После того как прошло более четырёх месяцев с момента изготовления электродов, рекомендуется их предварительно прогреть. Это можно выполнить в домашних условиях с помощью электрической духовки, установив температуру в диапазоне от 170 до 200 градусов Цельсия. Таким образом, из покрытия удаляется излишняя влага, что предотвращает трещины в дуге и делает процесс сварки более плавным.
Как варить тонкий металл: руководство для начинающих и профессионалов
Соединение тонкостенных деталей — это задача, которая является настоящим искусством и может оказаться сложной для многих. Многие мастера сталкиваются с трудностями и выбирают альтернативные пути, такие как сверление, вместо того чтобы пытаться добиться качественного сварного соединения. Однако процесс соединения тонкого металла становится более понятным и доступным, если знать некоторые ключевые приёмы и вносить необходимые коррективы.
Эта статья станет вашим надежным помощником на пути к освоению сварки тонкого металла. Мы помогём вам разобраться в том, как правильно выбрать полярность для сварки, подготовить необходимое оборудование и инструменты, а также поделимся полезными советами по технике выполнения сварочных работ. Овладев этим подробным руководством, вы сможете избавиться от проблемы негладких швов и дыр в изделиях, возникающих из-за недостаточных знаний, и начать качественно сваривать тонкие металлы!
Сложности сварки тонкого металла
Даже опытные мастера сварки периодически задаются вопросом, как именно варить тонкий металл. Для новичков эта задача может показаться особенно сложной. Это связано с тем, что для сварки тонких материалов действуют совершенно иные правила, чем для толстостенных изделий. Существует множество нюансов и сложностей, касающихся выбора режима сварки и электрооборудования. Металлические детали небольшой толщины лучше всего соединять с помощью полуавтоматов, однако в быту чаще применяются инверторные аппараты. Поэтому в дальнейшем мы сосредоточим внимание на том, как осуществить сварку тонкого металла с использованием инвертора.

Главной сложностью является необходимость избегать перегрева металла, так как это может привести к его быстрому прогоранию и возникновению дыр. Важно, чтобы процесс сварки проводился как можно быстрее, при этом электрод необходимо вести строго по линии шва, что также позволяет контролировать его нагрев.
Работа с малой силой тока и небольшой дугой жизненно важна, так как даже незначительная трещина может привести к затуханию дуги. Важно, чтобы сварочное оборудование обеспечивало напряжение без нагрузки более 70 В, что говорит о хорошей вольт-амперной характеристике. Плавная регулировка сварочного тока — ещё одно важное условие. Это означает, что ток может варьироваться от 10 А.
Интенсивный нагрев металла может привести к его деформации, в результате чего тонкие листы становятся волнистыми. Исправление таких дефектов впоследствии может стать весьма сложным, поэтому лучше избегать резкого перегрева изделия. В качестве альтернативы, для контроля тепла можно использовать теплоотводящие прокладки, о которых мы поговорим позже.
Перед началом сварки кромок тонких листов нужно тщательно подготовить их. Следует удалить грязь, ржавчину и другие загрязнения, поскольку они усложняют процесс сварки, и затраты времени на выравнивание поверхности будут оправданы.
При сварке тонкого металла важно разместить детали очень близко друг к другу, так чтобы между ними не оставалось зазоров. После этого детали необходимо закрепить в нужном положении при помощи зажимов, струбцин и других доступных инструментов. Далее следует склеить элементы конструкции, создавая швы на расстоянии 7-10 см друг от друга. Это поможет предотвратить смещение деталей и минимизирует риск их изгиба во время сварочных работ.
Преимущества и недостатки сварки тонкого металла инвертором
Использование современных сварочных аппаратов значительно упрощает процесс получения качественных сварных швов и уменьшает беспокойство о том, как выполнить сварку тонкого металла. Наличие опытного сварщика является гарантией правильного нагрева материала, а также предотвращает возникновение ожогов и температурных деформаций. Используя постоянный ток, сварщик может установить минимальную мощность, что снижает риск перегрева металла — это распространённая ошибка, которую чаще всего совершают неопытные мастера.
Современные инверторы обладают защитой от неисправностей, работая под контролем микропроцессора, который регулирует подачу необходимого тока. Однако стоит учитывать, что работа аппарата при низких температурах может не всегда гарантировать стабильность процесса сварки, что является общей проблемой, характерной даже для известных брендов.
Как варить тонкий металл инвертором
Аппараты постоянного тока предлагают важное преимущество: они позволяют варить с обратной полярностью. Это означает, что нужно соединить кабель с электрододержателем с положительным полюсом («+»), а отвод с отрицательным полюсом («-«) подключить к заготовке. Такой подход обеспечивает более высокую температуру электрода и минимизирует нагрев основного металла.
При сварке следует применять электрод минимальной толщины: от 1,5 до 2 мм. Также выбирайте электроды с высокой температурой плавления, что обеспечит качественный сварной шов даже при использовании малых токов. Настройка тока также должна быть весьма низкой: для 1,5 мм электродов этот показатель колеблется от 30 до 45 ампер, а для более толстого «двойного» (2 мм) — от 40 до 60 ампер. Порой используются даже более низкие значения тока — главное, уметь правильно подбирать его.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
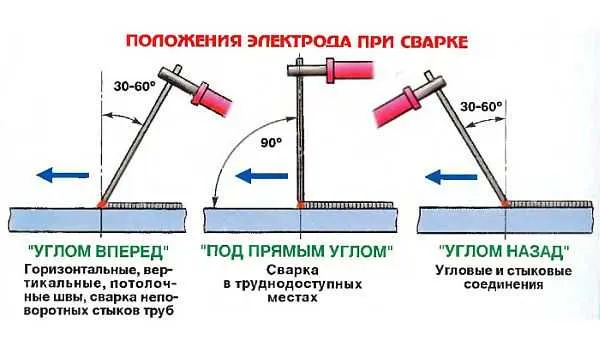
Чтобы избежать перегрева металла, детали следует располагать вертикально или, как минимум, под определённым углом. Затем сварку следует выполнять сверху вниз, аккуратно перемещая наконечник электрода в этом направлении (без отклонений и втягиваний). Угол наклона электрода должен составлять 30-40°, что минимизирует нагрев металла, что является критическим моментом при сварке тонколистового металла.
Следование этим базовым рекомендациям по выбору электродов для сварки тонколистового металла уменьшит количество проблем с качеством выполнения шва.
Техники и методы сварки тонких листов металлов
В некоторых случаях тонкие листы необходимо сваривать под углом. Для этого удобен фланцевый метод, когда края листа загибаются под нужным углом и скрепляются небольшими поперечными швами примерно через каждые 5-10 см. Затем этот шов сваривается непрерывно сверху вниз, как это было описано ранее.
В видео демонстрируется процесс сварки тонких листов с использованием электрода и инверторного аппарата. В нём применяется фланцевый метод: края деталей сначала загибаются, а затем соединяются короткими швами в различных местах. После этого производится сварка тонким электродом диаметром 2 мм.
Не всегда возможно избежать перегрева металла даже с помощью корректной настройки. Однако можно попробовать приостановить работу дуги на несколько минут, а затем вернуться к той же точке и немного отодвинуть электрод. Таким образом, сварка будет осуществляться методом щадящего нагрева. В видео хорошо видно, как изменяется цвет точки местного сварного шва после удаления электрода. Важно не допустить чрезмерного остывания металла.
В первой части видеоролика демонстрируется техника сварки тонких металлов с использованием расслаивающейся дуги. Метод соединения подразумевает накладывание одной части на другую на 1-3 см с использованием электрода с рутиловым покрытием, который предназначен для сварки мягких и низколегированных сталей. Затем представлена сварка нержавеющей стали с помощью электрода из нержавеющей стали, заведомо грунтованного, а также приварка такого же электрода к соединению черного металла. Важный момент заключается в том, что качество полученного сварного шва оказалось даже выше, чем при использовании рекомендуемых электродов.
Дополнительную информацию о выборе электродов для инверторной сварки можно найти здесь.
Если же для сварки тонких листов не требуется бесконечная непрерывная сварка, можно использовать точечный метод. В этом случае небольшие швы свариваются в непосредственной близости друг к другу, что позволяет сократить время на сварочные работы и предотвратить перегрев.

В общем, сварка тонкого металла представляется достаточно сложной задачей. Сварка в нахлестку оказывается простее, так как детали меньше подвержены перегреву, что снижает риск и деформации.
При проведении электроплавки тонких металлов можно поместить между пластинами тонкую проволоку диаметром от 2,5 до 3,5 мм — повреждённые электроды можно выбросить и использовать повторно. Проволока должна быть расположена таким образом, чтобы с лицевой стороны заподлицо с металлом, а с обратной стороны — выступать примерно на половину диаметра. Во время сварки дуга будет управляться этой проволокой, принимающей на себя основную тепловую нагрузку, а свариваемые листы будут нагреваться токами по краям. Это предотвратит перегрев и деформацию, гарантируя, что сварной шов будет ровным и без признаков перегрева. После удаления проволоки после сварки, её следы практически невозможно обнаружить.
Другим методом является использование медных пластин под стыком. Медь характеризуется очень высокой теплопроводностью — в 7-8 раз выше, чем у стали. Если медная пластина располагается под сварным швом, она способна рассеивать значительное количество тепла, предотвращая перегрев основного металла. Данный метод сварки тонких металлов называется «с тепловыми подкладками».
Если вас интересует, как сваривать металлические сетки, перейдите сюда. Возможно, вас также заинтересует информация о том, как построить газовый или металлический гриль. Это станет полезным и целесообразным опытом для обучения сварке.
Сварка оцинковки
Оцинкованная сталь представляет собой тот же листовой металл, но с добавлением слоя цинка. Для успешной сварки оцинкованного материала необходимо полностью удалить цинковое покрытие с кромок сварки, чтобы выявить чистую сталь. Существует несколько методов удаления цинка. Первый включает механическое удаление с помощью шлифовального круга на болгарке, наждачной бумаги или металлической щетки. Второй метод — это сжигание цинка в процессе сварки. Для этого нужно провести электродом вдоль шва дважды, позволяя цинку испаряться (его температура испарения составляет около 900°C). Пары цинка очень токсичны, поэтому выполнять эту работу следует либо на открытом воздухе, либо с использованием вытяжного устройства. Необходимую очистку флюса нужно производить после каждого прохода.

Сварка начинается только после полного удаления цинка. При сварке оцинкованных труб для получения качественного шва проводится два прохода с использованием различных электродов. Первый шов выполняется рутиловыми электродами, например MR-3, ANO-4, OZS-4, при этом колебания должны иметь маленькую амплитуду. Верхний шов, шов фасада, должен быть более широким и составлять около трех диаметров электрода. Важнейшим аспектом является неспешность процесса, что важно для обеспечения качественной сварки. Для этого прохода рекомендуются электроды с основным покрытием, такие как УОНИ-13/55, УОНИ-13/45, ДСК-50.
Сварка по прямой
Это самый быстрый и простой способ выполнения сварочных работ. Для его реализации необходимо включить электрод и провести им вдоль шва. Кончик электрода должен находиться чуть в стороне от основания соединения. Если необходимо создать широкий сварной шов, электрод можно немного покачивать влево и вправо.

При выполнении этого метода сварки важно правильно настроить сварочный ток, учитывая текущую толщину стали, а также использовать электрод нужного сечения. Если все параметры соблюдаются, и вы подбираете оптимальную скорость движения, вам удастся избежать прогара металла.

Сварка с отрывом электрода
Этот метод очень схож с предыдущим. Электрод перемещается аналогично, но после 0,5-1 см сварного шва нужно сделать паузу, временно отсоединив его. Затем электроду следует вернуться в точку разрыва и продолжить сварку. Данная пауза позволяет избежать критического нагрева металла, который мог бы привести к его разрушению.

Этот метод, вероятно, является наиболее простым для начинающих сварщиков.

Важно лишь не задерживаться слишком надолго, поскольку если сварной шов застынет, последующий контакт электрода может вызвать сложности при его повторном применении.











