Зажигание завершено. С этого момента данный процесс будет осуществляться автоматически, занимая минимальное количество времени. Теперь важно разобраться, как правильно работать с электродом. Как следует действовать, чтобы добиться качественного сварного шва без трещин и избыточного шлака? Давайте обсудим это подробно ниже.
Электросварка для начинающих: нюансы сварочных работ и разбор основных ошибок
Каждый дом, особенно если он построен собственными руками, нуждается в регулярном обслуживании и ремонте, который требует подходящих навыков. Сварочные работы оказываются среди наиболее востребованных у людей, занимающихся строительством и отделкой. Мастера стремятся стать универсальными специалистами, обладающими такими навыками, чтобы успешно выполнять множество различных задач. В связи с этим, важно, чтобы каждый мастер имел базовые знания в области сварки.
Сварка является одним из самых распространенных и необходимых навыков, особенно для начинающих. Она представляет собой идеальное решение для тех, кто хочет изучить технологию, так как данный метод прост и доступен каждому, кто заинтересован в его освоении. Прежде чем приступить к практике, необходимо понять теоретические основы этого процесса, что позволяет избежать множества типичных ошибок.
Вся нужная информация по данной теме представлена в нашей статье. Мы детально рассказали о принципах работы электросварки и рекомендовали, какой аппарат будет наилучшим для использования в домашних условиях. Кроме того, в статье содержатся пошаговые инструкции по сварке деталей, перечислены методики выполнения швов и возможные дефекты соединений, которые могут возникать в процессе работы.
- Что такое электросварка?
- Что необходимо для сварки в домашних условиях?
- Технология электрической сварки
- Методы дуговой сварки — способы сваривания улучшающих качество соединений
- Вариант #1: нижние стыковые соединения
- Вариант #2: нижние угловые соединения
- Вариант #3: вертикальные швы
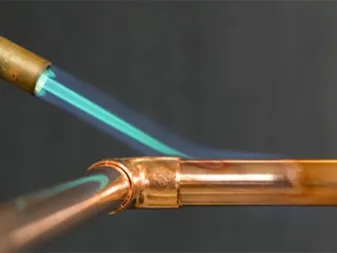
- Вариант #4: детали трубопровода
Что такое электросварка?
Электросварка — это процесс соединения металлов, осуществляемый при помощи электрической дуги, которая нагревает и расплавляет материал. Температура, достигаемая при этом, может составлять до 7000 °C, что существенно превышает точки плавления большинства металлов. Эта высокая температура позволяет эффективно соединять детали различной толщины и состава.
Процесс сварки осуществляется следующим образом: электрический ток, поступающий от сварочного аппарата, передается к электроду, создавая и поддерживая дугу. В момент, когда электрод соприкасается с свариваемой поверхностью, начинается протекание сварочного тока. Под его воздействием, а также под воздействием электрической дуги, начинается расплавление как электрода, так и металлических кромок свариваемых деталей.
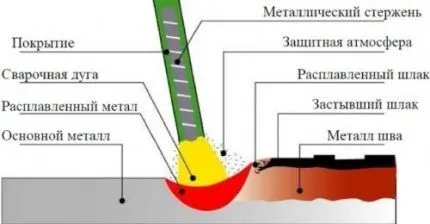
В результате расплавленный металл формирует то, что сварщики называют сварочной ванной. В этой ванне осуществляется смешивание расплавленного материала электрода и основного металла, создавая прочный сварной шов.
На поверхности расплавленной ванны появляется шлак, который выполняет защитную функцию, предотвращая окисление расплавленного металла и его взаимодействие с окружающей средой. После завершения сварки и остывания металла на шве образуется защитная пленка из шлака, которую удаляют по мере необходимости. Существует возможность использования как одноразовых, так и горючих электродов, в зависимости от конкретных задач и предпочтений сварщика.
Навыки бытовой сварки очень полезны и могут пригодиться в выполнении широкого спектра работ, включая:
- Создание каркасов для теплиц, гаражей и других помощников.
- Сборка металлических лестниц или крытых площадок с использованием профильных труб.
- Производство ограждений и заборов для защиты участков.
- Ремонт и обслуживание конструкции различных металлических изделий.
Что нужно для сварки в домашних условиях?
Первым и наиболее важным инструментом, который потребуется для сварочных работ, является сварочный аппарат. Существует несколько типов сварочных машин, и выбор лучшего варианта потребуется исходя из условий работы и личных предпочтений.
- Сварочный генератор. Это устройство предназначено для выработки электрической энергии и использования ее для создания электрической дуги. Он будет полезен в ситуациях, когда отсутствует доступ к стандартным источникам тока. Однако стоит отметить, что такие генераторы обычно имеют большие размеры, что затрудняет их использование.
- Сварочный трансформатор. Этот прибор преобразует переменное напряжение из сети в другое переменное напряжение с необходимой частотой. Несмотря на простоту в эксплуатации, трансформаторы часто имеют громоздкий дизайн и чувствительны к перепадам напряжения в электросети.
- Сварочный выпрямитель. Устройство, которое преобразует сетевое напряжение в постоянный ток, который необходим для создания и поддержания электрической дуги. Выпрямители обладают высокой эффективностью и довольно компактными размерами.
Для выполнения сварочных работ в домашних условиях наиболее подходящим выбором будет инверторный выпрямитель, который часто называют просто инвертором. Он отличается своим компактным дизайном и простотой использования: когда аппарат работает, его удобно носить на плече. Принцип действия весьма доступен для понимания — устройство преобразует высокочастотный ток в постоянный, что способствует образованию качественных сварных швов.

Преимущество сварочного генератора заключается в том, что он может работать от аккумулятора и генерировать собственное электричество. Однако данная система обычно является громоздкой и требует определенных навыков для эксплуатационных процедур.
Инверторы имеют ряд значительных достоинств: они экономичны и работают от стандартной электросети, что делает их особенно удобными для начинающих. Однако следует учитывать и недостатки инверторов, такие как высокая стоимость и чувствительность к внешним условиям, включая пыль, влагу и перепады напряжения. При выборе инвертора для домашних сварочных работ обязательно проверьте его диапазон сварочного тока; минимальные значения должны варьироваться от 160 до 200 A.
Дополнительные функции некоторых моделей могут значительно облегчить труд новичкам и опытным сварщикам, включая:
- Hot Start — увеличение начального тока, который подается в момент зажигания дуги, что облегчает ее активацию.
- Anti-Stick — функция, автоматически снижающая сварочный ток, если электрод прилипает к свариваемой детали, облегчая его отделение.
- Arc Force — технология, позволяющая увеличить сварочный ток в случае, если электрод слишком быстро приближается к изделию, предотвращая его залипание.
Кроме сварочного аппарата, вам также понадобятся электроды, которые выбирать следует в зависимости от типа свариваемого материала, что можно уточнить по специальным таблицам.
Дополнительно, для выполнения роботы понадобится защитная сварочная маска, которая идеально подойдет по размеру вашей головы. Наиболее удобными являются модели, оборудованные системой клипс, так как маски, которые нужно держать в руках, быстро приводят к усталости.

Важным моментом является защита себя во время сварочных работ. Для этого необходимо носить специальный защитный костюм. Защитная маска призвана защищать глаза от яркого света, ультрафиолетового излучения и брызг расплавленного металла, в то время как прочная униформа и брезентовые перчатки предотвратят возможные ожоги.
Существует несколько типов защитных масок — самые простые представляют собой цветные стекла, тогда как более современные разработки, такие как маски «хамелеоны», автоматически затемняются при зажигании дуги, что делает их более удобными в использовании.
Вспомогательное оборудование
Отличие настоящего сварщика от начинающего специалиста заключается в наличии дополнительного вспомогательного оборудования. Каждый опытный мастер осознает, что успех сварочных работ зависит не только от качества расходных материалов и уровня квалификации, но и от удобства работы с помощью различных аксессуаров.
Например, фиксирующие зажимы нужны для того, чтобы надёжно удерживать заготовки в нужном положении на начальном этапе выполнения работ. Вращатели помогают быстро и эффективно отводить газы, которые образуются в процессе сварки, особенно когда используются специальные флюсы. Кроме того, сварочный стол значительно упрощает сам процесс работы, предоставляя удобное пространство для маневров.
Расходные материалы
Как бы хороши и качественны ни были ваши сварочные аппараты, они не смогут обеспечить идеальное качество сварного шва, если вы не будете уделять внимание выбору расходных материалов. Фактически, качество сварки во многом зависит от того, какие материалы были использованы.
Важно понимать, что для каждого вида сварки применяются разные электроды, и их диаметр подбирается в зависимости от толщины металла, который необходимо сваривать.
Например, для работы с RTD используют электроды с флюсовым покрытием, которое предотвращает попадание различных газов и других неметаллических соединений в сварной шов во время процесса. Перед покупкой обязательно проверьте, что флюс плотно прикреплен и не осыпается.
Для полуавтоматической и автоматической сварки требуется использование проволоки, содержащей как основной метал, так и флюс. Эта проволока представляет собой металлическую трубу, внутри которой находится шлакообразующее вещество.
Тогда как проводки диаметром должны быть равномерными на всем протяжении, когда выбираете проволоку, соблюдайте это требование.

Сварочная маска
Наличие сварочной маски — это единственный способ защитить свою голову, лицо и шею от негативных воздействий, таких как радиация, искры и брызги горячего металла. На современном рынке доступны разные типы сварочных масок, которые могут существенно различаться в цене и функциональности.
Наиболее простым и доступным вариантом является щиток, который необходимо держать руками. Однако это оказывается довольно неудобным в ситуациях, когда требуется осуществлять работу в сложных условиях. Гораздо практичнее применять стандартную маску с системой клипс, где достаточно лишь наклонить голову, чтобы опустить ее и продолжить работу.
Если же требуется работа официальных изделий из цинка, хрома или даже сварка под водой, то рекомендуются специальные маски с системой подачи свежего воздуха. Игнорирование данной рекомендации может привести к попаданию в дыхательные пути сварочных дымов и других вредных частиц.
Также при выборе сварочной маски необходимо проверить, не будет ли она мешать носить наушники или шлем в процессе работы.
Выбор инвертора для полуавтоматической сварки
Какое еще оборудование нужно для автосварки? В процессе таких сварочных работ используются трансформаторы и преобразователи мощности, которые обычно работают с подключением к сети. Несмотря на предельно простую структуру, такие аппараты имеют довольно высокую стоимость, что может затруднить их использование в домашней мастерской.
При выборе между инверторными и трансформаторными сварочными аппаратами следует учитывать условия работы. Трансформаторные машины более прочные и надежные благодаря простоте конструкции, но имеют свои недостатки: чувствительность к параметрам питающего напряжения, низкая эффективность работы и нестабильность сварочного тока.
Инверторы работают на основе многоступенчатого электронного преобразования. В таких устройствах используются силовые элементы и малый импульсный трансформатор, которые формируют необходимые электрические параметры. Это делает инверторы менее чувствительными к качеству электроносителя и обеспечивает высокий коэффициент полезного действия, поскольку исключаются потери энергии за счет магнитного насыщения.
Такой подход дает инверторам следующие преимущества:
- Компактные размеры и невысокий вес;
- Возможность точной настройки работы;
- Высокая стабильность выходного тока.
Однако, у инверторов есть и недостатки: они подвержены воздействию влаги и пыли, что делает их менее надежными в сложных условиях работы, и небольшие изменения температуры окружающей среды могут негативно сказаться на их характеристиках, вызывая отклонения от номинальных параметров.
Рекомендуем обратить внимание на инверторные аппараты для новичков, занимающихся полуавтоматической сваркой. При этом стоит помнить, что разница в ценах между подобными машинами в диапазоне от 15 до 25 тысяч рублей, как правило, невелика. Сила тока, которую нужно выбрать, зависит от требуемой толщины свариваемых деталей: для толщины до 4 мм достаточно 160 A, а для толщины 6-7 мм нужно около 200 A. Дополнительные функции, такие как обратная полярность, отображение параметров на экране, функция подачи кабеля без напряжения и регулировка скорости подачи, играют важную роль в качестве работы. Главное, что важно учитывать — это успешная репутация бренда.
Требования к проволоке для полуавтоматической сварки
Что еще необходимо для полуавтоматической сварки? Основным расходным материалом, без которого невозможно обойтись, является специальная проволока, которая служит в качестве электрода. Она подается через определенные механизмы на аппарате.
Существует два основных типа проволоки для полуавтоматической сварки:
- электродная порошковая проволока;
- сварочная проволока сплошного сечения.
Существует множество вариантов сплошной проволоки, однако только незначительная их часть используется в практических целях. Остальные виды специализированы и чаще всего применяются в производственных условиях. Основным критерием выбора проволоки служит тип металла, который будет использован в конструкции: в большинстве случаев это низкоуглеродные и легированные стали, часто наряду с медной и немедной проволокой.

Медная проволока пользуется большей популярностью благодаря наличию антикоррозионного покрытия, однако следует учитывать, что при ее плавлении выделяются вредные испарения. Проволока без меди менее опасна и защищена от коррозии специальным покрытием.
Кроме того, существует проволока с электродным сердечником, которая используется в полуавтоматах, не требующих поступления защитного газа во время сварки. Такие изделия маркируются специальным символом, например, SV-08G2S. Здесь:
СВ — указывает на сварную проволоку,
08 — содержание углерода в проволоке составляет 0,08%,
G — указывает марганец, который присутствует в составе,
2 — содержание марганца составляет 2%,
C — обозначает наличие кремния: если за ним нет числового значения, то его содержание не превышает 1%.
Эта маркировка относится к проволоке диаметром 0,6 мм, которая используется для сварки низколегированных сталей, состав которых составляет около 90% всех используемых сталей. Элемент также успешно применяется в быту и для ремонта кузовов автомобилей. Более того, этот материал подходит для установок с током до 500 A.
При сварке деталей из нержавеющей стали употребляется проволока из нержавеющей стали Св01Х19Н9, а для медных и алюминиевых сплавов используются проволоки типа СВ-АМК, СВ-А85 и СВ-97, которые требуют атмосферу аргона для полноценной работы.
Важно всегда помнить, что при работе полуавтомата на улице или в сложных полевых условиях рекомендуется использовать стержневую проволоку без потребности закачки инертного газа.
Подготовка к полуавтоматической сварке
Чтобы правильно подготовиться к полуавтоматической сварке, необходимо выполнить несколько ключевых шагов:
- Выбрать проволоку нужного диаметра. В большинстве случаев используют расходные материалы от 3 до 6 мм; для полуавтоматической сварки обычно подходят диаметры около 4 мм.
- Подготовить присадку так, чтобы она выходила из горелки, отрегулировав силу натяжения.
- Обеспечить доступ к защитному газу. Наиболее распространенными являются углекислота или аргон, причем углекислота является более экономически оправданным вариантом для работы со стальными заготовками. Аргон обеспечивает меньше брызг и стабильную дугу.
- Подключить газовый баллон к оборудованию.

При установке аппарата важно следовать правилам, чтобы обеспечить ровную и качественную сварку. Важнейшими аспектами являются стабильность и равномерность горения дуги, а также тщательная очистка швов от краски, жира, шлака и других загрязнений. Кроме того, следует установить оптимальную скорость подачи проволоки, которая оказывает значительное влияние на качество сварки.
Необходимые параметры настройки обычно указаны в сопроводительных документах, предоставляемых с оборудованием. Заводские настройки не являются догматическими и лишь создают базу для достижения сварщиком наилучшего результата. Разница в значениях может быть весьма заметной и зависит от множества факторов:
- типа и состава защитного газа;
- расположение стыка;
- диаметра и состава присадочной проволоки;
- температуры воздуха;
- химического состава свариваемых материалов;
- реализация энергоснабжения;
- выбранного сварочного режима.
При настройке сварочного полуавтомата следует обращать внимание на наиболее распространенные ошибки, которые могут указывать на разные дефекты в процедуре:
- Появление странных звуков, напоминающих громкий треск, возникает, когда подача проволоки замедляется. Простое решение — увеличение скорости подачи.
- Сильное разбрызгивание во время работы указывает на недостаточную подачу инертного газа. Необходимо проверить редуктор — возможно, он неисправен или просто нужно увеличить количество подаваемого газа.
- Плохая проварка металла, что вызывает недостаточное качество шва. Это может быть следствием неверно выбранного напряжения или индуктивности.
- Неровная толщина валика — это возникает из-за неверного выбора скорости движения горелки или скорости подачи проволоки.
Как выполнять работы?
Сварка — это процесс, требующий создания и поддержания электрической дуги между электродом и свариваемой деталью. Суть заключается в расплавлении основы и самого электрода, что приводит к образованию сварочной ванны, где смешивается основной материал и металл электрода. Параметры этой ванны могут варьироваться в зависимости от типа сварки, условий, скорости перемещения дуги и характеристик кромки. В среднем, размеры этой ванны могут составлять ширину 1,5 см, глубину 0,6 см и длину примерно 3 см.
В процессе плавления покрытия электрода формируется газовая зона вокруг дуги и над сварочной ванной. Эта газовая зона помогает вытеснить воздух из рабочего пространства, предотвращая контакт расплавленного металла с кислородом. На поверхности шва также образуется шлак, который служит дополнительной защитой от окисления. По завершении дуги шов затвердевает, образуя прочное соединение, но на поверхности остается защитный шлак, который следует удалить после завершения сварочных работ.

При первом знакомстве со сваркой рекомендуется работать под наблюдением опытного мастера. Выполнение такого рода работ в одиночку, особенно без соответствующего опыта, может быть опасным. Наличие наставника позволит вам быстрее исправлять ошибки и получать важные рекомендации по ходу работы. Полностью освоить все аспекты сварки самостоятельно достаточно сложно.
Как подготовить сварочный аппарат к работе?
- Проверьте ток и напряжение. Эти показатели должны соответствовать как в оборудовании, так и в электросети.
- На инверторе установите необходимые параметры мощности тока, которые должны соответствовать диаметру электрода, который планируете использовать. Настроечный блок поможет выбрать оптимальное значение напряжения.
- Заземление должно быть надежным — проверьте изоляцию провода, который должен находиться в держателе.
- Если требуется использование удлинителя — используйте специальный, без промежуточных соединений.
- Если в помещении возможны перепады напряжения, это может вызвать повреждение сварочного аппарата. Таким образом, наличие стабилизатора напряжения будет весьма полезным для поддержания необходимых параметров.

Теперь давайте обсудим выбор тока и зажигание дуги. Ток является ключевым параметром сварки, который влияет на качество шва. Положение изделия и характеристики электрода определяют силу тока. Например, при выполнении горизонтальных конструкций обычно используют максимальные значения.
А для вертикальных швов необходимо уменьшить ток на 15%, для стыков на крыше — на 20% в зависимости от восприятия нагрузки.

Другие значимые параметры сварки.
- Зажигание дуги. Существует два основных метода: первый — при помощи касания, когда электрод устанавливается под углом 60 градусов и медленно проводится по обрабатываемой поверхности. Когда появляются искры, электрод прикладывают к металлу и немного приподнимают на 0,5 см. Если все прошло успешно, появится электродуга. Если же ее не удается зажечь, возможно, потребуется увеличить ток.
- Другой метод зажигания называется «чирканье». В данной методике электрод прижимается к покрытию и быстро производится движение, похожее на поджигание спички.
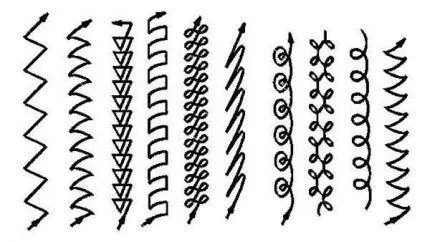
- Наклон и движение электрода. Когда зажигание дуги происходит без проблем, можно начинать двигать электрод, аккуратно наклоняя его горизонтально, делая небольшие колебания. Это позволит выделить расплавленный металл к середине дуги и достичь ровного соединения с легкими волнами. Новички обычно делают наклон в 70 градусов, незначительно отклоняясь от вертикали.
- Ситуация с выгоранием электрода во время сварки. Если электрод перегорит, рекомендуется приостановить процесс, удалить старый электрод, освободить шлак и продолжать сварку. Нужно зажечь дугу в 1,2 см от предыдущего шва и аккуратно поднести новый электрод.
- Перемещение электродуги. Электрод может двигаться поступательно по оси или продольно, если необходимо создать тонкие соединения. Поперечные движения помогут сформировать нужную ширину шва, что зависит от размеров и расположения соединения.

Выполнение различных швов
Различают вертикальные, горизонтальные, скошенные и накладные швы.
Ошаги выполнения сварного шва включают следующие этапы:
- Подготовка металлических пластин;
- Включение инвертора и установка тока;
- Создание небольшого зазора между пластинами для формирования сварочной ванны;
- Выполнение непосредственно сварочного соединения;
- Удаление шлака после завершения сварки.
Несмотря на единый алгоритм, визуальные характеристики шва могут заметно отличаться, что легко проиллюстрировать на фотографиях.




Конструктивные особенности соединений могут определять характер шва: торцевые, Т-образные или внахлестку. Обучение выполнению швов основано на вашем личном опыте, который может быть существенно улучшен за счет визуализации процесса с помощью фотоинструкций. Добиться привлекательной сварки можно лишь в процессе постоянной практики, так что главное — это попробовать и начать работать.
Прямая или обратная полярность
- Прямая полярность — используется для сварки тонких металлов (1,5-2 мм);
- Обратная полярность — применяется для более толстых материалов (более 2 мм).
Это объясняется тем, что при изменении полярности выделяется больше тепла, что усиливает проникающую способность. Вы можете подтвердить это, попробовав разрезание металла сварочным аппаратом. При аналогичных условиях разрезать металл будет легче с использованием обратной полярности.
Если вы еще не знаете, как переключаться между прямой и обратной полярностью, вот инструкция: в первом случае держатель соедините с «минусом», а «прищепку» — с «плюсом». Во втором случае — наоборот.

*Важно: Некоторые металлы требуют исключительно обратной полярности. Например, эта информация жизненно важна при работе с алюминием, так как его физические и химические свойства очень усложняют процесс сварки.
Сварка алюминия электродуговым инвертором
Часто в информационных материалах указывают, что обычный инвертор ММА не является наилучшим оборудованием для работы с алюминием. На деле, для этой задачи более подходящими будут аргонодуговые аппараты, хотя они имеют высокую стоимость, что делает их недоступными для многих. Поэтому для домашних нужд часто прибегают к использованию инверторов ММА.
1. Сварка алюминия требует использования специальных электродов. Они могут быть как универсальными, так и специально предназначенными для сварки чистого алюминия. Важно тщательно выбирать расходные материалы, чтобы избежать лишних затрат времени и усилий.
*Хотите улучшить качество сварного шва? Обратите внимание на добавки в покрытие электрода. Использование млага для увеличения коррозионной стойкости, кремния (который снижает температуру плавления, но улучшает свариваемость) и магния, который обеспечивает большую прочность, дает желаемый эффект. Смешивание всевозможных добавок приводит к созданию жаропрочных сплавов.
2. Необходимо тщательно очистить поверхности перед началом сварки. Оксидная пленка на алюминии требует серьезной подготовки, так как ее высокая температура плавления (2037 °C) может затруднить процесс. Поэтому удаление краски и других загрязнений — жизненно важный этап процесса.

3. Процесс сварки должен проходить при постоянном токе с обратной полярностью. Это особенно важно, поскольку именно это условие позволит вам преодолеть оксидный слой алюминия с помощью катодного напыления.
Теперь стоит упомянуть о трудностях, возникающих при работе с алюминиевыми деталями с использованием электродугового инвертора. Существует несколько основных проблем:
- Текучесть металла. Это свойство может в значительной мере затруднить работу для новичков, так как расплавленный металл может начать вытекать. Для предотвращения подобных ситуаций рекомендуются использовать защитные прокладки из керамики или стали.
- Окисление алюминия. Высокая температура плавления и другие свойства оксидного слоя не позволяют сварке происходить должным образом. Чтобы минимизировать эту проблему, требуется тщательная очистка перед сваркой.
- Коэффициент линейного расширения становится причиной трещин и других дефектов в алюминии. При перегреве расплавленный металл раздвигается и создает нагрузку на остальные участки изделия. Чтобы избежать этого, рекомендовано предварительно нагревать заготовки до 200 °C и контролировать температуру в процессе сварки.
- Горячие трещины могут появляться после затвердевания шва. В таких случаях требуется использовать специальные присадочные материалы для корректировки и улучшения качества сварного соединения.
Сварочный инвертор и резка металла
Для резки можно использовать большинство современных инверторов, при условии, что у них достаточно мощный ток. Использовать все металлорежущие станки также возможно, но важно не забыть, что запас сварочного тока должен составлять 20-50% от необходимого значения.
Здесь также можно обращаться к специальным электродам или другим расходным материалам, которые обычно используются для резки металла. Для сварки требуется более высокая сила тока, чем для резки, и необходимо работа с обратной полярностью, как было указано ранее. Это соединение в свою очередь позволяет добиться максимального нагрева за счет уменьшения времени соединения во время резки.
Например, если вам необходимо резать сталь толщиной 20 мм, то вам потребуется электрод номер три и ток в диапазоне от 150 до 200 A, который можно корректировать и подбирать в процессе работы, чтобы достигнуть наилучшего результата.











