Угловой сварной шов, форма которого напоминает треугольник, предоставляет возможность расчета высоты и длины его сторон с использованием геометрических формул и математических расчетов. Для выполнения таких расчетов существует специализированная формула
Катет сварного шва: правила расчета и выбора
Зонд сварного шва, в сочетании с другими характеристиками, такими как высота, длина и ширина, играет ключевую роль в оценке общего качества соединения. Правильные расчеты этих технических параметров напрямую влияют на прочность соединения, а следовательно, и на способность готового изделия выполнять возложенные на него функциональные задачи на протяжении срока его эксплуатации.
Несмотря на то что расчет зонда может показаться простым, на самом деле существуют определенные нюансы, о которых нужно знать при выборе данного параметра. В этом разделе мы подробно объясняем важность правильного выбора зонда, демонстрируем методы его расчета и освещаем типичные ошибки, которые могут возникнуть в процессе определения величины зонда шва.
Определение катета сварного шва
Сварка предоставляет возможность создавать прочные соединения в металлических изделиях, которые могут служить долгие годы. Тем не менее, для успешного проектирования сварных швов необходимо придерживаться определенных стандартов и рекомендаций. Например, зонд сварного шва помогает определить, сможет ли конструкция, состоящая из тяжелых и крупных металлических элементов, справляться с постоянными эксплуатационными нагрузками.
Перед тем как приступить к определению зонда сварного шва, важно понять его значение и функции в общей конструкции. Правильный сварной шов имеет форму равнобедренного треугольника. Расстояние между началом одного шва и окончанием другого представляет собой зонд. Иными словами, это длина большой плоскости треугольника, стороны которого равны и не выходят за пределы поперечного сечения.
Размер зонда напрямую влияет на прочность сварного шва. Если зонд слишком мал, это негативно сказывается на его прочностных характеристиках из-за малой площади сечения. В то же время, слишком большой зонд может привести к деформации металла, увеличивая площадь нагрева и расход тепла в процессе сварки. В итоге это может вызвать нежелательные последствия как для механических свойств соединения, так и для финансовых затрат на сварочные материалы.
Расчет катета сварного шва
Поперечное сечение сварных швов, как правило, имеет треугольную форму, что позволяет использовать следующие вычисления для определения высоты и длины его сторон:
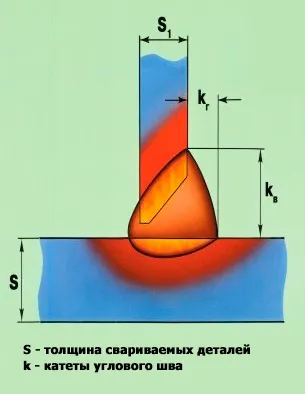
T — необходимое значение сварочного зонда,
S — ширина спирали/периметр треугольника,
cos45° — стандартное значение, равное 0,7.
Например, если мы рассматриваем угловой соединитель с шириной вала 5 мм, расчет зонда осуществляется следующим образом: 5 × 0,7 = 3,5 мм, тем самым указывая, что ширина зонда составляет 3,5 мм.
Важно отметить, что указанная формула применяется лишь в случае, если металл равномерно распределяется по обеим сторонам углового соединения.

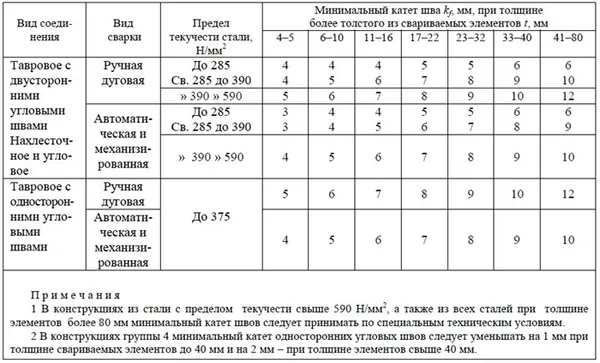
Таким образом, параметры сварки можно определить для всех толщин — все указанные значения были определены экспериментально. Чтобы обеспечить надежное соединение и минимизировать перерасход присадочного материала, следует придерживаться рекомендованных значений.
Согласно общепринятым стандартам, сварочная теплота должна составлять от 30% до 100% от толщины основы, при этом с уменьшением толщины необходимо приближаться к сечению заготовки. Если необходимо соединить элементы разными толщинами, при выборе зонда следует учитывать максимальное значение толщины.
Например, если планируется сварка деталей толщиной 5 и 10 мм с односторонним проплавлением, требуется зонд толщиной 6 мм. В этом случае обе стороны будут считаться равными 10 мм толщины.
Если делать акцент на более тонкую сторону, это может ослабить соединение в более толстом металле, что, в свою очередь, приведет к его ненадежности. Кроме этого, правильно подобранная сила тока и размер дуги являются критически важными факторами для достижения качественного результата на конкретной сварочной технике.

Помимо слишком больших значений зонда, важной проблемой для неопытных сварщиков оказывается и слишком маленький зонд. В этом случае на краевых участках шва может оставаться недостаточное количество металла, что в последствии негативно сказывается на прочностных характеристиках соединения. Под действием напряжений, возникающих в результате разрыва или вибрации, такой шов может треснуть.
Малый зонд уменьшает объем расходного материала, но подходит он лишь для несущественных соединений, таких как при строительстве барбекю или простых металлических конструкций.
Еще одной распространенной ошибкой является создание асимметричного зонда, когда нижний фланец шва оказывается слишком широким, а верхний — слишком коротким. Причиной этому становится неправильная техника выполнения работы и выбор методики, что приводит к тому, что расплавленный металл стекает вниз.
С внешней стороны такое соединение может выглядеть мощно, однако на самом деле, высота шва остается минимальной. В результате этого, сварной шов не способен выдерживать значительные нагрузки.
В каких швах бывает катет
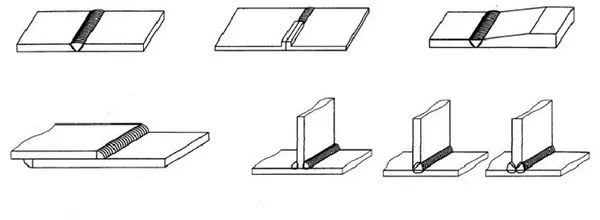
Геометрическая форма сварных швов зависит от способа сварки соседних поверхностей. Когда листы свариваются встык (можно выбирать горизонтальную, вертикальную или нахлестную сварку), образуется цилиндр. Для оценки качества такого шва измеряют его высоту и ширину, а глубину проплавления проверяют с помощью разрушающих испытаний или рентгенодиагностики, в которой просадка отсутствует.
Понятие зонда применимо только в угловых и Т-образных соединениях. Положение деталей в пространстве не имеет значения. Определение глубины шва в угловом соединении затрудняется тем, что отсутствует плоскость, к которой можно бы было провести замеры. Для оценки качества таких соединений обычно измеряются ширина шва, зонд и глубина проплавления с использованием разрушающего и неразрушающего контроля.
Что такое катет сварочного шва
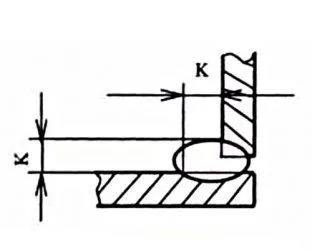
Зонд сварного шва можно описать как две стороны треугольника, отклоняющиеся от прямого угла. В этом плане, зонд имеет такое же определение, как в школьной геометрии. Идеально правильный треугольник должен быть равнобедренным, так как это позволяет равномерно распределить количество металла, необходимого для сварки на каждую из сторон, тем самым обеспечивая крепление элементов и прочность соединения.
Принцип сварки под углом применяется ко всем типам сварных соединений. Определенный уровень прочности может быть достигнут при использовании различных материалов: с покрытием (MMA), полуавтоматической горелки (MIG/MAG), нерасходуемого вольфрамового стержня и аргоновой сварочной горелки (TIG). Угловое и Т-образное соединения всегда имеют два измерителя (на вертикальной и нижней поверхностях), которые иногда обозначаются как K1 и K2 для упрощения измерений. В идеальном сварном шве K1 и K2 должны быть равны.
Выбор катета
Поверхность сварного шва на угловом соединении может быть:
- Выпуклой: В этом случае валик выходит наружу и иногда превышает длину самого катета. Этот вариант визуально выглядит массивным, однако избыточное количество наплавленного металла приводит к возникновению внутренних напряжений, что в случае тонких стенок (например, 2-3 мм) придает изделию склонность к деформации.
- Вогнутой: Поверхность шва имеет изогнутую внутрь форму, находясь ниже высоты катета. Для достижения такой формы необходимо увеличить силу тока и более быстро вести электроды или горелку. При использовании полуавтоматической техники рекомендуется повысить индуктивность для большей плавности процесса отделения капли, что в свою очередь увеличивает глубину проплавления и способствует формированию вогнутой поверхности шва.
- Ровной: Здесь между сторонами углового соединения почти идеальная косая плоскость. Такой результат встречается реже, но все же возможен. Это предпочтительная форма, так как она упрощает механическую обработку стыков, снижая объем работы по удалению лишнего наплавленного металла, что делает оборудование более эффективным.
Зонд относится к длине (в горизонтальной части детали) и высоте (в вертикальной части детали) стороны треугольника, начиная от корня сварного шва. Это охарактеризованный параметр, представляющий расстояние от внешнего края сварного шва до поверхности другой детали.
На первый взгляд может показаться, что чем больше значение зонда, тем лучше — однако это не так. Увеличение кромки нагрева вызывает напряжение в шве и может приводить к деформациям. Более того, это увеличивает общую поверхность нагрева детали. Само изделие может стать более подвижным. Высокий зонд неизбежно приведет к перерасходу материалов (сварочных электродов и проволоки) и увеличению времени сварочных работ. Для достижения высокотемпературного сварного шва дуга должна длительное время оставаться на одном месте, что может привести к выгоранию легирующих компонентов и ускорению коррозии. Поэтому важно корректно рассчитать размер зонда для каждого конкретного соединения.
Свойства
Узнав геометрические параметры шва, можно определить его свойства. Среди основных характеристик следует отметить:
- однородность наплавки сварного валика;
- равномерность наплавки;
- глубину проварки.
Равномерность касается в первую очередь стабильности геометриказ по всей длине сварного шва, включая:
- высоту шовного материала;
- ширину шва.

Если хотя бы в одной точке ширина оказывается меньше расчетной, именно на этой точке будут сосредоточены механические напряжения при внешних нагрузках, что повышает риск разрушения конструкции в этом месте. Означает равномерность отсутствие дефектов, таких как пористость или неоднородность материала. Поддержание той или иной запланированной глубины шва и его равномерности гарантирует необходимый диапазон проплавления деталей вне зависимости от своеобразия их эксплуатационной нагрузки.
Выбор катета сварного шва
Определение длины сварочной проволоки зависит от условия, в которых находится конкретное изделие. При этом нужно учитывать:
- толщину свариваемых заготовок;
- их материал;
- вид соединения: одностороннее или двухстороннее (со скольких сторон будет выполнено проплавление);
- особенности сварочных электродов или проволоки.
Длина сварочного зонда должна быть достаточной для обеспечения запланированной прочности сварного шва. Очевидно, что превышение длины нежелательно.
Избыточная длина приводит к увеличению материальных и трудовых затрат, а также может перегрузить конструкцию. Чтобы облегчить выбор необходимой длины, на основе практического опыта и научных изысканий были разработаны стандарты для каждого типа сварного соединения.
Как измерить

Для оценки качества проведенной сварки необходимо измерить ключевые параметры выполненной работы. Эта процедура осуществляется с помощью специального набора откалиброванных плат — щупов. Щупы устанавливаются перпендикулярно линии сварки одна за другой до достижения идеального совпадения. В случае отсутствия щупов, измерения могут проводиться с использованием толщиномера и угольника. Толщиномер устанавливается на одну из деталей таким образом, чтобы его наконечник соприкасался с вершиной сварочной фаски. При этом щуп толщиномера опускается за угольник на другом конце сварной фаски. Диапазон измерений щупа должен точно соответствовать требованиям измеряемой длины. Следует помнить, что точность таких измерений несколько ниже, и время, затрачиваемое на проверку длинных сварных швов, значительно увеличивается.
Так для чего нужно вычисление и измерение длины ножки шва? Если бы мы лишь сварили больше металла, шов мог бы прослужить очень долго. Однако, такой подход оправдан только в случае, если к примеру, каркас забора происходит вокруг загородного дома. Если зонд будет чрезмерно высоким, это может вызвать негативные последствия:
- При превышении толщины наплавки зона нагрева и объем расплавленного металла становятся необоснованно большими. Это может привести к искажению деталей.
- Повышенный расход сварочных материалов и превышение трудозатрат приведут к экономической неэффективности сварочных работ, особенно при выпуске крупных серий изделий.
- При сварке деталей, имеющих разную толщину, длина выбирается по самой твердой детали, чтобы избежать ее деформации.
Небольшая длина или слишком узкий зонд не обеспечивают требуемой прочности при сварке. Поэтому расчеты являются крайне важными для создания надежных, прочных и экономичных сварных соединений.
Как сделать расчет катета сварного соединения
В промышленных условиях расчеты прочности и параметров сварного шва обычно проводятся математически с помощью специальных формул. В домашних условиях можно использовать готовые шаблоны. Одним из наиболее распространенных является универсальный сварочный шаблон, состоящий из тонких металлических пластин, соединенных вместе с одного конца. После того, как детали зажаты под прямым углом, шаблоны поочередно прикладываются к углам. Какой из шаблонов наиболее прочно прилегает к поверхностям, тот и определяет параметры сварного шва.
Если сварной шов не испытывает значительных нагрузок, и конструкция не является тяжелой, размеры можно оценить по толщине металла. Например, если необходимо сварить две детали толщиной от четырех до пяти миллиметров, приблизительный зонд не должен превышать 4 мм. Для более толстых деталей (5-6 мм) верхний предел соответствует 5 мм.
Для более точного расчета также можно использовать геометрию. Если необходимо оценить параметры зонда прямоугольного шва, можно применить следующую формулу:
T — длина ножки шва
S — ширина шва от одной плоскости до другой.
Косинус 45 градусов равен 0,7
Исходя из этого, необходимо измерить расстояние между плоскостями деталей и провести расчет величины щупа.
К примеру, если требуется рассчитать щуп для будущего сварного шва шириной 4 мм, тогда подставляем в формулу: T=4×0,7 и получаем итоговое значение 2,8 мм.
После расчетов можно приступать к выполнению сварочных работ. Затем выполненная работа проверяется с помощью соответствующего шаблона. Если имеется зазор, это будет означать, что соединение выполнено неправильно.
Оптимальная геометрия углового шва
Помимо прочности, параметр зонда оказывает значительное влияние на правильную геометрию сварного шва.

Качество и прочностные характеристики сварного шва в значительной степени зависят от симметрии соединения. Неправильные боковые смещения, чрезмерные вмятины или выпуклости не допускаются. Отрезок шва должен представлять собой идеальный треугольник с равными сторонами и равномерно изогнутой гипотенузой (выпуклой частью).
Если одна из сторон шва слишком вытянута, это сигнализирует о том, что расплавленный металл наносится на одну из деталей, тогда как другая плоскость плохо прижимается. По этой причине зонда с обеих сторон заготовки должны быть одинаковыми. Такого рода дефекты обычно возникают при смещении листа в левую или правую сторону.
Плоская и вытянутая форма подтверждают неравномерное распределение расплавленного металла по поверхностям деталей. Это также свидетельствует о наличии дефекта, который возникает, когда дуга слишком слаба или электрод оказывается погружён в сварочную ванну.
Недостаточно короткие суставные катетеры приводят к образованию больших выпуклостей в сварном шве, когда металл просто застывает и не фиксируется надежно на месте. Эта проблема чаще всего возникает из-за длинной дуги.
Самым желаемым является сварной шов с равномерно вертикальной и слегка изогнутой поверхностью (даже лучше, если шов немного вогнутый). Это указывает на надежный и качественный продукт.
Получение сварного шва с оптимальной геометрией возможно только при строгом соблюдении технологий сварки. После зажигания дуги ее необходимо удерживать точно по центру будущего шва. Длина дуги должна составлять 1-1,5 диаметра электрода. Угол наклона раструба должен варьироваться в пределах 60-80 градусов. В процессе сварки следует внимательно контролировать форму сварочной ванны и скорость холодного металла, так как любые отклонения могут привести к неэффективным результатам. Если ванна слишком вытянутая или круглой формы, это указывает на ошибку в процессе работы — ее форма должна быть слегка овальной.
При слишком быстром движении электрода может произойти несварка металла, в то время как слишком медленное движение может вызвать перегрев детализации.
Если тщательно соблюдать технологии сварки и произвести все необходимые расчеты, это обеспечит создание надежных сварных соединений, которые будут служить долго для любых изделий.
Что вы можете добавить к этому материалу? Насколько важно учитывать эти свойства крепежа при сварке? Поделитесь своим опытом расчета параметров сварки! Как вы считаете — на что следует обратить внимание при сварке углового соединения? Ваш опыт очень важен для нас, пожалуйста, поделитесь им в разделе комментариев к этой статье.
Как рассчитать катет сварного шва
Существует множество формул, которые могут быть использованы для расчета сварочного тепла. Более того, есть различные типы соединений, такие как разрезные, Т-образные и угловые, причем каждый тип имеет свои характерные подтипы. Это означает, что у каждого вида соединения есть свои формулы и техники, и их числа могут достигать десятков, принимая во внимание все спецификации. В рамках данной статьи мы не можем охватить все виды соединений, поэтому остановимся на расчете зонда ширины шва, который является наиболее распространенным и часто используемым вариантом.

T — наш зонд
S — ширина нашего сварного соединения
cos45° — косинус 45 градусов (эта величина постоянна, cos45° = около 0,7).
Таким образом, описанная формула позволяет с легкостью определить размер зонда углового шва. Поскольку косинус угла в треугольнике равнобедренного типа совпадает с косинусом углового шва, мы можем применить этот простейший расчет.
Для определения зонда сварного шва на основе толщины металла мы не будем осуществлять сложные вычисления — достаточно просто взять значение минимальной толщины, и это будет нашим ответом. Например, если мы имеем металлический лист толщиной 3 мм и планируем его соединение, мы можем просто использовать это значение. Подобный расчет толщины металла является весьма удобным для работы с округлыми фитингами, особенно если они достаточно тонкие. В случае более толстых фитингов необходимо взять за основу 40% от толщины материала.
Мы предоставляем таблицу с минимальными значениями для сварных швов на угловых соединениях, она может оказаться очень полезной, если вы не сможете быстро произвести расчет. Сохраните ее и попробуйте воспользоваться!
Свойства качественного шва
Зная, как рассчитать вертикальность сварного шва, мы понимаем, что этого недостаточно для достижения надежного соединения. Сварное соединение обладает определенными свойствами и характеристиками, которые необходимо учитывать. Самое главное, сварной шов должен отличаться равномерностью и однородностью на всей длине. Не должно быть боковой деформации или чрезмерного наращивания в отдельных зонах.
На практике визуальный контроль может быть выполнен без использования каких-либо специальных приборов и знаний. Небольшая ошибка может привести к разрушающим последствиям для металлической конструкции в короткий срок. Также необходимо, чтобы ширина сварного шва оставалась единообразной. В случае различий в ширине шва нагрузки будут распределены неравномерно, что может вызвать трещины и разрушение соединения.
Важно также обращать внимание на толщину сварного шва, то есть на его глубину. Глубины проварки также необходимо придерживаться в рамках допустимых значений, чтобы не допустить образования внутренних трещин. Профессиональные сварщики на крупных производствах рассчитывают все свойства сварного шва, и его толщину, ширину и длину вплоть до миллиметра, и аккуратно выполняют работу на основании этих расчетов. Хотя для домашних и менее серьезных сварочных работ это не обязательно, важно, чтобы у вас заранее было четкое представление о том, как именно должен выглядеть окончательный сварной шов.
Тем более, чем больше сходства у свариваемых деталей, тем лучше. Конечно, существует ряд методов, позволяющих сваривать разнородные металлы с различным составом, однако даже в таких случаях соединение не будет таким прочным, как при сварке однородных материалов. Убедитесь, что у вас правильные параметры тока, используются профессиональные сварочные машины (если вы не являетесь любителем-сварщиком), и выбранные сварочные электроды соответствуют вашим нуждам. Следуя всем этим критериям, расчеты будут уместны и значимы. Даже если вы проведете множество расчетов, но не настроите сварочное оборудование на правильное значение силы тока, тогда все труды окажутся напрасными.
Вместо заключения
Измерение сварочного зонда относительно толщины или ширины металла крайне важно и служит одним из основных «инструментов» для сварщика, наряду с сварочным оборудованием и теоретическими знаниями. Зная минимальные значения сварочного нагрева и параметров, можно легко оценить прочностные характеристики сварного шва.
Не забывайте и о других принципах работы: выбирайте правильные сварочные проволоки, настраивайте свое оборудование и избегайте спешки в процессе сварки. Накапливая опыт, вы будете постепенно обучаться секретам этой увлекательной профессии. Если у вас уже есть полезный опыт расчета параметров для различных видов сварок, пожалуйста, поделитесь им в комментариях к данной статье. Мы уверены, что ваши советы пригодятся многим начинающим сварщикам. Удачи в вашей работе!
Каково ваше мнение об этой статье?











