Длина кабеля, указанная производителем, не имеет строгих ограничений. Сварщику необходимо самостоятельно определить, что для него важнее: продлить срок службы инвертора и бензогенератора или чаще использовать их.
Как соединить алюминиевые провода между собой
Согласно правилам ПУЭ (Правила устройства электроустановок), использование алюминиевых проводов в жилых зонах строго запрещено. Это связано с повышенными рисками возникновения пожаров и другими проблемами, связанными с электрической безопасностью.
Алюминиевая проволока, как правило, является экономически выгодным решением, ведь её стоимость значительно ниже, чем у медной. Она не подвержена коррозии, так как сразу покрывается толстым оксидным слоем, что защищает её от неблагоприятных внешних воздействий. Кроме того, алюминий обладает значительно меньшим удельным весом, что облегчает его транспортировку и установку.
Однако самым серьезным недостатком алюминия является его низкая электропроводность: 37,9 мкСм×м, что вдвое ниже, чем у меди, которая обладает проводимостью 59,5 мкСм×м. Низкая гибкость алюминиевых проводников затрудняет их укладку в местах, где они могут подвергаться значительным механическим нагрузкам, что также может повлиять на их эксплуатационные характеристики.
Существует четыре основных метода соединения проводников: обжим, опрессовка, пайка и сварка. Обжимные гильзы и клеммные колодки представляют собой легкий и быстрый способ соединения кабелей там, где не требуется высокая механическая прочность. С другой стороны, пайка и сварка обеспечивают наиболее надежные соединения, однако такие методы требуют соответствующих навыков и специального оборудования.
Типичная конструкция и маркировка силового провода
Вышеупомянутые поврежденные или низкокачественные изделия, как правило, представляют собой гибкий силовой кабель с изоляцией, сердечник которого состоит из скрученных токопроводящих жил различного сечения. Каждая отдельная жила имеет диаметр примерно 0,2 мм и должна быть отдельно изолирована.
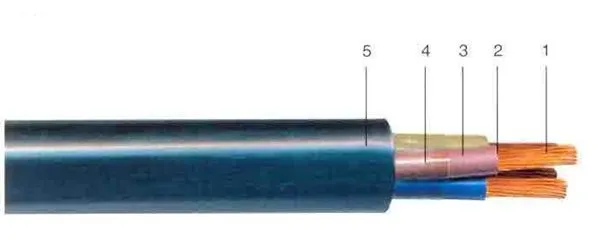
Изображение выше иллюстрирует, что силовые кабели марки КГ состоят из пяти основных компонентов:
- Токопроводящая жила, состоящая из медных проволок, соответствующих 5 классу качества.
- Базовая обмотка жилы, выполненная из пленки полиэтелентерефталата (ПЭТ).
- Основная изоляция жилы, сделанная из каучуковой резины, что обеспечивает высокую устойчивость к механическим повреждениям.
- Второй слой обмотки, укрепляющий конструкцию.
- Основная резиновая изоляция кабеля, сырьем для которой может служить изопреновый или бутадиеновый каучук.
На примере представленного четырехполюсного кабеля, можно подтвердить, что для переносного сварочного аппарата (например, инвертора) чаще выбираются однополюсные кабели с сечением от 16 до 95 мм². Принципы маркировки таких кабелей показаны на следующей схеме:
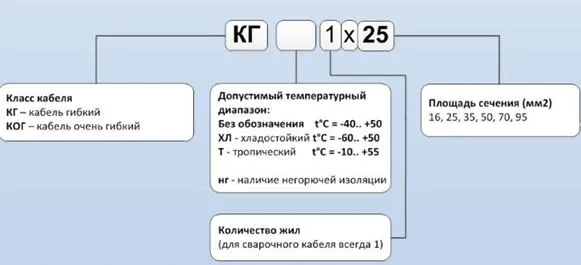
Хотя количество проводников в органической схеме ограничено одним, это не является строгим правилом, так как в зависимости от условий сварки, используемого процесса и потребляемого тока, это значение может варьироваться. Двухпроводные кабели, состоящие из комбинации анодных и катодных проводников, применяются для передачи высокочастотного тока в процессе импульсной сварки. В большинстве случаев жила проводника изготавливается из меди. Для автоматических сварочных машин, участвующих в производстве бесшовных соединений труб, используются трехжильные кабели.
Многожильные кабели, как правило, имеют своеобразное буквенно-цифровое обозначение: CW — сварочный кабель, P — полимерная изоляция, HF (P) — высокочастотный переменный или постоянный ток.
Конструктивные особенности
Сварочный кабель имеет определенные конструкции, позволяющие току беспрепятственно достичь места назначения. Токопроводящая жила обладает круглой формой и состоит из скрученных медных проводов с сечением 16 мм². Разделительный слой между жилами выполнен в виде мембраны из пластика. При условии, что резина не сворачивается, изоляция может быть установлена и без разделительного слоя, что стало возможным благодаря использованию современного электрического резинового изолятора. Срок службы сварочного кабеля, как правило, достигает четырех лет. После этого времени рекомендуется заменять кабель на новый, чтобы избежать возможных сбоев в работе устройства.
Корпус токопроводящего сердечника, необходимого для корректной работы оборудования, выполнен из силиконовой резины. В одножильных вариантах есть возможность замены оболочки и изоляции, что способствует продлению максимально возможного срок службы изделия.
Особенности сварочных кабелей и их соединения

Сварочный кабель использует как соединительное звено между специальными электрическими держателями и источником тока. Изготавливается он из медной или алюминиевой проволоки и характеризуется большим сечением, а также изоляцией, которая защищает от влаги и механических повреждений. Изделия этого типа отличаются такими важными характеристиками, как:
- высокая гибкость;
- низкое сопротивление.
Перед соединением кабели необходимо очистить от оксидной пленки, так как даже небольшие загрязнения могут значительно ухудшить электрическое соединение.
Обратите внимание: соединять можно только проводники из одного и того же металла — медь с медью, алюминий с алюминием.
В каких случаях нужно соединение
Трансформаторы для сварочного тока, как правило, оснащены довольно короткими кабелями, что может вызвать значительные трудности при работе на высоте или в труднодоступных местах. Подключение сварочных кабелей с помощью пайки, сварки или специальных разъемов позволяет значительно расширить возможности аппарата, избавляя от необходимости постоянно удерживать его за плечом во время работы. При выполнении работ следует контролировать, чтобы максимальная длина кабеля не превышала 30-40 метров, иначе это может привести к ухудшению качества сварки.
Распространенные способы соединения
Перед обжимом сварочного кабеля следует приобрести соответствующие алюминиевые или медные гильзы. Вы подберете необходимые крепежи и аксессуары в соответствующем каталоге, где представлен широкий выбор соединений, компонентов и внутризаводских деталей, таких как кабели и печатные платы, отличающихся высоким качеством и приемлемыми ценами.
Пайка является вторым распространенным методом соединения кабелей из меди. Этот процесс включает в себя покрытие предварительно нагретых концов проводов легкоплавким припой. После того как припой застынет, соединение становится прочным и обладает объективно хорошей электропроводностью. Этот метод, как правило, подходит для проводников с небольшими поперечными сечениями.
Среди основных преимуществ сварки можно выделить простоту её выполнения и экономическую эффективность. Процедуры сварки могут включать следующие этапы:
- удаление изоляции;
- скручивание проводников;
- очистка мест соединения;
- обработка флюсом.
После завершения сварки рекомендуется промыть оставшиеся флюсы, а затем нанести защитный лак, а также изоляцию в виде ленты или термоусадочной пленки.
Ключевой момент: промежуточным этапом сварки является скручивание провода, однако этот метод, если выполняется самостоятельно, подлежит запрещению согласно правилам ПУЭ.
Метод сварки позволяет соединить два сварочных кабеля большого диаметра, создавая монолитную конструкцию, что делает его распространенным среди пользователей. Для проведения сварки обычно используется специальное устройство, например, пистолет ВКЗ-1. Среди плюсов этого способа выделяют высокую прочность контакта и стойкость к механическим воздействиям, однако недостатками данного метода являются необходимость предварительной зачистки провода на 10 см, трудности в выборе требуемой силы тока и запрет на разделение элементов.
Длина кабеля сварочного аппарата: какой она должна быть?
Необходимо отметить, что четкие стандарты в этом вопросе не установлены. Производители сварочного оборудования также не предоставляют конкретных рекомендаций касаемо длины кабелей. Обычно предлагаемые модели комплектуются кабелями инвертора длиной не более 2-3 метров. Однако работа с таким набором иногда бывает крайне неудобной, так как специалисту часто требуется перемещаться по участку и переносить сварочное оборудование. Увеличение длины кабелей до более удобной длины решает эту проблему.
Тем не менее, когда вы наращиваете длину проволоки для сварочных работ, следует помнить важный нюанс, связанный с электропроводимостью и напряжением. Чем длиннее кабель, тем выше его сопротивление и ниже напряжение, что может вызвать проблемы в работе оборудования. Неправильный расчет компонентов может привести к тому, что в лучшем случае сварочный аппарат просто откажется работать, а в худшем случае может быть повреждено оборудование.
Как это исправить? Решений две. Первое — это полная замена кабеля на более длинный и большего сечения. Однако это может оказаться невыгодно или даже невозможным в некоторых случаях. Второй вариант — это расчет максимально допустимой длины используемого кабеля. Этот способ подходит тем, кто ищет несложное и быстрое решение для продления кабеля и продолжения работы на устройстве.
Как производится расчет? Процесс довольно прост. Всё, что вам нужно знать, это сечение используемого кабеля и специальный коэффициент. Обычно специалистам известен диаметр кондуктора, а вот коэффициент величины труминации можно рассчитать. Для сварки с высокими токами в диапазоне от 200 до 500 А значение этого коэффициента равно 2, в то время как для токов менее 200 А это значение делится на 100.
Рассмотрим пример. Предположим, вы работаете с инвертором, максимальный ток которого составляет 180 А. Скорее всего, сечение используемого кабеля не превышает 16 мм². Теперь произведем необходимые расчеты.

Вычислим коэффициент: k=180/100=1.8. Теперь определим максимальную длину кабеля: Lmax=16/1.8=8.88 м. Такой кабель не следует удлинять, не рискуя потерей напряжения. Если же требуется длина больше, следует провести полную замену и, предпочтительно, использовать кабель сечением 25 мм².
Характеристики сварочных кабелей

Как упоминалось ранее, сварочный кабель должен оставаться максимально гибким, но это не единственное требование. Электрические проводники также должны соответствовать следующим характеристикам:
- Прочность на механическое воздействие: способность сопротивляться ударам и разрывам.
- Устойчивость к колебаниям температур: возможность использования в условиях как низких, так и высоких температур.
- Сопротивляемость к солнечному свету и высокой влажности.
- Сопротивляемость плесени и грибку.
- Упругость: минимальная вероятность возникновения изгибов и деформаций.
Особенности сварочных кабелей и их соединения

Сварочный кабель используется для соединения между специальными розетками и источником питания. Он изготовлен из медной или алюминиевой проволоки, обладает значительным сечением и изолирован для защиты от влаги и механических повреждений. Продукты данного типа характеризуются:
- высокой гибкостью;
- минимальным сопротивлением.
Перед соединением кабели обязательно должны быть очищены от оксидной пленки, так как даже малейшие загрязнения могут существенно испортить качество соединения.
Важно помнить: соединять можно только проводники из одного материала — медь с медью и алюминий с алюминием.
Простое соединение сварочного кабеля без пайки
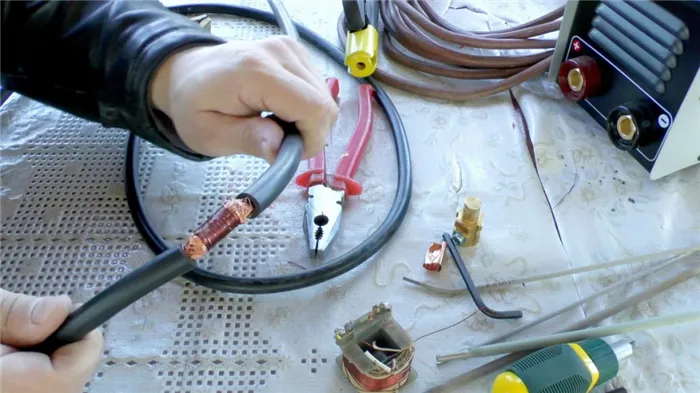
Пользователи бюджетных сварочных аппаратов часто сталкиваются с проблемой слишком коротких кабелей. Например, у моего инвертора длина всего 180 см, что ограничивает возможности его использования. Я принял решение заменить положительный кабель полноценным куском, а заземляющий кабель соединить с оригинальными частями. Для соединения я выбрал надежный метод, позволяющий избежать пайки или обжима.
Материалы и инструменты
- шестигранный ключ;
- тонкая медная проволока;
- термоусадочная трубка, подходящая по диаметру к кабелю;
- изолента;
- плоскогубцы;
- газовый паяльник;
- ножницы по металлу или кабелерез;
- монтажный нож.
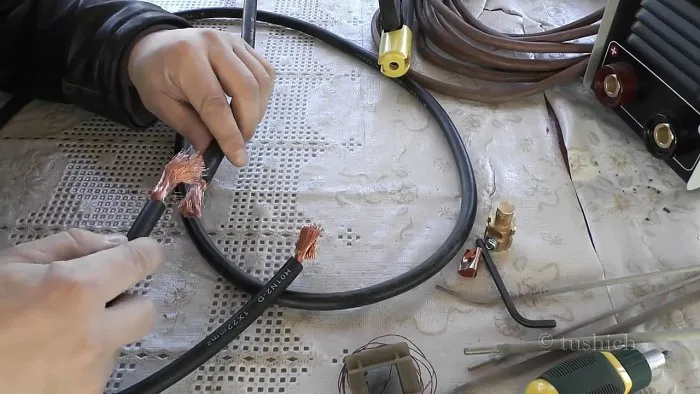
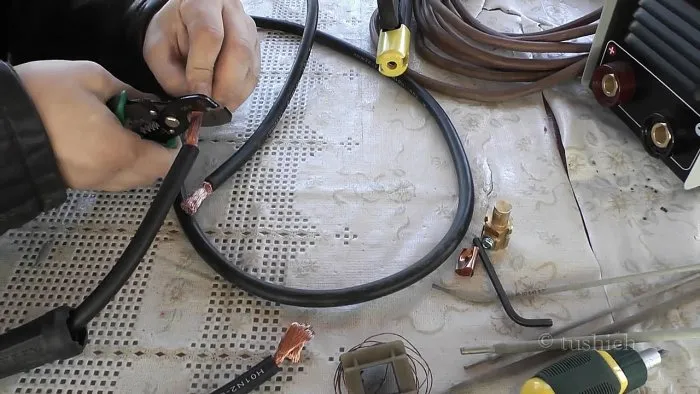
Сначала необходимо снять зажим кабеля, подключённого к инвертору. Для этого вставьте его в аппарат и сильно потяните изоляционный колпачок. Под нагрузкой этот колпачок выйдет и освободит выступ, который крепится одним болтом. Чтобы вытянуть кабель, нужно открутить его шестигранным ключом. Для предотвращения защемления проводов, пучок проводников необходимо обернуть медной пластиной, которую также следует снять, открутив её плоскогубцами. После этого подготовьте два свободных конца отрезков кабелей для подключения. Прямые срезы можно получить, обрезая концы кабелерезом либо ножницами по металлу.
Длина открытых проводников на обоих кабелях должна быть одинаковой. В зависимости от ситуации может понадобиться снять изоляцию с одного из проводов или обрезать другой провод немного длиннее. Оптимальная длина на сечении для соединения составляет около 3 см.
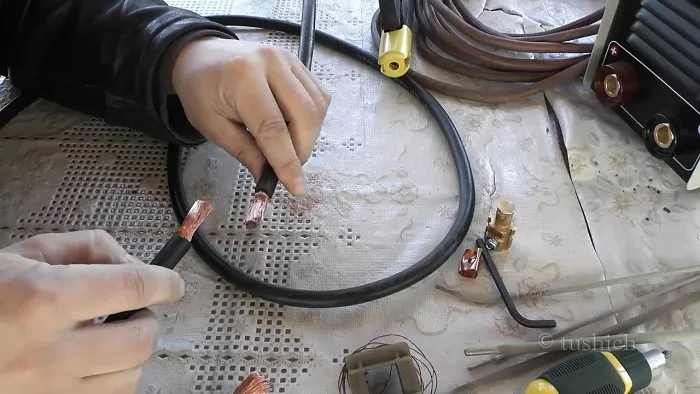
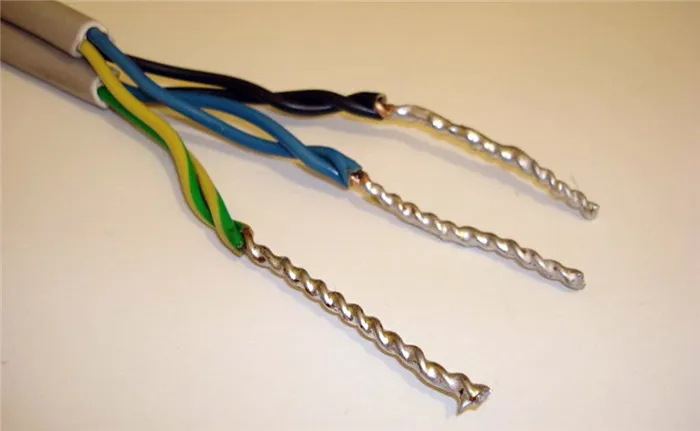
Соединяю концы подготовленных проводов, нажав их друг на друга массирующими движениями. Медные нити освобождаются таким образом, чтобы соединение могло пройти гладко. При извлечении медные провода ослабевают, поэтому их необходимо контролировать, чтобы они не сломались.
Когда пряди подходят к нескольких миллиметров от начала изоляции, их следует слегка сжать пальцами. Не нужно скручивать их вместе — в этом методе скручивания не производится.
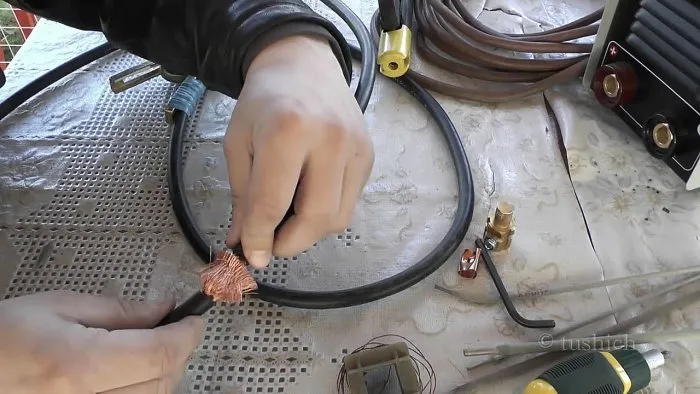
Для надежной фиксации соединения используется медная проволока, которую можно достать с любого старого электродвигателя или трансформатора. Проволока обладает прозрачным диэлектрическим покрытием, которое не причиняет вреда. Никогда не применяйте алюминий, так как он подвержен окислению вместе с медью. Не подходит и сталь из-за своей низкой эластичности. Для надежной фиксации проволоку обвяжите стандартным рыболовным узлом, применяемым для крепления крючков. Для этого на конце формируется длинная петля. Проволока сгибается пополам, оставляя небольшой конец длиной около 8 см, который крепится к соединенному проводу, выходя на сантиметр за пределы изоляции. Длинный край наматывается на короткий, формируя петлю.
Для повышения надежности провод следует обвязывать витками от одного до другого. Проволока должна быть достаточно натянута, чтобы зафиксировать соединение. Когда витки покрывают всю длину соединения, проволока обрезается, оставляя лишь хвостик в 10 см.
Установка наконечника
Теперь остаётся только установить кабельную клемму. Первым делом выровняйте пластину, которая удерживает кабели в пучке. С помощью плоскогубцев выровняйте его. Нагрейте газовой горелкой и обрызгайте водой. Этот метод является аналогом закалки стали, за исключением того, что медь становится мягкой, а не твердой. После размягчения пластина легко оборачивается вокруг пучка проводников.

После этого вставьте зажим, затяните винт гаечным ключом и установите изолирующий колпачок. Если он не фиксируется достаточно плотно, возможно использование изоляционной ленты для увеличения толщины.


Этот способ соединения проводов надежен, не требует много времени и специфических и дорогих инструментов, таких как мощный паяльник или обжимающее устройство. В результате соединение оказывается довольно гибким, что делает его удобным для использования.
Какой максимальной длины не должен превышать
Действующих строгих стандартов на длину сварочного кабеля не существует. Некоторые производители в своих инструкциях могут указывать определенные рекомендации, а опытные специалисты предлагают советы, ориентируясь на свои знания и практику. Однако следует еще раз отметить, что каждый вид сварочного оборудования имеет свои особенности и требует индивидуального подхода.
Для инвертора (220в и 380в)
Допустимая длина сварочного кабеля для инверторных аппаратов рассчитывается с помощью следующей формулы:
Lmax = Sk / k, где Sk — максимальное сечение медного кабеля; Lmax — максимальная допустимая длина; k — коэффициент: для токов в диапазоне 200-500 A он равен 2, а для токов менее 200 A это значение делится на 100.
Полученное значение будет показывать максимальную длину сварочного кабеля для инвертора и кабеля с клеммой и разъемом для электродов.
Примером может служить расчет допустимой длины сварочного кабеля для инвертора «Ресанта 190». Максимальный ток данного аппарата составляет 190 A. Как упоминалось выше, при расчете для токов менее 200 A, коэффициент k=190/100=1,9.
При этом для работы с инвертором данного типа используются кабели с сечением 16 мм². Значит, Sk=16. Следовательно, окончательный расчет получается так:
Такое сочетание информации позволит вам определиться, какой кабель вам нужно выбрать для сварочного инвертора.
Видео
Вот еще одно мнение от уважаемого профессионала YouTube — дяди Гены.
Силовой для полуавтомата

Сварочные полуавтоматы являются профессиональным оборудованием, которое чаще всего применяется в строительстве и на крупных производственных предприятиях. Для подключения этих машин к электросети используются кабели с сечением более 35 мм². Приведенная выше таблица поможет вам подобрать подходящий кабель для вашего сварочного полуавтомата, что облегчит выбор и упрощает осуществление профессиональных работ.
По пожарной безопасности
Использование слишком длинных проводов может привести к ухудшению качества сварки из-за падения напряжения в сварочной цепи. Длинные провода не только неудобны, но и могут служить причиной повреждения оборудования одержимым облучением, а также угрожать травмами исполнителя. Поэтому длина проводов между источником питания и мобильными блоками действительно не должна превышать 10 метров.
Как правильно удлинять сварочные кабели
#41 валера1963
#42 Rust_eze
- Участник
- Сообщений: 736
- Город: Иркутская обл., г. Усолье-Сибирское
Dr_MMA, да, 12 витков кабеля 16 мм² в обычном железном трансформаторе. Поперечное сечение магнитопровода составляет около 60 мм².
Тем не менее, его необходимо перенастроить, чтобы сделать разные краны для различного числа витков. Мощность машины удвоилась с помощью этого дросселя. Но при меньших токах сложно сваривать автомобильные листы — он начинает перегреваться. Мне придется прервать соединение. Однако все, что толще 2 мм, легко сваривается.
#43 copich
Dr_MMA, да, 12 витков провода 16 мм² в простом железном трансформаторе. Поперечное сечение магнита составляет около 60 мм².
Однако его необходимо переделать для создания соответствующих стержней для разных витков. Мощность аппарата увеличилась с помощью этого дросселя. С понижением силы тока он становится бесполезным для сварки автомобильных листов — он перегревается. Я должен будет разорвать цепь. Однако все, что толще 2 мм, легко сваривается.
Выбор сечения
Правильное сечение сварочного кабеля инвертора играет ключевую роль в обеспечении безопасности эксплуатации с необходимой производительностью. Если сопротивление кабеля окажется слишком высоким, станет происходить потеря мощности из-за нагрева. В результате у вас может начать мигать дисплей преобразователя, сигнализируя о перегрузке.
Для подключения маломощных переносных инверторов, работающих при напряжении 220 В, рекомендуется использование легких и гибких кабелей с сечением до 16 мм².
Для более мощных устройств важно выбирать сечение до 50 мм², что позволит избежать проблем даже при интенсивной эксплуатации.











