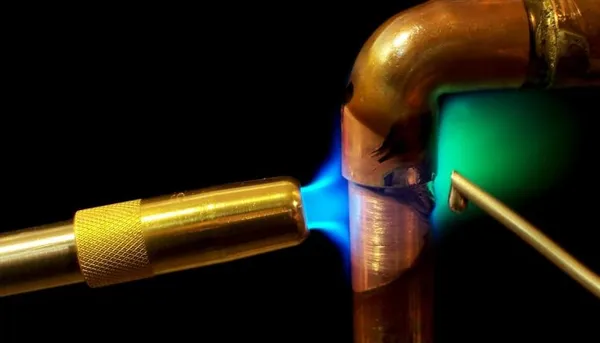
Вместо традиционной сварки в некоторых случаях применяется сварка латуни с использованием пламени. При этом процессе олово служит в качестве присадки, а бура используется в качестве флюса. При плавлении олово заполняет возникающие трещины, а диффузионный слой, образующийся в процессе, приобретает медный оттенок.
Сварка латуни: особенности и виды технологий

Сварка латуни является довольно распространенной практикой, требующей определенного уровня навыков. Не все могут успешно выполнить эту задачу. Однако, обладая знаниями о различных методах и особенностях сварки, можно хотя бы оценить качество выполнения сварочных работ.
Особенности сварочных работ
Основной особенностью сварки латуни следует считать ее химический состав. Латунь представляет собой сплав меди и цинка. При нагревании латуни происходит испарение цинка, что оказывает влияние на формирование шва. Освобожденное пространство заполняется порами, каждый из которых может быть различен по форме и размеру. Но это лишь половина проблемы, возникающей при сварке.
Добавим, что цинк является токсичным элементом, что делает крайне важным соблюдение всех мер предосторожности для предотвращения отравления. Соблюдение установленной технологии и безопасности во время сварочных работ является непременным условиям для здоровья и благополучия сварщика.
Во избежание непредвиденных проблем, сварка латуни, как правило, осуществляется аналогично сварке меди. Например, если толщина сварного соединения не превышает 1 см, специальный предварительный подогрев может не понадобиться.
Подготовка
Сварку латуни можно осуществлять и в условиях домашнего мастерства, однако это требует тщательной подготовки. В частности, при работе с толстыми строительными изделиями рекомендуется предварительное нагревание тех участков, которые будут подвержены сварке. Данный прием значительно улучшает качество шва и повышает надежность соединения. Для довольно толстых листов фланец не является обязательным, тем не менее, между сварными деталями должен оставаться зазор, который не превышает 2 мм.
Если же используемая подкладка предполагает сварку, тогда зазор может быть несколько увеличен. Особо прочные конструкции изготавливаются путем двусторонней сварки. Неверная оценка размеров и других параметров может привести к серьезным проблемам в конечном результате. Соответственно, только опытные и обученные сварщики должны заниматься сваркой толстых деталей.
Как правильно заварить латунь – варианты и особенности
Для соединения латунных элементов можно применять различные типы сварных швов. Однако на практике чаще всего используется аргоновая газовая сварка как с использованием неплавящихся электродов, так и с добавлением защитного флюса.
Как и в любом другом сварочном процессе, следующими шагами являются подготовка латунных деталей. На что стоит обратить внимание?
- Если предстоит сварка тонких или даже среднеутолщинных заготовок, то предварительный их нагрев не будет необходим. Это связано с тем, что теплопроводность латуни, как считает, выше, чем у меди.
- При толщине заготовки до 1,5 мм следует проводить отбортовку кромок.
- Если толщина кромки составляет от 1,5 до 6 мм, предварительная подготовка кромок не требуется, однако зазор должен составлять около 2 мм.
- Если в сварочном процессе применяются подкладки, зазор может быть увеличен до 4 мм.
- Оптимальным решением считается применение двусторонней варки шва, что повышает прочность соединения.
- При толщине кромок, превышающих 6 мм, они должны быть притуплены. Наилучший вариант — это X-образная разделка, хотя в некоторых случаях подобное решение может быть затруднительным. Тем не менее, это обеспечивает наилучший провар стыка.
- Увеличение зазора между латунными заготовками может негативно отразиться на качестве сварного шва.
- Во время сварки длинных швов и при малых зазорах возникает напряжение, что может привести к деформации и образованию трещин.
Сваривание в аргоне
Наиболее часто сварка латуни и бронзы выполняется под защитным газом. Для данного процесса используется постоянный ток с прямой полярностью. Перед началом сварки необходимо тщательно зачистить детали с помощью железной щетки до блеска и обработать специальным растворителем для удаления загрязнений.
Крайне важным аспектом является выбор присадочного металла. Он должен содержать окислители, такие как кремний, марганец, серебро, алюминий, никель и другие. Например, сварочная проволока марки L62 выделяет малое количество дыма, и концентрация оксида цинка в ней составляет всего 2%. В сварке в защитной атмосфере газа чаще всего применяется проволока L68. Для повышения коррозионной стойкости шва используются марки LO и LOK. Таким образом, выбор сварочной проволоки должен соответствовать требованиям конкретных заготовок.
Латунь сваривается не в сплошной конструкции, а небольшими участками, что способствует образованию шва в форме бусины. Однако существует риск получения ожогов, поэтому рекомендуется проводить сварку с длинной дугой, что позволяет уменьшить силу тока в зоне сварки. На последнем этапе сварки горелка должна быть расположена на боку.
Хотя этот метод является наиболее подходящим для сварки латуни, тем не менее, его не рекомендуется использовать в домашних условиях. Во время процесса соединения выделяется большое количество оксида цинка, что делает работы в хорошо проветриваемом помещении или на открытом воздухе необходимыми.
Электродуговая сварка
Сварка латуни в домашних условиях также возможна с использованием электродугового процесса, которое подразумевает применение специальных электродов:
- Стержень из латуни марки ЛК 80-3 или бронзового сплава марки КМц 3-1.
- Покрытие – ЗТ, представляющее собой смесь различных материалов в разнообразных пропорциях.
Для этого процесса также используется постоянный ток с обратной полярностью. При этом дуга должна быть короткой, что помогает уменьшить испарение цинка. Бор нужно разогревать детали до температуры 300 °C, а электроды подготавливают, закаливая их в течение получаса перед началом сварочных работ.
После завершения сварки рекомендуется провести точечную сварку. Если соединяются две детали, изготовленные из матриц с низким содержанием меди, то дополнительно необходимо подвергнуть соединение горячей ковке. В некоторых случаях может потребоваться также отжиг металла при температуре 635 °C с постепенным снижением температуры, что ведет к изменению структуры шва и образованию более мелкозернистого металла, что способствует однородности химического состава.
Сварка латуни также может быть выполнена с применением угольных электродов, однако в этом случае обязательно использование защитных порошков. Наиболее распространенным флюсом является БД-3.
Что касается режима сварки, то ток должен быть постоянным с прямой полярностью. Значение тока зависит от толщины свариваемых деталей: если толщина составляет не более 3 мм, ток устанавливается в диапазоне 180-200 А; для толщины 3-5 мм — 240-270 А; 5-10 мм — 400-450 А; 10-16 мм — 500-550 А. Для заготовок толщиной более 10 мм предварительный подогрев до 350 °C является необходимым шагом.
Электродуговая

При обычной дуговой сварке рекомендуется использовать проволочные электроды с содержанием латуни (приблизительно 40% цинка) и добавок из алюминия, железа, свинца и марганца.
Электрический ток с прямой полярностью должен непрерывно проходить через эти электроды во время работы. При этом сварка производится короткой дугой, которая удерживается на уровне 250 ампер при длине электрода 5 мм. В данной ситуации скорость сварки может достигать 30 см в минуту.
По завершении основной сварочной операции необходимо произвести дополнительное поддевание и нагрев шва до температуры от 600 °C до 650 °C. Далее шов сваривается, что придает соединению повышенную прочность.
Газовая
Латунные поверхности могут быть соединены также с использованием газовой сварки. Однако в этом случае работы должны проводиться на максимально возможной скорости. При слишком медленном движении горелки в сварном шве могут образоваться поры из-за специфики испарения цинка. Рекомендуемая скорость движения составляет около 25 см в минуту.
При сварке с использованием газовой горелки необходимо избегать поперечных вибраций, так как это может привести к плавлению латунного изделия. Рекомендуется держать горелку под прямым углом к поверхности заготовки, и располагать присадочную проволоку под углом около 30 градусов к свариваемым кромкам.
В среде аргона
Аргоновая сварка латуни считается наиболее качественным и популярным методом на сегодняшний день. Это касается как латуни, так и других сплавов меди.
Суть процесса заключается в дуговой сварке с использованием инертного газа аргона. В этом процессе могут применяться как плавящиеся, так и неплавящиеся электроды.
Для неплавящихся электродов чаще всего используется вольфрам. В большинстве случаев как присадочный металл подходят бронзовые прутки марки БрКМц-3-1. Однако в случае применения сложных латунных сплавов рекомендуется использовать сварочный пруток из того же материала, что и сама металоизделие.
Аргоновый сварочный процесс включает сварку бронзы или латуни в один проход. При этом шов образуется не в форме цельного куска, а по отдельным участкам (валикам).
Процесс требует высокой точности и аккуратности, так как существует риск образования пробоя. По этой причине аргонная сварка латуни в основном производится с применением длинной дуги. Важно, чтобы сварщик постепенно снижал силу тока в зонах сварки для достижения оптимального результата.
Детали толщиной свыше 5 мм можно сваривать с помощью аргонной сварки. В данном процессе аппарат подает защитный газ в область сварки через сопло, к которому прикрепляется токопроводящий электрод. В качестве прутка служит присадочный металл, который должен соответствовать маркировке латуни.
При выполнении аргонной сварки окалина удаляется с фитингов перед началом работы, чтобы избежать окисления поверхности. Защитный газ должен включаться до нагрева электрода, и его следует выключить через 20 секунд после формирования шарика.
Латунь и бронзу сваривают за один проход, в один слой с перерывами между швами. При этом стоит следить за тем, чтобы избежать ожогов, и поддерживать длинный дуговой процесс, поскольку это обеспечивает автоматическое уменьшение тока и, как следствие, минимизирует перегрев металла при добавлении материала. Сварка латуни аргоном производится на постоянном токе, через маски и с использованием сжатого воздуха. Во время процесса образуется высокий уровень вредных соединений, в том числе оксида цинка, что делает невозможным осуществление такой сварки в условиях домашнего мастерства.
Электродуговая сварка
Латунь также можно сварить с помощью дуговой сварки. Для получения качественного сварного шва необходимо учитывать следующие условия:
- Латунь толщиной не более 3 мм проваривается за один проход. Толстые заготовки должны быть предварительно обработаны и прогреты, чтобы избежать трещин и пор, после чего быстрее делают финишный слой;
- Внутренние напряжения в шве снимаются прогревом готового соединения до температуры 600–650°С, что ведет к образованию мелкозернистой структуры металла;
- Для уплотнения валика швы, как правило, проковывают молотком, а толстые соединения – в состоянии разогретого металла;
- Рекомендуется предварительный прогрев заготовок до температуры 200-300 °C;
- Тонкостенные элементы подвергаются сварке за один проход, чтобы не допустить прожогов.
При сварке латуни требуется использовать постоянный ток с прямой полярностью и короткой дугой. Процесс производится в нижнем положении. Скорость формирования валика обычно составляет 30 см в минуту, а максимальный рабочий ток может быть установлен в пределах 250 А (для изделий большой толщины).
Для сварки латуни рекомендуется применять два типа электродов:
- Графитовые или угольные, которые нужны для поддержания дуги при заделке зазора между заготовками. Присадка при сварке тонких деталей не применяется; для соединения более толстых элементов используется многокомпонентная наплавочная проволока на основе меди и цинка с флюсом на основе буры или другого подобного вещества.
- Латунные с содержанием цинка (до 40%), а также марганца, алюминия и других металлов. Это используется в качестве наплавочного материала. Стержень соответствует проволоке ЛК 80-3 или КМц 3-1 (бронзовый сплав), а обмазка содержит марганцевую руду, титановые концентраты и борный шлак.
Выбор электродов должен основываться на химическом составе заготовок и их толщине. Перед обработкой электродов нужно провести отжиг при температуре 200 °C на протяжении 30 минут.
Газовая сварка
Газовую сварку латуни применяют в исключительных случаях, особенно когда электрическая сварка оказывается неэффективной. Качество швов в данном процессе, производимом с использованием газов, таких как ацетилен, высоко, однако следует заметить, что этот процесс также связан с интенсивным испарением цинка. Для эффективного выполнения сварки газом образуется защитная оксидная пленка, что снижает этот процесс.
При газовой сварке горючий газ сжигается в специальной горелке, где в качестве основного газа обычно используется смесь ацетилена и кислорода, обладающая высокой теплотворной способностью. Интенсивность пламени напрямую влияет на качество сварного шва, поэтому перед началом работ необходимо правильно отрегулировать параметры. Процесс газовой сварки предполагает, что присадочный металл будет нагреваться в пламени. Также стоит отметить, что стержень с присадочным металлом всегда должен находиться в зоне высокой температуры, а сварка выполняется с максимальной скоростью.
Присадочная проволока не требует применения дополнительного флюса. Чаще всего используется кремниевая латунная проволока, способная обеспечить создание плотного и прочного сварного шва. Излишки шлака после выполнения работ следует удалить охладив их водой. Затем сварной шов подвергается дополнительной обработке молотком, отжигается и охлаждается медленно. При проведении работ на вертикальной поверхности важно также учитывать текучесть расплавленного металла.











