
- Литера «с» указывает на наличие кремния, однако, если после данной буквы не стоит цифра, это значит, что содержание кремния в изделии составляет менее 1%, но больше 0,5%.
Таким образом, исходя из представленной маркировки, можно утверждать, что рассматриваемый продукт является проволокой из низкоуглеродистого сплава с добавками кремния и марганца.
Описание
Сварочная проволока является важным расходным материалом, необходимым в различных сварочных областях. В профессиональной среде сварщики часто называют ее присадкой. Основной материал представляет собой металлический провод, скрученный в спираль. Проволока используется для создания электродов, которые обеспечивают надежное соединение между металлическими элементами. При эксплуатации полуавтомата, использующего присадочный металл, крайне важно проводить процесс в контролируемой газовой атмосфере.
В наши дни существует множество различных типов проволоки, каждый из которых специально разработан для обработки определенных металлов. Качество и прочность сварного шва значительно возрастает благодаря использованию этих добавок. При правильном подходе сварные соединения получаются без пор и других дефектов.
Основные преимущества сварочных материалов перечислены ниже:
- Высокая скорость выполнения сварочных работ;
- Удобство эксплуатации и универсальность в промышленной сфере;
- Низкий уровень загубленных швов и брак;
- Разнообразие расходных материалов, позволяющее выбрать наиболее подходящую присадку для конкретной работы;
- Низкое содержание шлаковых образований при проведении сварочных операций.
Тем не менее, сварочная проволока имеет и свои недостатки, о которых должен знать каждый специалист в области сварочных технологий:
- Необходимость постоянной защиты от внешних агрессивных факторов;
- Проблема с хранением больших катушек, требующих специального места;
- Сложность в выборе присадки подходящего диаметра;
- Требование использования флюса для некоторых видов работ.
После оценки преимуществ и недостатков присадочных металлов полезно рассмотреть, какие категории проволоки существуют.
- Активированные. Это порошковая присадка, использующаяся в углекислом газе для сварочных процессов.
- Газосварочные. Идеально подходят для соединения углеродистых и низкоуглеродистых материалов.
- Алюминиевые. Специальные добавки позволяют соединять детали из алюминия, при этом швы имеют низкую пористость.
- Из нержавеющей стали. Этот вид обеспечивают высокое качество соединения между конструкциями из нержавеющего металла, характеризуясь устойчивостью к коррозии.
- Флюсовые. Данные присадки дают возможность сваривать конструкции из углеродистого и среднеуглеродистого металла без использования защитного газа.
- Легированные. Эти варианты являются идеальными расходными материалами для сварки с любыми категориями металла и газовых смесей.
Сварщики также используют наплавочные элементы, состоящие из твердых медных сплавов, а также присадки, не содержащие меди. Популярность самозащитных порошковых проводов продолжает расти, хотя они имеют хрупкость и требуют особой аккуратности при использовании без углекислого газа.
Сплошные
Упомянутые выше добавки используются в процессе работы с углеродистыми и низкоуглеродистыми металлическими изделиями. Как уже упоминалось, твердые сварочные элементы могут быть как омедненными, так и неомедненными. Проволока с медным покрытием, применяемая при полуавтоматической сварке, значительно увеличивает коррозионную стойкость соединений. Однако, в процессе плавления выделяются вредные испарения, которые могут оказать негативное воздействие на здоровье человека.
Маркировка
Как было упомянуто ранее, существует множество категорий присадочных металлов. Каждый сварщик должен быть компетентен в выборе материала в зависимости от обрабатываемого металла. При этом не стоит забывать, что сварочные материалы маркируются в соответствии с установленными стандартами. В России действуют нормы, согласно которым существует порядка 76 марок проволоки, соответствующих требованиям ГОСТа. Этим требованиям подлежат не только низкоуглеродистые наплавочные составы, но и легированные, высоколегированные стали.
В общем, сварочные материалы классифицируются по своему назначению. Некоторые из них предназначены исключительно для сварки, то есть соединения различных конструкций с использованием сварного шва. Другие используются для создания электродов, напротив, такие электроды имеют обозначение «E». Низкоуглеродистые и легированные добавки делятся на «О» без меди и «О» с медным покрытием.
Несмотря на обширное разнообразие типов, лишь некоторые виды проволоки используются в полуавтоматическом применении. Остальные варианты являются специализированными и подвергаются специфическим требованиям. В современном мире полуавтоматическое оборудование успешно функционирует не только с защитным газом, но и с добавками, покрытыми слоем флюса.
Диаметр проволоки (до 1 мм и более) зависит от специфики соединяемых конструкций, а именно, от толщины и состава соединяемых деталей.
Таким образом, полуавтоматические сварочные добавки можно разделить на несколько категорий: низкоуглеродистые, легированные и высоколегированные проволоки.
Зная маркировку добавки, легко определить ее состав. Приведем в качестве примера маркировку Sv-08G2S. Здесь аббревиатура «Sv» указывает на то, что речь идет о сварочном присадочном материале. Число «08» указывает на процентное содержание углерода в отступах — составляет 0,08 %. Литера «G», установленная после цифр, подтверждает наличие марганца в присадочном материале, а следующая цифра «2» указывает на его процентное содержание. Последняя буква «С» свидетельствует о наличии кремния в добавке. Если в конце маркировки не указана цифра, это означает, что содержание кремния в продукте меньше 1%.
Иногда мастеру может понадобиться знать дополнительные обозначения.
- Буквенная аббревиатура «А» указывает на то, что данная проволока содержит в своем составе минимальные количества вредных для здоровья веществ, таких как сера или фосфор.
- Наличие буквы «АА» свидетельствует о низком содержании вредных веществ в присадке, которая выполнена из высокочистого металла.
- Буквы «Х» и «Н» говорят о наличии хрома и никеля, которые преимущественно используют в качестве легирующих добавок для проволоки из нержавеющей стали.
Популярные производители
На сегодняшний день на рынке выступает несколько компаний, которые специализируются на производстве надежных и качественных сварочных проволок, все они являются отечественными производителями, что гарантирует высокое качество предлагаемых расходных материалов. В поисках более низких цен многие пользователи приобретают добавки не самого лучшего качества, часто китайского производства, которые могут оказаться подделкой. Чтобы избежать получения некачественного товара, лучше ознакомиться с ассортиментом российских предприятий, предлагающих множество разновидностей проволоки, подходящей для различных типов работ.
- «СварМонтажСтрой». Это однозначно наиболее известная компания, которая занимается производством присадочных материалов для сварки. Предприятие изготавливает разнообразные проволоки, различных видов, типов и маркировок, соответствующих ГОСТу. Все производственные мощности компании оснащены современным оборудованием, а квалифицированные технологи создают добавки, удовлетворяющие самым высоким стандартам качества.
- ООО «Петромет». Компания, занимающаяся выпуском сварочных присадок лишь некоторых марок.
Маркировка и расшифровка обозначений сварочной проволоки
В России все провода маркируются в соответствии с ГОСТом, что позволяет сварщику быстро определить характеристики проводов по коротким обозначениям. Поэтому важно понимать, что обозначает каждый элемент маркировки.
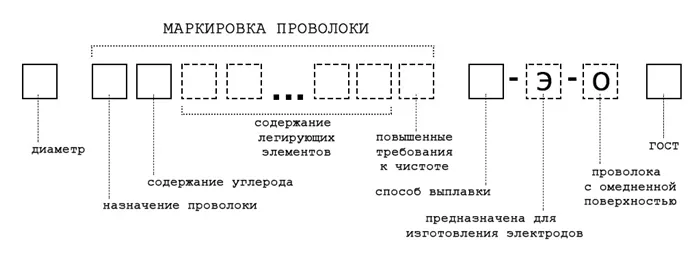
Рассмотрим пример: Св-08Г2С-О ГОСТ 2246-70 расшифровывается следующим образом:
- Св – изделие предназначено для проведения сварочных работ;
- 0,8 – углеродное содержание в составе достигает 0,08%;
- Г2 – присутствие марганца в процентном соотношении 2%;
- С – буква без цифры подразумевает содержание кремния менее 1% от общей массы;
- О – проволока имеет омедненное покрытие.
Мы тем не менее не случайно выбрали в качестве примера проволоку Sv-08Г2С, так как она составляет 95% оборота на рынке и прекрасно подходит для сварки труб, уголков, воздуховодов и прочего проката, выполненного из низкоуглеродистой стали.
Легко определить состав и назначение расходного материала по маркировке, размещенной на сварочном прутке. Помимо углерода и марганца, добавки могут включать:
- цирконий (Ц);
- азот (А);
- ванадий (Ф);
- ниобий (Б);
- алюминий (Ю);
- вольфрам (В);
- хром (Х);
- медь (Д);
- никель (Н);
- титан (Т);
- кремний (С).

Дополнительная буква «А» в конце маркировки указывает на то, что при производстве проволоки использовалась очищенная сталь с минимальным количеством вредных примесей, а два «AA» подтверждают высокую степень чистоты исходного материала.
Виды сварочной проволоки по типу

Сварочная проволока MIG/MAG предлагается в диаметре от 0,6 до 2,0 мм. Выбор толщины элемента зависит от параметров тока и сечения свариваемых изделий. Тонкая проволока может быстро плавиться при высоких токах, не успевая достигнуть заготовки. Из-за этого создаются чрезмерные сопротивления, и она может оседать над поверхностью, вместо того чтобы плавиться в металле, подчеркивая важность правильного выбора диаметра для сварочной проволоки в полуавтоматах. Выбранный диаметр служит основой для подающих роликов и канала в трубке горелки. Если необходимо свести к минимуму трудности, связанные с одновременной сваркой тонкого и толстого металлов, потребуется несколько комплектов роликов и швеллеров.
Сварочная проволока может быть как полой, так и сплошной. Первый вариант выполнен в форме трубки, внутреннее пространство которой заполнено флюсом. Это создает дополнительную защиту для сварочной ванны, однако полая проволока более хрупкая и подвержена изгибам. Она не должна быть слишком сильно прижата подающим роликом.
Кроме того, сварочная проволока может быть покрытой или сплошной. Провода с покрытием обычно имеют медное покрытие, которое делает их более дорогими, обеспечивая при этом лучших результат при работе. Медь создает плавное скольжение проволоки в канале, снижая количество зазубрин в местах контакта. Это также способствует надежному контакту между мундштуком и изделием, что повышает стабильность сварочной дуги. Благодаря защитному медному слою, проволока способна защитить себя от коррозии во время длительного хранения. При попадании в сварочную ванну, медь активно плавится, улучшая прочностные характеристики сварных швов.
Виды сварочной проволоки по предназначению
Согласно ГОСТ 2246-70, существует 77 типов сварочной проволоки, которые делятся на легированные, низколегированные и высоколегированные марки. Это определяет их применение при сварке различных металлов.
Проволока для углеродистых и низколегированных сталей
Наиболее распространенной и широко используемой является проволока для низколегированных и углеродистых сталей, так как большинство конструкций создается именно из этих металлов. К ним относятся швеллеры, уголки, трубы круглого и секционного сечения, арматурные стержни и многие другие элементы. Эти провода востребованы как на промышленных предприятиях, так и в бытовых условиях. Если вы начинающий сварщик, проволока станет отличным выбором для сварки забора, навеса или каркаса теплицы. Рекомендуем обратить внимание на BARSWELD SV-08G2S диаметром 0,8 мм, который доступен в катушках по 5 кг.


Сварочная проволока для соединения меди и медных сплавов изготавливается, как правило, из меди и кремния. Она обладает стабильной структурой и идеально подходит для полуавтоматической сварки всех медных изделий, а также для подготовки поверхности для дальнейшей сварки в процессе наращивания. Она образует однородный шов при соединении с основным металлом. В качестве примером можно привести проволоку BARSWELD CuSi 0,8 мм.
Аустенитные стали соединяются с помощью полуавтоматической сварочной проволоки из нержавеющей стали, содержащей в своем составе хром и никель в качестве легирующих элементов. Процентное содержание легирующих добавок определяется в зависимости от степени легирования исходного металла изделия. Поскольку легирующие элементы теряются под действием высокой температуры дуги, их наличие в проволоке компенсирует эту утрату и защищает металл от коррозии. При обычной сварке нержавеющей стали проволокой необходимо быть осведомленным о быстрой коррозии сварных швов. Хорошим выбором для аустенитных сплавов может служить проволока BARSWELD 308LSi диаметром 0,8 мм.


Алюминиевые детали и их сплавы (например, силумин) свариваются специальными алюминиевыми проволоками, в состав которых добавляется магний. Поскольку магний значительно теряется из основного материала в процессе сварки, его присутствие в проволоке компенсирует утраты. Сварной шов не подвержен окислению и сохраняет те же свойства, что и материал заготовки. Если ваша задача свести на нет возникновение проблем при сварке алюминия, рекомендуем обратить внимание на BARSWELD AlMg5 диаметром 0,8 мм, который предлагается в картриджах по 2 кг. Этого объема зачастую достаточно даже для более требовательных применений, а цена остается конкурентоспособной благодаря небольшому весу катушек.
Контроль расхода сварочной проволоки
При работе с полуавтоматом необходимо внимательно следить за расходом сварочной проволоки и газовой смеси. Это обеспечивает экономию на эксплуатационных расходах и снижает цену самой работы.
На уровень потребления сварочной проволоки влияют следующие факторы:
- Химический состав металла;
- Диаметр и качество самой проволоки;
- Технические характеристики рабочего полуавтомата;
- Проведение сварки в среде инертного газа.
В большинстве случаев предполагается, что расход сварочной проволоки составляет около 1,5% от общего веса конструкции. Также можно отметить, что вес проволоки в процессе работы может превышать вес облицовочного материала на 6% из-за потерь материала и отходов.
Определение расхода проволоки различных типов на погонный метр сварного шва формально можно рассчитать по формуле M = NR ∙ KR, где M — это масса отложенного металла, которая в свою очередь зависит как от материалов, так и от способов ее использования. RR — это коэффициент потребления используемой проволоки, и его значение можно найти в специальных таблицах. На основе этой формулы рассчитывается потребление сварочной проволоки не только для одного конкретного проекта, но и для длительной эксплуатации установки в течение всего времени.

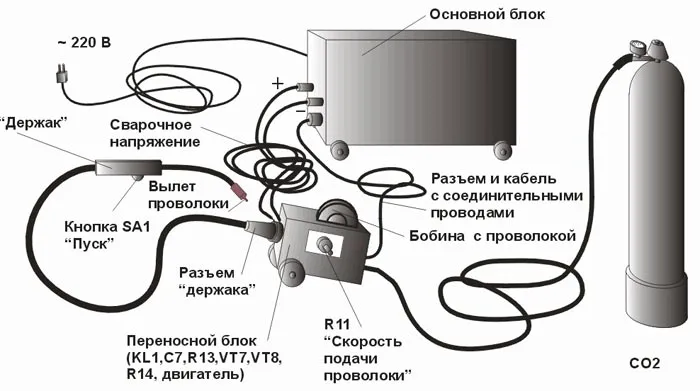
Современные механизмы и скорость подачи сварочной проволоки
Сварочные полуавтоматы имеют следующий классификационный ряд:
- Для сварки изделий в защитных газах;
- С использованием порошковой проволоки;
- Для выполнения сварки под флюсом;
- Универсальные модели.
Полуавтоматы, работающие с защитным газом, оснащаются специальными клапанами, которые автоматически перекрывают подачу рабочего газа в конце сварочного процесса. Полуавтоматы, использующие порошковую проволоку, всегда имеют в своем составе горелку с анализатором, который контролирует процесс. Подача проволоки в таких аппаратах более мощная по сравнению с другими устройствами, так как в конкретном процессе часто требуется проволока большого диаметра.
Полуавтоматы могут подразделяться на бытовые, полупрофессиональные и профессиональные модели в зависимости от их мощности и продолжительности работы. Они могут быть мобильными, стационарными или переносными. Промышленные полуавтоматы предназначены для работы исключительно с трехфазным током, что обеспечивает более высокое качество и точность выполнения швов.
Полуавтоматы нового поколения, работающие с порошковыми проволоками, имеют особые устройства для формования валиков, что предохраняет рабочую проволоку от деформаций при использовании. Универсальные полуавтоматы, как правило, включают дополнительные устройства (сварочные горелки, подающие ролики и тому подобное), которые позволяют использовать их для самых разнообразных сварочных операций.
Механизм подачи проволоки в резак является многофункциональным и включает в себя электродвигатель, понижающий редуктор и, естественно, подающие ролики. Тип подающего устройства (относительно газовой горелки) может быть как притягивающим, так и толкающим, или универсальным. В толкающем механизме подающие ролики располагаются непосредственно в конструктиве трубки сварочного пистолета, что способствует равномерной подаче проволоки именно в канал горелки. Этот механизм активно используется при сварке стали.
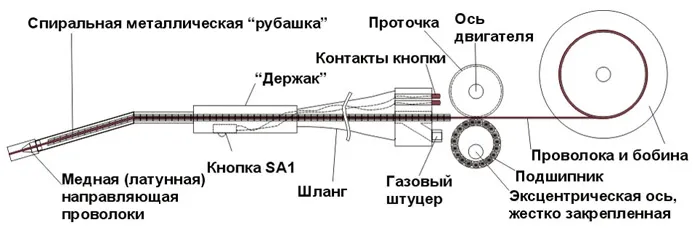
При подаче проволоки в полуавтомате именно прокатка осуществляется в канал резака при помощи тянущего механизма. Это добавляет некоторый вес, однако, подобный механизм зачастую устанавливается в полуавтоматы, созданные для сварки алюминия. Сварочная проволока для полуавтоматов служит не только для увеличения качества сварного шва, но и для обеспечения непрерывности сварочных процессов. Механизм толкающей подачи применяется при работе с алюминием, когда основной сварочный аппарат располагается на заметном расстоянии от зоны выполнения работ.
Скорость подачи проволоки должна быть индивидуально установлена для каждой конкретной работы и подлежит регулировке во время работы. Основная регулировка происходит либо через редуктор, либо с использованием набора шестерен. В качестве привода используется трехфазный асинхронный двигатель. Сложность выбора подходящего режима для сварки является главным недостатком этого метода, особенно при работе с тонкими металлами.
Необходимая скорость подачи для проволоки малых диаметров зачастую регулируется безступенчато с помощью двигателя постоянного тока в процессе работы, что позволяет плавно изменять скорость вращения двигателя. Уровень подачи может достигать 150 м/ч. Толщина, состав и выбор диаметра используемой сварочной проволоки имеют критическое значение для регулирования. Для достижения высококачественных швов необходимо тщательно контролировать скорость подачи при помощи нескольких пробных сварок.
Нержавеющая проволока для использования в полуавтоматической сварке
Проволока для полуавтоматической сварки нержавеющей стали лучше всего подходит для соединения легированных марок стали, в процессе сварки защищенных от окисления, образуемого в ходе работы. Сварочная проволока из нержавеющей стали задействована в таких отраслях, как металлургия, нефтепереработка, пищевая промышленность, медицина, химия, автомобилестроение и в других областях, где требуется прочное соединение. Часто возникает необходимость в надежных соединениях конструкций из нержавеющей стали в бытовых условиях, например, при изготовлении ограждений или каркасов для теплиц.

Проволока из нержавеющей стали обогащается фосфором, азотом, хромом, марганцем и углеродом, чтобы обеспечить защиту результата сварки от коррозии.
Проволока из нержавеющей стали, предназначенная для полуавтоматов, имеет ряд преимуществ:
- При регулярной подаче в полуавтомат обеспечивает достоверную точность;
- Создает прочный сварной шов без пор;
- Лежит плотно и рассчитано на обмотку;
- Обеспечивает высокую производительность работ;
- Уровень выделяемого дыма находится на минимуме.
Проволока из нержавеющей стали, используемая в полуавтоматах с газовой защитой, ограничивает выбор полярности: следует выбирать обратную полярность. Однако при использовании проволоки с флюсовым сердечником рекомендуется применять прямую полярность.
Порошковая проволока для полуавтомата
Порошковая проволока, известная также как порошковая, применяется без инертного газа. Это трубчатый элемент, внутри которого находится флюс, составляющий от 15 до 40 % от общего веса изделия.

Порошковая проволока может использоваться для сварки нержавеющей стали, алюминия, меди, титана и стали. Она подходит не только для традиционной полуавтоматической сварки, но и для подводных сварочных операций, а также для соединения деталей и формирования жестких швов. Однако, по мнению специалистов, невозможно заполнить полую трубку порошком, если она не имеет должных ресурсов. Поэтому нельзя гарантировать идеальные геометрические характеристики сварного шва, особенно в части надежности. Также важным фактором является, что металлические поверхности должны быть тщательно очищены от шлака перед работой. В основном порошковая проволока используется в нижнем положении.
Несмотря на все недостатки, порошковая проволока для полуавтоматической сварки без газа играет важную роль, если:
- Планируется высокая плотность тока (приблизительно 200 А на мм²);
- Предстоит выполнение большого объема сварочных работ.
Полезные советы при выборе сварочной проволоки
Для достижения гарантированно качественного результата при использовании полуавтоматической сварки, крайне важно ответственно подойти к выбору проволоки.
Основной причиной многих проблем становится неправильный химический состав, вызывающий нестабильность температур плавления. Проволока, плавящаяся позднее, может вызвать ненадёжные сварные соединения.
- Назначение. Всегда следуйте рекомендациям производителя, указанным на упаковке, относительно того, для каких металлов и в каких условиях лучше использовать ту или иную марку.
- Диаметр. Этот параметр обязательно должен соответствовать толщине свариваемых материалов.

- Количество в упаковке. Расходные материалы предлагаются в катушках и могут варьироваться по весу: от 1 кг и 5 кг (для полуавтоматов, предназначенных для бытового использования); до 15 и 18 кг (для профессиональных сварочных приборов).
- Температура плавления проволоки. Она должна находиться ниже температуры плавления обрабатываемых изделий.
- Внешний вид. При выборе проволоки обращайте внимание на чистоту поверхности, отсутствие ржавчины, следов краски или машинного масла.











