При работе с алюминием, благодаря его высокой скорости плавления, важно, чтобы диаметр сварочной проволоки не был меньше толщины самой заготовки. Это необходимо для эффективного введения проволоки в зону сварки. Проволока может быть подана как вручную, так и с помощью полуавтомата. Для сварки чистого алюминия используется проволока марки №5356, тогда как в случае со сплавами предпочтение обычно отдается проволоке №4043, которая дополнительно содержит кремний для улучшения характеристик соединения.
Инструкция по сварке алюминия аргоном для начинающих специалистов
На практике сварка алюминия с использованием аргона признана одним из самых эффективных методов для достижения надежных и прочных соединений между деталями и сплавами на основе этого металла. К любой технологии сварки, требующей защитного газа, нужно подходить с пониманием, и сварщик обязан обладать необходимыми знаниями, навыками и опытом для успешного выполнения работы. Кроме того, хотя бы минимальные знания в области металлургии помогут понять процессы, происходящие в сварочной ванне.

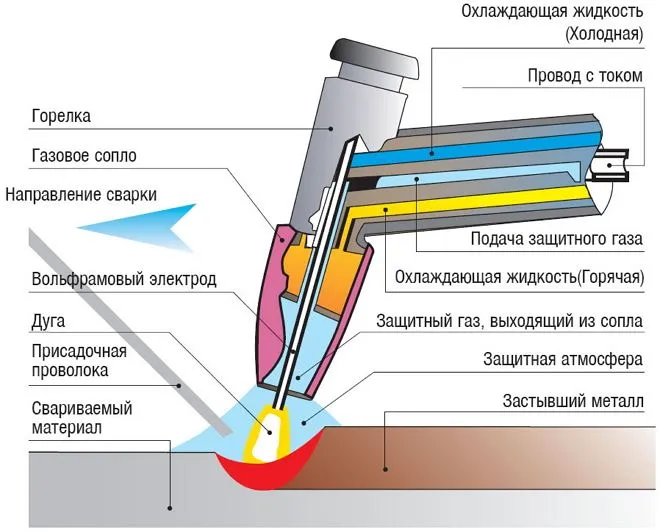
Процесс дуговой сварки алюминия
Какие свойства алюминия следует учитывать при его сварке
Для новичков особенно важно понять внутреннюю структуру алюминия во время сварки. Это подразумевает знание химических свойств этого металла, который характеризуется низким удельным весом, высокой прочностью и отличной реакционной способностью.
Одним из основных свойств алюминия, о котором необходимо знать как опытным, так и начинающим сварщикам, является его способность быстро взаимодействовать с кислородом, что приводит к образованию на его поверхности тугоплавкого оксидного слоя. Хотя алюминий плавится примерно при температуре 650 градусов, для того чтобы расплавить образовавшийся оксидный слой, потребуется температура, превышающая 2000 градусов. При сварке постоянным током этот оксид может погрузиться в расплавленный металл и тем самым уничтожить его внутреннюю структуру.
Принципиальная схема аргонодуговой сварки
Еще одним важным аспектом, требующим внимания при сварке алюминия, является его способность не терять цвет при нагревании. Это затрудняет визуальный контроль за температурой свариваемых деталей, что может привести к перегреву и образованию излишков расплавленного металла в процессе сварки.
Кроме того, алюминий отличается значительной объемной усадкой, что может привести к возникновению внутренних напряжений и деформациям в сварном шве, а следовательно, и к образованию трещин. Для минимизации этих нежелательных последствий следует выполнить корректировку сварного шва или компенсировать усадку, используя большее количество сварочной проволоки.
Таким образом, любая инструкция по сварке алюминия или его сплавов должна учитывать важные свойства этого металла, которые включают в себя:
- высокую химическую активность;
- относительно низкую температуру плавления самого алюминия;
- значительное объемное сокращение при охлаждении.
Соблюдая данные рекомендации, можно достичь качественных, эстетичных и надежных соединений при аргонодуговой сварке алюминия. Использование полуавтоматического сварочного оборудования убережет зону соединения от негативного влияния окружающей среды и поможет компенсировать усадку металла благодаря непрерывному потоку сварочной проволоки.
Разумеется, помимо данной технологии существуют и другие методы соединения алюминиевых деталей с помощью сварки, с которыми должен быть знаком каждый профессионал.
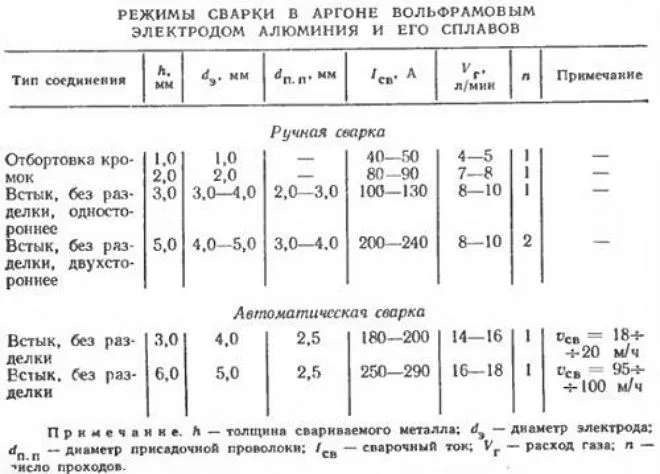
Дуговая сварка аргоном алюминия и его сплавов
Способы сварки алюминия
Существуют и другие методы сварки алюминиевых деталей, помимо использования аргону в качестве защитного газа. Наиболее распространены следующие технологии:
- сварка, выполняемая с использованием газовой горелки;
- электродуговая сварка;
- аргонодуговая сварка.
Первая из этих технологий предполагает использование сварочной проволоки, которая вводится в зону сварки, а также специального флюса, состоящего из фтористых и хлористых солей. Этот флюс, интенсивно нагреваемый газовой горелкой вместе с проволокой, помогает растворить оксидный слой, что, в свою очередь, обеспечивает доступ пламени к основному металлу, который плавится при относительно невысокой температуре. После окончания сварки этим методом необходимо незамедлительно промыть соединяемые детали для избавления от коррозионного флюса. Основным преимуществом этого метода сварки является минимизация расхода расходных материалов.
В качестве альтернативы, для соединения алюминия могут быть использованы аппараты для дуговой сварки, оснащающиеся специальными алюминиевыми электродами или порошковой проволокой. Процесс сварки при этом осуществляется постоянным током с подключением его на обратной полярности.
Однако, как уже было отмечено, аргонодуговая сварка считается наилучшей с точки зрения получаемого качества соединения. В этой технологии рабочие детали нагреваются электрической дугой, которая горит между вольфрамовым электродом (который не расплавляется) и свариваемыми элементами. С помощью алюминиевой проволоки, вводимой в зону горения дуги механически (в случае полуавтоматической сварки) или вручную, выполняется процесс сварки.
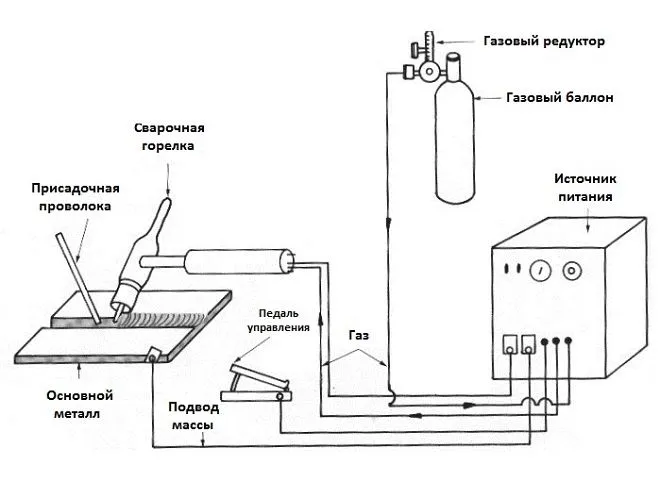
Оборудование для ручной аргонодуговой сварки
При высокой температуре, создаваемой дугой, достигается расплавление оксидного слоя, однако чтобы предотвратить переход алюминия в жидкую фазу с последующим вытеканием из созданного шва, электрод нужно перемещать с относительно высокой скоростью. Основным преимуществом данного процесса является то, что вольфрамовый электрод, обладая высокой прочностью и термостойкостью, служит долго, что снижает затраты на расходные материалы.
Для обеспечения высокого качества и надежности полуавтоматической сварки важно, чтобы химический состав сварочной проволоки соответствовал составу свариваемых заготовок.
В настоящее время для сварки с использованием данной технологии применяются аппараты, способные генерировать как постоянный, так и импульсный ток; существуют и устройства, работающие с переменным током.
Что нужно для новичков?
В этой статье мы сосредоточимся на наиболее распространенном варианте — сварке алюминия аргоном.
Важно помнить, что сварка TIG дает возможность создать эстетичный и качественный сварной шов.
Для успешного выполнения сварочных работ вам потребуются:
- TIG-инвертор;
- специальная горелка для аргона;
- баллон с аргоном (он соединяется с горелкой через специальный шланг и должен находиться на безопасном расстоянии);
- присадочная проволока (при этом она должна соответствовать характеристикам обрабатываемого сплава).
Электроды и защитные газы
Для сварки алюминия следует использовать исключительно неплавящиеся электроды и защитные газы — вольфрамовые или угольные электроды и аргон. Данный газ обеспечивает максимальные результаты при соединении алюминия, создавая уникальную защитную атмосферу вокруг зоны сварки, тем самым предотвращая попадание кислорода и других негативных факторов. Аргон также может быть применен для предварительного нагрева металла до и после процесса сварки.
При выборе электродов обращайте внимание на их классификацию, которая делится на три группы:
- WT 20 (с красным наконечником);
- WC 20 (с серым наконечником);
- WL 15 (с жёлтым наконечником).

Подробная инструкция по сварке алюминия аргоном
Многолетний опыт сварщиков выработал определенные правила и рекомендации. Если вы новичок в сварочном деле, настоятельно советуем строго следовать данным указаниям.
Также имеет смысл немного потренироваться. Выполните несколько практических сварочных операций на образцах заготовок, чтобы затем уверенно выполнять основную работу.
Далее мы подробно расскажем о процессе сварки алюминия аргоном, используя в качестве примера соединение листового металла с толщиной 2 мм.
Подготовка металла к работе
Первым шагом является подготовка алюминия для работы. Если детали имеют значительную толщину, перед сваркой их следует очистить с помощью наждачной бумаги. Меньшие детали можно отшлифовать или очистить тем же способом или с помощью металлической щетки.
Важно: вне зависимости от используемой щетки, убедитесь, что она предназначена исключительно для работы с алюминием.
Следующим этапом является устранение загрязнений, обезжиривание металла и ликвидация наиболее значимого врага алюминиевых соединений — оксидного слоя. Для этого применяется ацетон или другой растворитель.
Если сварка выполняется на деталях толщиной свыше 4 мм, требуется подготовить кромки, придавая им скошенную форму под углом от 30 до 45 градусов, в зависимости от толщины детали. Из-за особых свойств алюминия, иная форма не позволит достичь надежного соединения.
В некоторых случаях обработка алюминия может выполняться методом экструзии.

Настройка аппарата для сварки
Перед включением окупающего аппарата необходимо настроить оборудование:
- подключите аргон и настройте его подачу при помощи манометра на баллоне. Если работа осуществляется в закрытом помещении, достаточно установить расход газа на 7-8 литров в минуту; на открытом воздухе — расход необходимо увеличить;
- выберите электрод — для соединения указанных листов подойдет электрод диаметром 1,6-2,4 мм. При установке длина электрода должна составлять около 2 мм. В процессе сварки следите за концом электрода: если на нем формируется правильный шар, значит процесс проходит успешно. В противном случае потребуется регулировка питания — типичной причиной является недостаточный подаваемый ток.
Возбуждение сварочной дуги
Надежное заземление электрода — залог успешного зажигания дуги.
Важно: строго запрещено прикасаться как к металлу, так и к присадке. Если это произошло случайно, электрод необходимо либо заземлить, либо заменить.
Рекомендуется взять проволоку в левую руку, а факел — в правую. Включив оборудование, ток и газ начинают поступать. Между поверхностью заготовки и электродом образуется дуга, в результате чего производится плавление алюминиевой присадочной проволоки и края заготовки, образуя сварной шов на их поверхности.
Электрод следует держать перпендикулярно рабочей поверхности, а дуга зажигается в начале будущего сварного шва. Чем ближе электрод к свариваемой поверхности, тем меньшей становится дуга.
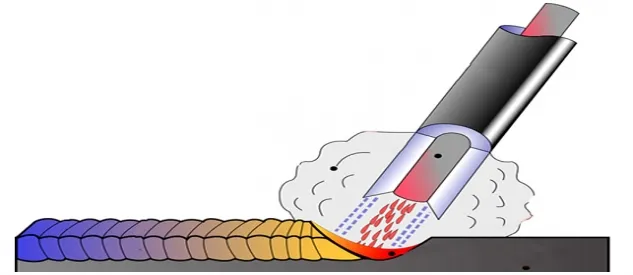
Создание сварочной ванны
Избегайте вдавливания сваривающей проволоки в зону сварки сразу после зажигания дуги. Сначала необходимо создать сварочную ванну в области, где планируется нагревание металла. На это потребуется всего несколько секунд! Важно защищать алюминий от перегрева.
Запомните! У опытных сварщиков есть правило: сварочная ванна формируется за время, равное толщине металла в миллиметрах.











