С учетом частого использования полуавтоматов, может возникнуть необходимость в их ремонте. К счастью, все необходимые запасные части и материалы теперь доступны для потребителей, что значительно упрощает процесс восстановления работоспособности оборудования.
Как выбрать сварочный полуавтомат MIG/MAG
В данной статье мы подробно рассмотрим ключевые аспекты, которые следует учитывать при выборе сварочного полуавтомата, предназначенного для выполнения сварочных работ.
Полуавтоматическая сварка находит широкое применение как в промышленных мастерских, так и в крупносерийных заводах, а также среди домашних мастеров и любителей. При выборе сварочного оборудования важно знать о главных характеристиках полуавтоматических аппаратов MIG/MAG и о том, как они влияют на процесс сварки. Данная статья поможет вам выбрать наиболее подходящий сварочный полуавтомат в зависимости от ваших потребностей и условий работы.
- Преимущества MIG/MAG сварки
- Конструкция полуавтомата
- Технические характеристики аппарата
- Длина горелки
- Дополнительные аспекты выбора
- Расходные компоненты
- Полный комплект оборудования для сварки МИГ
- Выбор проволоки для полуавтомата
Что такое MIG/MAG сварка и в чем ее преимущества?
MIG и MAG являются аббревиатурами, обозначающими Metal Inert Gas (металл инертный газ) и Metal Active Gas (металл активный газ) соответственно. В процессе MIG сварки применяются защитные газы, которые не вступают в химические реакции с металлом шва. Напротив, при сварке в среде активного газа (MAG) используются газы, такие как углекислый газ, которые могут окислять и восстанавливать расплавленный металл в сварочной ванне, что придает ему определенные свойства.
Для проведения сварки используются инверторные источники питания, генерирующие постоянный ток, однако существуют и модели, позволяющие переключаться на переменный ток (AC/DC). Сварщик управляет процессом, используя специальную кнопку на сварочной горелке, которая, при нажатии, одновременно активирует механизм подачи проволоки, открывает сопло и выбрасывает защитный газ.
Сварочная дуга в этом процессе возникает между наконечником проволоки и заготовкой, при этом проволока плавится, формируя присадочный металл. Подача проволоки осуществляется непрерывно из катушки, благодаря чему воздушный зазор дуги постоянно поддерживается. Это позволяет добиться прямых швов без нахлеста. Защита сварочной ванны газом предотвращает образование шлака.
- Возможность создания длинных и непрерывных швов;
- Высокая производительность процесса;
- Удобство работы для сварщика, так как одна рука остается свободной;
- Отсутствие необходимости в частой замене электродов;
- Высокое качество провара;
- Эстетичный вид сварного шва;
- Отличная видимость сварочной ванны и контроль над процессом;
- Возможность сварки в различных пространственных положениях;
- Широкий диапазон допустимой толщины свариваемых материалов.
Цена сварочных полуавтоматов MIG может колебаться от 10 000 до 700 000 рублей и выше, в зависимости от характеристик и возможностей оборудования. Важно обратить внимание на несколько ключевых факторов при выборе полуавтомата, чтобы ваши вложения оправдали себя и принесли желаемую пользу.
Выбор полуавтомата по конструкции
Конструкторские характеристики сварочных полуавтоматов непосредственно влияют на удобство их эксплуатации при длительном использовании. Рассмотрим разнообразие машин в этой категории.
Существует два основных типа сварочных аппаратов MIG: модели с интегрированным корпусом и механическим блоком подачи проволоки и отдельные конструкции. В первом случае, если длина шланга не позволяет дотянуться до рабочей точки, остается только перемещать весь аппарат. Во втором варианте возможно перемещение только части, ответственной за подачу. Если планируется частое изменение рабочей зоны или сварка крупных конструкций, разумнее будет выбрать полуавтомат с разъемной конструкцией.
Для использования в домашних условиях подойдут компактные моноблочные модели весом около 10 кг, такие как TERMIT T-160, что делает их удобными для создания теплиц или сварки ворот. Если вы выбираете полуавтомат для производственных целей, где требуется перемещение по цеху, то стоит рассмотреть модели с колесами, такие как Сварог MIG 2000, или отдельные тележки для перемещения.


Для сварки тонких металлов с толщиной до 6 мм достаточно полуавтомата с воздушным охлаждением. Эти аппараты оборудованы вентиляторами и отверстиями для выхода горячего воздуха, что обеспечивает охлаждение трансформатора и электроники, увеличивая срок службы аппарата и защищая его от перегрева.
Для сварки более толстых металлов с толщиной 10-20 мм на высоких токах используются аппараты MIG/MAG с жидкостным охлаждением, которые имеют дополнительный контур для циркуляции охлаждающей жидкости. Это позволяет эффективно отводить тепло от токоведущих частей и кабелей, предотвращая перегрев при длительной работе. Жидкость, обычно этиленгликоль, подается с помощью электрического насоса, а вентилятор рассеивает тепло через радиатор, продлевая время безостановочной сварки.
При подаче проволоки выделяются три основных типа механизмов:
- Толкающий механизм. Ролики, находящиеся в корпусе аппарата, подают проволоку к горелке.
- Тянущий механизм. Ролики в горелке захватывают проволоку непосредственно с барабана и подают ее в сварочную зону.
- Комбинированный механизм. Использует оба этих метода, обеспечивая более гибкую подачу.
Комбинированный механизм считается наиболее эффективным, но модели с такой конструкцией встречаются реже и стоят дороже. Тянущий механизм, в свою очередь, упрощает конструкцию горелки, но может делать ее менее удобной, особенно для сварщика. Такие аппараты подойдут для достижения качественных соединений, где внешний вид сварного шва имеет большое значение. Они также часто используются в автоматизированных сварочных процессах, когда горелка движется по направляющей. Рассмотрим также конструкцию, когда подача происходит по инерции, с некоторыми ограничениями по равномерности.— такие механизмы легки и компактны, что позволяет использовать их в ограниченных пространствах.


Регулировка сварочного тока и других основных параметров осуществляется через панель управления, которая может быть оснащена дисплеем, переключателями и кнопками управления. Опытные сварщики, как правило, прекрасно знают свои предпочтения и умеют настроить полуавтомат под разные металлы, поэтому выбирают аппараты с ручным управлением.
Новичкам в сварочном деле зачастую требуется обратиться к руководствам пользователя для настройки аппарата MIG. Чтобы избежать сложностей с настройками и сэкономить время, можно рассмотреть полуавтоматические модели с автоматизированным управлением. Такое оборудование имеет предустановленные программы для различных сварочных процессов с оптимальными для них параметрами — пользователю лишь потребуется указать толщину используемой проволоки и вид свариваемого материала, в то время как остальная настройка будет выполнена аппаратом автоматически.
Что такое полуавтоматическая сварка?
Полуавтоматическая сварка представляет собой высокоэффективный процесс дуговой сварки, который не требует от сварщика строгих квалификационных требований. Сравнивая со всеми процессами ручной сварки, полуавтоматическая сварка (или MIG/MAG) отличается своей высокой скоростью. Данный метод предпочитают за его относительную простоту: новичкам, начинающим с этой техники, легче освоить сварку, так как подача присадочного металла автоматизирована, и оператору не нужно менять электроды во время работы.
Изначально полуавтоматическая сварка разрабатывалась для сварки алюминия, однако с течением времени техника значительно улучшилась. На сегодняшний день метод MIG/MAG широко используется для соединения множества металлов, таких как стали (включая нержавеющие), алюминий и его сплавы.
Полуавтоматы могут применяться для выполнения сложных соединений, обеспечивая высокое качество и долговечность сварных швов. На рынке лидируют международные производители, такие как шведская ЭСАБ, американская Линкольн Электрик, немецкая EWM, итальянская BlueWeld, а также отечественные компании, такие как КЕДР и SWAROG.

Принцип работы полуавтоматической сварки
MIG/MAG – это механизированный процесс, в рамках которого присадочный металл (проволока) подается в зону сварки автоматически, с постоянной и равномерной подачей. Несмотря на автоматизацию процесса подачи, сам сварщик продолжает управлять движением пламени. В ходе сварки происходит плавление как основного металла, так и самой присадочной проволоки. Необходимая электрическая энергия для инициирования и поддержания горения дуги происходит от инверторного источника.
Полуавтоматическая сварка может быть охарактеризована как нечто среднее между ручной и автоматической. Этот «маргинальный» статус объясняется механизмом подачи проволоки: аналогично желанию делегировать часть своих задач другому человеку, в данном случае этот «другой» — подающее устройство.
Сварочное оборудование может включать встроенное устройство подачи проволоки, например, такие модели как СВАРОЧНЫЙ АППАРАТ DEYLTVIN MIG 200 или КЕДР УЛЬТРАМИГ-180 КОМПАКТНЫЙ. Полуавтоматические машины зачастую созданы с компактной конструкцией — механизм подачи часто представлен в виде отдельного (внешнего) блока, который можно подключить к инвертору, как в аппарате СВАРОЧНЫЙ АППАРАТ MIG 250F. Однако, могут потребоваться дополнительные аксессуары, например, для КЕДР AlphaMIG-350S Plus, что позволяет выбрать скорость подачи проволоки в зависимости от личных предпочтений и требований производственного процесса.
Скорость подачи проволоки и прочие параметры устанавливаются оператором перед началом работы. В отличие от устройств для ручной сварки, полуавтоматы дают возможность значительно сэкономить время, так как соединение металлических деталей происходит намного быстрее благодаря автоматизированной подаче материала.
Важно подчеркнуть: процесс MIG относится к сварке с использованием инертного газа, тогда как MAG подразумевает использование активного защитного газа.
Способы сваривания с использованием защитного газа
Полуавтоматическая сварка проводится с применением защитного газа, который может состоять из следующих типов:
- Активные газы (например, углекислый газ и смеси на его основе);
- Инертные газы (такие как гелий, аргон и их смеси);
- Газы, формирующиеся при плавлении порошковой проволоки.
Наши эксперты подчеркивают, что на практике, профессионалы чаще всего отдают предпочтение смеси аргона и углекислого газа для сварки стали. Эта газовая смесь минимизирует разбрызгивание и улучшает качество сварного шва.
Полуавтоматическая сварка может быть более экономичной, если учитывать и применять определенные полезные советы и рекомендации. Например, для снижения неэффективного расходования газа, многие полуавтоматы оснащаются экономайзерами, которые сглаживают скачки давления в начале сварочного процесса. Устройство подключается к выходному порту редуктора либо к регулятору давления. Отличным помощником, который позволит вам сэкономить и время, и денежные средства, является P1 экономайзер марки SWAROG. Данная модель обеспечивает стабильный расход газа в течение всего времени работы, что особенно эффективно при коротких швах или точечных сварках.
Еще одним процессом является полуавтоматическая сварка проволокой в среде защитного газа (GW), которая часто применяется для сварки и наплавки углеродистых и низколегированных сталей.
Где применяются полуавтоматы?
Сварочный полуавтомат находит успешное применение в различных промышленных отраслях:
- Строительство и производственная отрасль;
- Производство металлоконструкций;
- Строительство трубопроводов;
- Сварка и сборка резервуаров;
- Машиностроение;
- Судостроение.
Кроме того, процесс MIG/MAG получил большую популярность в автосервисах и частных гаражах, поскольку он подходит для проведения высококачественного кузовного ремонта автомобилей и другой техники. Полуавтоматическая сварка позволяет увеличивать производительность при сохранении высокого качества швов.

Сравнение с инвертором
Многие начинающие сварщики задаются вопросом, в чем основные различия между инверторами и сварочными полуавтоматами, а также какой из типов оборудования будет наиболее подходящим для их нужд.
- Первое и наиболее очевидное отличие заключается в том, что полуавтоматическая сварка требует использования газа и проволоки, тогда как инверторные модели работают с отдельными электродами. Это означает, что данные устройства предназначены для выполнения различных задач.
- Инверторные аппараты часто имеют различные дополнительные функции, такие как форсаж дуги или противозалипание электрода. Большинство из них с легкостью работают при значительных перепадах напряжения в сети, что делает их идеальными для использования в условиях нестабильной электросети. Инверторы обычно предназначены для работ со стальными и чугунными изделиями.
- Сварочные полуавтоматы, в свою очередь, идеально подходят для создания аккуратных швов и часто используются в автомобильном ремонте, тогда как инверторы чаще применяются для более общих задач в домашнем хозяйстве.
- Еще одно значительное различие заключается в том, что инверторные аппараты значительно компактнее и легче своих полуавтоматических аналогов.
Чтобы сделать правильный выбор между этими двумя устройствами, важно четко определить, какова цель их использования.


Обзор видов
Существует несколько различных типов сварочных полуавтоматов.
Проволочные сварочные полуавтоматы
Специалисты отмечают, что сварка обычной остроконечной проволокой неэффективна: если полностью исключить защитный газ и использовать только проволоку, удастся избежать проблем с разлетом раскаленного металла лишь частично. Встроенные функции оборудования в данной ситуации не помогут. Эту проблему реально решить, заменяя обычную проволоку на специальную присадочную проволоку (содержащую флюс), что позволяет обойтись без газа.

Разумеется, возможно применение обычной проволоки, однако такой метод используется только в крайних случаях, так как данная техника требует больших усилий и не дает желаемых результатов.
Если есть такая возможность, предпочтительнее воспользоваться проволокой, покрытой флюсом. С точки зрения экономики, это более выгодный выбор, чем использование защитного газа и прочих сопутствующих материалов.
Важно помнить, что риск коррозии металла при использовании порошковой проволоки значительно выше и критически важен для некоторых видов продукции. Поэтому использование такой проволоки должно быть максимально ограничено и применяться только в ситуациях критической необходимости.


Синергетический
До появления моделей с синергетическим управлением сварщикам приходилось долго настраивать аппараты и изменять параметры при каждой смене работы.
Синергетические машины предлагают специальные программы, позволяющие легко устанавливать все необходимые параметры с помощью одного рычага или кнопки. Например, если необходимо сварить сталь или алюминий, достаточно выбрать соответствующую программу, и машина автоматически настроится под нужный рабочий процесс.
Сегодня у каждого производителя сварочного оборудования имеется, как минимум, одна такая модель, разработанная талантливыми инженерами и сварщиками. Лучшие настройки сохраняются в памяти аппаратов; если выбрать правильную программу, то сварные швы будут идеальными, и даже новичок сможет успешно справляться с задачей.


Полуавтомат с трансформаторным блоком питания
Такие устройства применяются в условиях, где имеется достаточно пространства для аппарата, и они не подлежат частым перемещениям из одного места в другое, так как они, как правило, громоздкие и тяжелые. У этих моделей отсутствуют автоматические регулировки и стабилизации напряжения, что объясняет их более низкую ценовую категорию. Мастера с высоким уровнем квалификации обычно не применяют такие аппараты, поскольку они больше подходят для пользователей с низким опытом.
Основное преимущество подобных устройств заключается в их простой конструкции с минимальным количеством сложных компонентов.
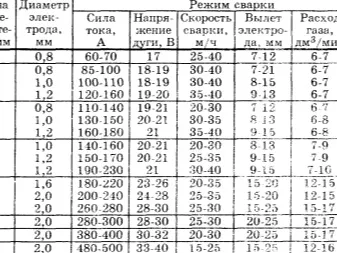
Режимы работы аппарата
В инструкциях к каждому аппарату обычно содержатся рекомендации о том, как правильно использовать полуавтомат, какие режимы выбрать, с какой скоростью подавать проволоку и т.д. Обычно в инструкциях присутствуют подробные таблицы и диаграммы с необходимой информацией.
Тем не менее, в большинстве случаев сварщик может определить подходящий метод сварки основываясь на толщине металла.
К примеру, сварка листового металла толщиной от 0,5 мм до 1,5 мм рекомендуется выполнять с использованием электродов диаметром 6 мм.
Если толщина металла превышает 5 мм, сварка должна производиться пошагово с точным наложением отдельных швов — только это обеспечит качество соединения.

Кроме того, следует обратить внимание на расход газа — при работе с мелкими и тонкими деталями его потребление должно составлять 5-7 литров в минуту. Это количество не влияет на форму металла, что минимизирует вероятность деформации.
Скорость сварки также зависит от толщины обрабатываемого металла.
Для достижения высокого качества сварного шва важно учитывать скорость движения сварочного аппарата. Этот параметр соответствует скорости, с которой электрод движется вдоль линии сварки, и его влияние будет заметно как при ручной, так и полуавтоматической сварке (при использовании электродов).
Первостепенно, необходимо выбрать правильную скорость, поскольку при слишком высокой скорости металл не успевает нагреваться до нужной температуры и не «сваривается» должным образом; такой шов будет недолговечным и хрупким. Слишком низкая скорость, в свою очередь, приведет к чрезмерному плавлению металла и образованию шлаков, что может испортить всю работу. Таким образом, правильный выбор скорости имеет основополагающее значение.

Скорость сварки прямо пропорциональна силе тока и рассчитывается по специальным формулам, что позволяет точно определить необходимую скорость для конкретного процесса.
Для применения формулы требуется минимум: значение тока и параметры свариваемого материала.
При увеличении скорости сварки ширина шва может уменьшиться. Однако следует соблюдать осторожность, так как слишком высокая скорость может привести к образованию подрезов как снаружи, так и внутри шва.

При работе с крупными форматами металла рекомендуется выбирать высокую скорость и выполнять небольшие швы, так как низкая скорость может привести к появлению дефектов в сварном соединении.
При непосредственном соблюдении всех параметров, включая скорость, свариваемые детали будут соединяться прочно, эффективно и иметь длительный срок службы, снижая вероятность коррозии и других повреждений.

Основные правила при проведении сварочных работ

При осуществлении сварочных работ на производственных предприятиях сварка выполняется автоматически или полуавтоматически. Разница между этими двумя системами станет понятной даже начинающим сварщикам:
- Автоматическая сварка подразумевает полностью механизированное движение дуги и подачу электродов;
- Полуавтоматическая сварка включает механизированную подачу проволоки и ручное перемещение дуги.
Если вы только начали знакомство с данным процессом, крайне важно освоить основные правила, способствующие получению высококачественных сварных соединений. Овладение премудростями работы с полуавтоматом является ключом к безопасности и качеству работы.
Не забывайте о безопасности: обязательно используйте защитную одежду и маску, чтобы защитить себя от ультрафиолетовых ожогов. Тщательно изучите рекомендации по безопасности и стандарты ГОСТ, и всегда придерживайтесь их. Несоблюдение правил безопасности может привести к травмам.
Преимущества полуавтоматической сварки смогут быть реализованы в полной мере только в случае, если вы будете хорошо знакомы с особенностями работы с подобным оборудованием.
Эксперты рекомендации провести пробную сварку на ненужной детали или на участке, где сварочный шов будет малозаметным. Этот подход поможет вам удостовериться в корректности настроек вашего полуавтомата.
Перед активизацией машины следует внимательным образом ознакомиться с инструкцией по эксплуатации и следовать ей.
Обратите особое внимание: полуавтомат не может работать без перерывов. Регулярные перерывы крайне важны для обеспечения долгосрочной работы аппарата, согласно рекомендациям в инструкции.
Заключение
Сварочный полуавтомат применим как в промышленной, так и в быту. Чтобы эффективно работать с полуавтоматическим сварочным аппаратом, важно понимать, для каких задач он вам нужен: он поможет создать надежные и прочные сварные соединения из металлических частей.
Хотя не все процессы требуют активного участия сварщика, некоторые из них необходимо выполнять вручную, что требует внимательности и навыка.
Читайте также:
Материалы для полуавтоматической сварки
Сварочная проволока является одним из ключевых компонентов технологии MIG/MAG. Химический состав данной проволоки должен соответствовать металлам, которые вы собираетесь сварывать. Ее температура плавления должна быть такой же или даже немного ниже, чем у свариваемых частей. Важно, чтобы проволока поступала в зону сварки плавно и имела хороший контакт с соплом горелки. Также диаметр проволоки необходимо соотносить с толщиной свариваемого материала, именно поэтому «непрерывные электроды» производятся из самых разных сплавов и бывают различного диаметра.
Существует два основных типа сварочной проволоки: с твердым сердечником и порошковая. Обычно используется несколько видов прочной стальной проволоки, однако в некоторых случаях может также использоваться и проволока с флюсом. Она бывает двух типов: бронзовая и самобронированная. Последняя может использоваться без защитного газа, что является плюсом при проведении работ на высоте или в открытых условиях. При этом при выборе аппарата стоит учесть, что не все полуавтоматы совместимы с разными типами проволоки.

Выбор газовой среды зависит от разных факторов, включая условия сварки, характеристики заготовки и желаемое качество конечного результата.
При сварке MIG применяются инертные газы. Их основное свойство в том, что они не вступают в реакцию с металлом и воздухом.
Аргон считается инертным газом, он бесцветный, без запаха, не горючий, нетоксичный и приблизительно в 1,5 раза тяжелее воздуха. Аргон высшего качества рекомендуют для работы с конструкциями из редких металлов и их сплавов, а также с цветными металлами. Первое его качество подходит для сварки стали и алюминия.
Гелий является благородным газом, без цвета и запаха, не токсичен и значительно легче как воздуха, так и аргона. По сравнению с аргоном, он используется реже из-за своей высокой стоимости и нехватки. Гелий подходит для сварки чистых химических материалов, активных сплавов, а также алюминия и магния.
Азот — это бесцветный, без запаха и вкуса газ, не токсичный. Он применяется исключительно для сварки меди и сплавов с ней, так как для этой работы выступает в роли инертного газа.
При сварке MAG используются активные газы, которые защищают сварочную область от воздействия воздуха и могут как растворяться в расплавленном металле, так и вступать с ним в реакцию.
Кислород — это газ, который активно поддерживает процессы горения; его применяют как добавку к инертным и активным газам для оптимизации сварочных процессов.
Двуокись углерода используется для деталей из чугуна, а также низколегированных, среднеуглеродистых и нержавеющих сталей.
Для сварки металлических конструкций можно использовать различные газовые смеси, способствующие улучшению процесса и повышению качества результата.
Критерии выбора аппаратов MIG/MAG
На выбор сварочного полуавтомата влияют различные факторы — от личных предпочтений до бюджетных ограничений. При покупке аппарата стоит обдумать решаемые задачи и учесть следующие параметры:
- Технические характеристики свариваемых материалов и необходимая мощность аппарата. Если придется сваривать детали разной толщины, имеет смысл выбрать аппарат с большим диапазоном сварочного тока.
- Объем работы и напряжение холостого хода. Для мелкого гаражного ремонта подойдет аппарат с показателем в 30–40 В, для СТО — 55–70 В, тогда как на производстве целесообразен агрегат с холостым напряжением 80–90 В.
- Процент полезной нагрузки. Производители указывают это значение в процентах, основываясь на 10-минутном цикле работы. Например, если полезная нагрузка составляет 40 %, то аппарат может функционировать на максимальном токе 4 минуты, после чего потребуется 6 минут перерыв.
- Напряжение сети. Для работы с сетью 220 В подойдут аппараты мощностью до 250 А. Более мощные агрегаты требуют подключения трехфазной сети (380 В). Чтобы не зависеть от этого аспекта, можно рассмотреть модели комбинированного типа с возможностью переключения с 220 В на 380 В.
Также стоит учесть производительность аппарата, его вес, удобство транспортировки, выбор аксессуаров и расходных материалов.
Заключение
В этой статье мы рассказали о механической дуговой сварке с применением плавящегося электрода в среде защитного газа. Эта технология становится все более популярной, так как она позволяет добиться высококачественного результата при сравнительно простой автоматизации процесса.
Данная сварочная техника является универсальной и может использоваться как в производственной сфере, так и в домашних условиях. Сварочный полуавтомат требует наличия определенных навыков, но он доступен и новичкам, желающим освоить сварку для решения задач по ремонту или строительству металлических конструкций. В нашем магазине вы с легкостью найдете подходящий для вас сварочный аппарат MIG/MAG.











